

改造后的数控切割机床编程工艺优化
格式:pdf
大小:2.1MB
页数:2P
人气 :96
 4.6
4.6
对改造后的数控切割设备,利用不同软件优化形成适合生产现状的编程工艺文件,提高零件的切割质量,提高板材的利用率。



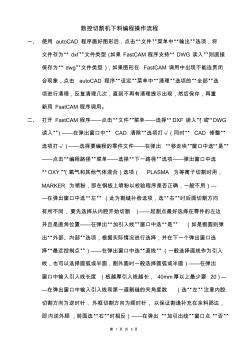
数控切割机下料编程操作流程
第1页共5页 数控切割机下料编程操作流程 一、使用autocad程序画好图形后,点击“文件”菜单中“输出”选项,将 文件存为“dxf”文件类型(如果fastcam程序支持“dwg读入”则直接 保存为“dwg”文件类型),如果图形在fastcam调用中出现不能连贯闭 合现象,点击autocad程序“设定”菜单中“清理”选项的“全部”选 项进行清理,反复清理几次,直到不再有清理提示出现,然后保存,再重 新用fsatcam程序调用。 二、打开fastcam程序——点击“文件”菜单——选择“dxf读入”(或“dwg 读入”)——在弹出窗口中“cad清除”选项打√(同时“cad修整” 选项打√)——选择要编程的零件文件——在弹出“移走块”窗口中选“是” ——点击“编程路径”菜单——选择“下一路径”选项——弹出窗口中选 “oxy”(氧气和其
 数控切割机特点及其在机械制造系统运用分析
数控切割机特点及其在机械制造系统运用分析 数控切割机特点及其在机械制造系统运用分析
数控切割机在现代化大型设备生产加工中的应用极其广泛,目前已经发展成为了大型现代化机械设备加工生产中的必要设备之一。结合数控切割机在机械制造生产中的重要性,现从数控切割机的组成与构造入手,对数控切割机的特点进行分析,并着重探讨了数控切割机在机械制造系统中的运用,得出结论,供同行参考借鉴。
编辑推荐下载
H型钢数控切割机控制系统_使用手册
格式:pdf
大小:1.8MB
页数:10P
4.7
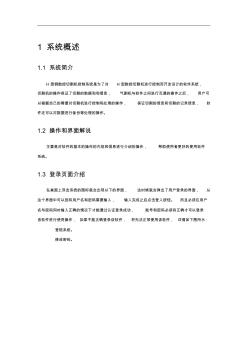
1系统概述 1.1系统简介 h型钢数控切割机控制系统是为了对h型数控切割机进行控制而开发设计的软件系统, 切割机的操作保证了切割的数据和和信息,气割机与软件之间进行互通的操作之后,用户可 以根据自己的需要对切割机进行控制和处理的操作,保证切割的信息和切割的记录信息,软 件还可以对数据进行备份等处理的操作。 1.2操作和界面解说 主要是对软件的基本的操作的内容和信息进行介绍的操作,帮助使用者更好的使用软件 系统。 1.3登录页面介绍 在桌面上双击系统的图标就会出现以下的界面,这时候就会弹出了用户登录的界面,从 这个界面中可以到有用户名和密码需要输入,输入完成之后点击登入按钮。而且必须在用户 名与密码同时输入正确的情况下才能通过认证登录成功,账号和密码必须有正确才可以登录 该软件进行使用操作,如果不能正确登录该软件,将无法正常使用该软件,详情如下图所示:
数控切割机日常设备检查保养记录表
格式:pdf
大小:25KB
页数:1P
4.7
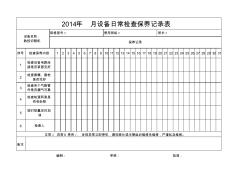
序号12345678910111213141516171819202122232425262728293031 1 2 3 4 5 6 备注 2014年月设备日常检查保养记录表 保养记录 检查保养内容 检查设备电路连 接是否紧固完好 班长: 编制:审核:批准: 设备名称: 数控切割机 规格型号:使用班组: 检查割嘴、割枪 是否完好 检查各个气路管 件是否漏气可靠 检查轨道两测是 否有杂物 按时按量定时加 油 正常√异常x停用/,发现异常立即停机,通知班长或主管组织维修员维修,严谨私自维修。 检查人
改造后数控切割机床编程工艺优化热门文档
数控切割机大型钢结构件生产工艺的改进及应用
格式:pdf
大小:159KB
页数:3P
4.4
分析板材的切割变形和横梁成形的焊接变形原因、影响因素和在制作过程中采用合理的切割工艺,选用合适的切割方式,控制切割、焊接变形的措施以及焊接残余应力的消除方法,从而获得横梁长期工作时其几何尺寸和形位公差的稳定,保证横梁的使用寿命和机械性能.
数控电火花线切割机床操作要领
格式:pdf
大小:127KB
页数:8P
4.4
模块四数控电火花线切割机床操作要领 本课题学习的内容主要是使你了解数控电火花线切割机床操作的基本流程, 教会你装夹工件、安装并校正线电极,并掌握确定加工参数的方法。 电火花线切割加工操作流程包括工件材料的选择→工艺基准的确定→穿丝孔 的加工→工件的装夹→线电极的选择及位臵校正→确定加工参数→线切割加工 等步骤。 有些步骤的内容我们在模块三已学习过,在本模块着重介绍工件的装夹、线 电极的选择及位臵校正、加工参数的确定等操作要点。 (一)工件的装夹 线切割加工工件的安装一般采用通用夹具及夹板固定。由于线切割加工时作 用力小,装夹时夹紧力要求不大,且加工时电极丝从上到下穿过工件,被工件切 割部分要悬空,因此对线切割工件的安装有一定有要求。 1.对工件装夹的一般要求 (1)工件的装夹基准面要光洁无毛刺。对热处理后的工件表面的渣物及氧化 膜一定要清洁干净,以免造成夹丝或断丝。 (2)夹紧力要


