




焊制三通坡口加工指导
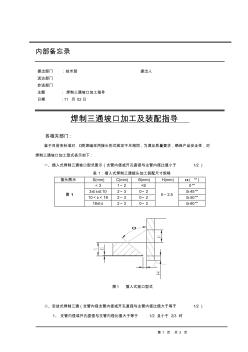
内部备忘录 第1页共3页 提出部门:技术部提出人 送达部门 抄送部门 主题:焊制三通坡口加工指导 日期:11月02日 焊制三通坡口加工及装配指导 各相关部门: 鉴于目前各标准对d类焊缝采用接头形式规定不尽相同,为满足质量要求,确保产品安全性,对 焊制三通坡口加工型式表示如下: 一、插入式焊制三通坡口型式图示(支管内径或开孔直径与主管内径比值小于1/2) 表1:插入式焊制三通接头加工装配尺寸规格 接头图示s(mm)c(mm)b(mm)h(mm)α(°) 图1 <31~2=s 0~2.5 0° 3≤s≤102~30~2≥45° 10<s<182~30~2≥50° 18≤s2~30~2≥60° ɑ 图1插入式坡口型式 二、安放式焊制三通(支管内径支管内径或开孔直径与主管内径比值大于等于1/2) 1、
编辑推荐下载
焊制三通的加工缺陷及其消除
格式:pdf
大小:134KB
页数:5P
 4.3
4.3
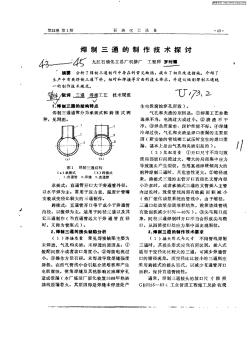
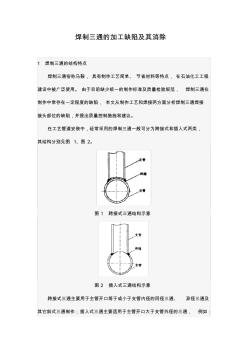
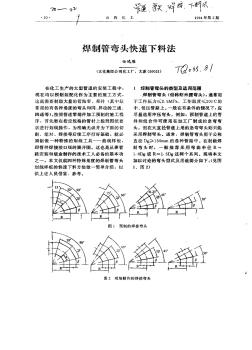
焊制三通的加工缺陷及其消除 1焊制三通的结构特点 焊制三通俗称马鞍,具有制作工艺简单、节省材料等特点,在石油化工工程 建设中被广泛使用。由于目前缺少统一的制作标准及质量检验规范,焊制三通在 制作中常存在一定程度的缺陷,本文从制作工艺和焊接两方面分析焊制三通焊接 接头部位的缺陷,并提出质量控制措施和建议。 在工艺管道安装中,经常采用的焊制三通一般可分为跨接式和插入式两类, 其结构分别见图1、图2。 图1跨接式三通结构示意 图2插入式三通结构示意 跨接式三通主要用于主管开口等于或小于支管内径的同径三通、异径三通及 其它斜式三通制作;插入式三通主要适用于主管开口大于支管外径的三通,例如: 温度计、压力表的管嘴安装。 2焊制三通的质量缺陷分析 2.1制作工艺 跨接式三通在下料时把支管的坡口加工成内坡口,与主管组对时直接搭接在 主管上,焊接时易造成焊缝严重的未焊透
管线焊制三通价值热门文档
焊制三通几种计算方法的比较
格式:pdf
大小:1.9MB
页数:7P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
 异径焊制三通应力的有限元分析
异径焊制三通应力的有限元分析 异径焊制三通应力的有限元分析
格式:pdf
大小:440KB
页数:3P
4.3
应用有限元分析软件ansys9.0,对异径焊制三通在受内压作用下的应力进行计算和分析,找到异径焊制三通的受力规律,以供工程配管设计者参考。
单筋加强高压三通的焊制技术
格式:pdf
大小:1.4MB
页数:4P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
管线焊制三通价值精华文档
内压下焊制管道三通塑性极限载荷有限元分析
格式:pdf
大小:8KB
页数:1P
4.3
内压下焊制管道三通塑性极限载荷有限元分析 作者:轩福贞;刘长军;李培宁 作者机构:华东理工大学化机所,;华东理工大学化机所,;华东理工大学化机所, 来源:化工设备与管道 issn:1009-3281 年:2001 卷:038 期:002 页码:45-51 页数:7 中图分类:tqo5 正文语种:chi 关键词:焊制三通极限压力有限元方法。 摘要:本文采用理想弹塑性材料及小变形假设的有限元技术,系统分析并验证 管径比d/d≥05管道焊接三通的塑性极限压力及网格密度、单元类型和约 束形式对数值解的影响,结果表明,在管径比d/d≥05的范围内,等径三 通的极限承载能力优于d/d=083和d/d=065的主管径厚比d/t相同 的异径等强度三通,且在d/t较大时尤为明显;采用小变形的分析方法能够得 到满足工程要求的极限压力数值
工艺管线开孔的凸台及三通组对焊接责任卡
格式:pdf
大小:21KB
页数:1P
4.3