玻璃切割机床安全操作规程
格式:pdf
大小:8KB
页数:1P
4.7
玻璃切割机床安全操作规程 1.目的 规范员工操作行为,提高生产效力,减少或杜绝事故的发生。 2.适用范围 适用于所有接触和使用玻璃切割机床相关人员。 3.职责 所有接触和使用玻璃切割机床相关人员必须严格遵守此操作规。 4.操作步骤 1、穿戴好专用玻璃手套等劳保防护用品。 2、开机前依照设备点检表对设备进行点检。 3、较大玻璃在搬运时需要多人紧密配合、防止出现安全事故。 4、检查机床开启时有无异响,是否正常运转。 5、开启输送带按钮将玻璃送进机床上面,并定位。 6、在空走检查原点及尾端玻璃的搭边或运行切割时,运行轨道的 两旁禁止人员靠近。若有意外情况可按急停紧急制动。 7、根据加工的玻璃尺寸调节设备各项参数以使玻璃加工尺寸精 确。 8、作业人员需对自身加工作业环境熟悉,寻找不安全状态并加以 改善。操作人员不得离开操作面板。 9、玻璃在拆卸时要注意安全,防止割手,砸脚等意外伤害。 10、设备在
改造后数控切割机床编程工艺优化精华文档

线切割机床安全操作维护作业指导书
格式:pdf
大小:29KB
页数:11P
4.4
线切割机床安全操作维护作业指导书 线切割机床安全操作维护作业指导书 1.适用范围:本指导书适用于本厂所有线切割的安全操作维护。 2.参照文件:hb/ylss-01《生产设备管理程序》 3.作业内容 3.1操作者必须熟悉机床的性能与结构,掌握操作程序,严格遵守安全守则和操作 维护规程。 3.2非指定人员不得随便动用设备,室内有安全防火措施。 3.3开动机床前应先做好下列工作: 3.3.1检查机床各部是否完好,定期调整水平。按润滑规定加足润滑油和在工作液 箱盛满皂化油水液,并保持清洁,检查各管道接头是否牢*。 3.3.2检查机床与控制箱的连线是否
大功率激光切割机床远程监控系统设计
格式:pdf
大小:263KB
页数:4P
4.4
针对现有大功率激光切割机床产品网络化不足、维护效率低、维护成本高等问题,结合目前成熟的gprs移动通信技术,提出了基于云服务器的高功率切割机床远程监控系统,构造远程监控平台,能够远程监控多台激光切割机床设备。针对高功率激光切割机床远程监控系统设计了数据采集智能终端,实现了现场数据通过gprs技术传送到云端,为高功率激光切割故障的快速诊断与处理提供了数据支撑。

中走丝线切割机床接线作业指导书NEWA
格式:pdf
大小:3.9MB
页数:7P
4.5
中走丝线切割机床接线作业指导书 一、制作机床连线 序号 作业 名称 物料,作业步骤和要求工检具示意图 1放线 31芯 航插 序号线型根数长度m 26芯 航插 序号线型根数长度m 19×0.5电缆线12.811㎜2兰线42.8 22×0.5电缆线22.825×0.5电缆线22.8 30.5㎜2红线62.834×0.5电缆线(剪去黄绿线)22.8 42.5㎜2黄绿线12.840.5屏蔽线12.8 52×2.5音响线22.8 2 焊接 航插 1)用剥线钳将线拨开,在航插的焊接端和拨开的导线上上锡(如 图1-1) 2)按图纸从上到下逐个焊接,导线两端的套管要一致。航插头 装好后拧紧固定螺丝(如图1-2) 3)焊接完毕后套上2m长的金属软管(如图1-3) 1)剥线钳 2
天然石材多线液压切割机床的设计与研究 天然石材多线液压切割机床的设计与研究
格式:pdf
大小:208KB
页数:4P
4.5
针对天然石料的板材加工,设计一种适合于中小企业批量生产的多线液压切割机床,给出机床的结构布局与工作原理,阐述液压系统的设计原则,对整机的动态特性做了研究,利用ansys软件对机床整机进行有限元分析,得出准确的分析结果,为机床的优化和改进提供了依据.

电火花线切割机床常见问题及故障说明
格式:pdf
大小:107KB
页数:9P
4.3
电火花线切割机床常见问题及故障说明(四) 三十一、线切割加工中短路处理简法 在线切割机床加工过程中,而因排屑不畅造成短路的现象时有发生,特别在加工 较厚工件时更为突出。 在操作中,可用溶济渗透清洗的方法消除短路,具体方法是:当短路发生时,先关 断自动、高频开关,关掉工作液泵,用刷子蘸上渗透性较强的汽油、煤油、乙醇等 溶剂,反复在工件两面随着运动的钼丝向切缝中渗透(要注意钼丝运动的方向)。 直至用改锥等工具在工件下端轻轻地沿着加工的反方向触动钼丝,工件上端的钼丝 能随着移动即可。然后,开启工作液泵和高频电源,依靠钼丝自身的颤动,恢复放 电,继续加工。 三十二、断丝后原地穿丝处理 断丝后步进电机应
改造后数控切割机床编程工艺优化最新文档

切割机
格式:pdf
大小:1.0MB
页数:25P
4.4
eps板材切割机切割丝紧胀度及 温度的全自动调控装置 目录 1前言............................................................................................................................1 1.1概述..........................................................................................................................1 1.2课题来源及研究的目的和意义..............................................................................1
Auto CAD在数控线切割机自动编程中的应用
格式:pdf
大小:169KB
页数:7P
4.7
总第eo期 应用科技 yingyon6kelt autocad在数控线切割机自动 编程中的应用 李健民郭黎滨薛开张铭钧 (机械t程系) [摘要]本文把autocad~图靶件用i-数控缦切害1机的自动缟程,用basici5 言程序提取和分析autocad输出的dxi文件,进而获得自动编程前置处理数据 信息,同人工计算相比,谊方法更为自动、高教和可靠。 [关键词]电加工,自动骗程-线切割机;计算机绘图,数控 0引言 随着工业自动化的发展,数控电火花线切割机正在得到愈来愈广泛的应用。由于线切 割机的自动编程可以充分发挥线切割矶的作用,所以得到了人们的重视和研究。线切割机 的自动编程通常分为两部分,即前置处理和后置处理。在前置处理过程中需要由图纸上已 知的几何信息计算求得未知的几何信息,供后置处理使用,后置处理需使用前置处理的
切割机的设计
格式:pdf
大小:561KB
页数:24P
4.4
-0- 苏州托普信息职业技术学院 毕业论文 论文题目棒料切割机的设计 指导教师孙敏 专业机电一体化班级机械1203 姓名王超学号35 二о一五年四月十日 -1- 目录 关键词...................................................................1 摘要....................................................错误!未定义书签。 1概述....................................................................1 1.1选题背景.............................................................

切割机使用技巧
格式:pdf
大小:6KB
页数:2P
4.6
切割机使用技巧 在我们的日常生活中应用到切割机的领域是非常多的,随着现代机械加工业地 发展,对切割的质量、精度要求的不断提高,对提高生产效率、降低生产成本、 具有高智能化的自动切割功能的要求也在提升。 切割机分为:火焰切割机、等离子切割机、激光切割机、水切割等。激光切割 机为效率最快,切割精度最高,切割厚度一般较小。等离子切割机切割速度也很 快,切割面有一定的斜度。火焰切割机针对于厚度较大的碳钢材质。 切割机应用:有金属和非金属行业,一般来说,非金属行业分的比较细致,像 有切割石材的石材切割机,水切割 机,锯齿切割机,切割布料和塑料,化纤制品用的激光切割机,刀片式切割机, 切割金属材料的则有火焰切割机等离子切割机,火焰切割机里面又分数控切割机 和手动的两大类,手动的类别有:小跑车,半自动,纯手动。数控的有:龙门式 数控切割机,悬臂式数控切割机,台式数控切割机,相贯线数控切割机
水切割机床用自动开合型磨料罐 水切割机床用自动开合型磨料罐
格式:pdf
大小:122KB
页数:未知
4.6
本文首先介绍了水切割机床构成,阐述了磨料罐在水切割机床中的作用,分析了高压磨料罐应该具备的性能,在此基础上,设计了水平螺旋和立式螺旋等两种供砂装置的高压磨料罐,并介绍了其工作原理和性能,对提高水切割机床的切割精度与稳定性具有重要的指导意义。
线切割机床加工“螺纹成形铲、车刀”装置 线切割机床加工“螺纹成形铲、车刀”装置
格式:pdf
大小:141KB
页数:未知
4.5
该装置由本体、滑块、导轮架组成。将本体装于丝架上臂前端(两臂间有足够高度,可升降丝架更理想),滑块与本体燕尾槽配合,y方向移位,形成左、右旋α螺旋角(最大范围±8°);导轮架方尾柄与滑块方孔配合,沿x方向移位,可形成β后角,(最大范围45°)。根据被加工刀具的α螺旋角、β后角,调整钼丝切削部分与工作台面的倾斜程度。被加工刀体平行于工作台装夹,刀具刃部几何图形未变,计算简便,省去“近似非圆曲线”座标的计算,提高了几何图形精确度。

切割机价格
格式:pdf
大小:12KB
页数:4P
4.5
切割机价格 产品特点 1.激光切割fpc的优点 2.激光在挠性电路板制造过程中有三个主要功能:fpc外型切割,覆盖膜开窗,钻 孔等; 3.直接根据cad数据用来激光切割,更方便快捷,可以大幅度缩短交货周期; 4.不因形状复杂、路径曲折而增加加工难度; 5.进行覆盖膜开窗口时,切割出的覆盖膜轮廓边缘齐整圆顺、光滑无毛刺、无溢胶。 采用模具等机加工方式开窗难免在窗口附近会有冲型后的毛刺和溢胶。 6.挠性板样品加工经常由于客户需要出现线路、焊盘位置的修改而导致覆盖膜窗口 的变更,采用传统方法则需要重新更换或修改模。而采用激光加工,此问题却可以迎刃 而解,因为只需要你将修改后的cad数据导入就可以很轻松快捷地加工得到你想要开窗 图形的覆盖膜,在时间和费用上将为您赢得市场竞争先机。 7.激光加工精度高,是挠性电路板成型处理的理想工具。激光可以将材料加工成任 意形状。

切割机点检表
格式:pdf
大小:83KB
页数:1P
4.7
cr4-p03 4 3 2 1 ― № 方法处理 批准作成审核 2011/1/16 年月日改訂理由 新規作成 項 目 日期 12567891034181920111213143031 保養點檢項目 23262728212215 扳手 1锯头锁紧装置是否牢固.手感调整 2916252417 不需3各润滑点是否润滑加油.目视加油 扳手 2角度调整装置是否稳固.手感调整 不需 5气压表压力是否正常.目视调整不需 4喷油油壶油量.目视加油 扳手 7工作前,作行程,检查各部件是否灵活.试作调整扳手 6电源引线及配电器件有无破损目视加油 调整扳手 8进刀是否抖动.目视调整 10所有紧固件加固.目视调整 扳手 no每週點檢 9进刀平稳度检测.试作 扳手 11各电器路件进行检
改造后数控切割机床编程工艺优化相关
文辑推荐
知识推荐
百科推荐


职位:暖通弱点电气工程师
擅长专业:土建 安装 装饰 市政 园林