工艺管线开孔的凸台及三通组对焊接责任卡 项目名称:洛阳年产20万吨乙二醇项目单位工程名称:硫回收装置分部工程名称:工艺管道安装 序号管线号焊口号管工焊工施工技术员质量检查员确认日期 1 2 3 4 5 6 7 8 9 10 11 12 施工单位名称:负责人:
PE焊制管件
格式:pdf
大小:75KB
页数:3P
4.6
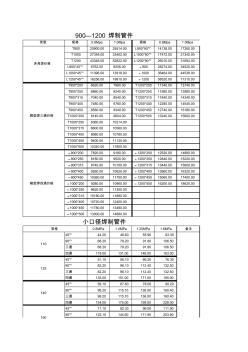
类型规格0.8mpa1.0mpa规格0.8mpa1.0mpa t90020900.0025514.00l900*90°14138.0017260.00 t100027348.0033402.00l1000*90°17472.0021342.00 t120043348.0052822.00l1200*90°26010.0031694.00 l900*45°6762.008256.00﹢90028274.0034520.00 l1000*45°11396.0013918.00﹢100036464.0044538.00 l1200*45°16256.0019810.00﹢120058520.0071310.00 t900*2006620.007980.00t1200*20011340.0013740.00 t90
三通焊接工艺规范
格式:pdf
大小:16KB
页数:2P
4.4
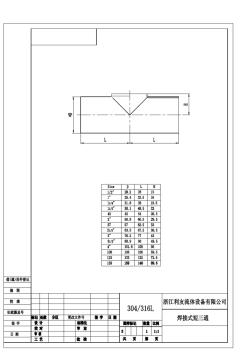
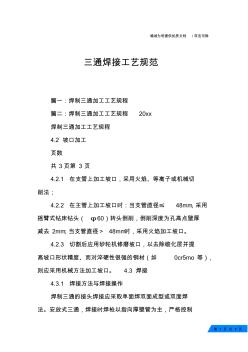
第1页共7页 竭诚为您提供优质文档/双击可除 三通焊接工艺规范 篇一:焊制三通加工工艺规程 篇二:焊制三通加工工艺规程20xx 焊制三通加工工艺规程 4.2坡口加工 页数 共3页第3页 4.2.1在支管上加工坡口,采用火焰、等离子或机械切 削法; 4.2.2在主管上加工坡口时:当支管直径≤48mm,采用 摇臂式钻床钻头(φ60)转头倒削,倒削深度为孔高点壁厚 减去2mm;当支管直径>48mm时,采用火焰加工坡口。 4.2.3切割后应用砂轮机修磨坡口,以去除碳化层并提 高坡口形状精度、而对淬硬性很强的钢材(如0cr5mo等), 则应采用机械方法加工坡口。4.3焊接 4.3.1焊接方法与焊接操作 焊制三通的接头焊接应采取单面焊双面成型或双面焊 法。安放式三通,焊接时焊枪以指向厚壁管为主,严格控制 第2页共7页 焊接线能量,防止焊接变形。
管线焊制三通价值最新文档
三通检验要求(三通) (2)
格式:pdf
大小:22KB
页数:1P
4.8
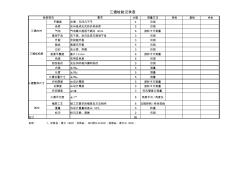
要求分值测量方法自检复检终检 平整度光滑,无凹凸不平4目测 杂质无与组成无关的外来杂质5目测 气泡气泡最大直径不超过3mm6游标卡尺测量 浸润不良无干斑、发白及其它浸润不良3目测 开裂无树脂开裂3目测 裂纹表面无开裂5目测 白纱无分层、炸裂3目测 表面平整度最大1.5mm6游标卡尺测量 色差无明显色差6目测 刮伤垫伤无任何纤维外漏和划伤5目测 内径±5‰5测量 长度±5‰5测量 三通位置尺寸±5‰5测量 内衬厚度≥设计厚度5游标卡尺测量 总厚度≥设计厚度5游标卡尺测量 巴氏硬度≥363巴氏硬度计测量 三通平行度±1°6角度平台/角度仪 铺层工艺按工艺要求的铺层及方法制作8过程控制/样块焚烧 重量与设计重量误差≤10%5称重 标识标识正确、清晰2目测 合
三通检验要求(三通)
格式:pdf
大小:26KB
页数:2P
4.4
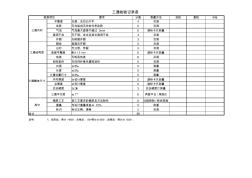
要求分值测量方法自检复检终检 平整度光滑,无凹凸不平4目测 杂质无与组成无关的外来杂质5目测 气泡气泡最大直径不超过3mm6游标卡尺测量 浸润不良无干斑、发白及其它浸润不良3目测 开裂无树脂开裂3目测 裂纹表面无开裂5目测 白纱无分层、炸裂3目测 表面平整度最大1.5mm6游标卡尺测量 色差无明显色差6目测 刮伤垫伤无任何纤维外漏和划伤5目测 内径±5‰5测量 长度±5‰5测量 三通位置尺寸±5‰5测量 内衬厚度≥设计厚度5游标卡尺测量 总厚度≥设计厚度5游标卡尺测量 巴氏硬度≥363巴氏硬度计测量 三通平行度±1°6角度平台/角度仪 铺层工艺按工艺要求的铺层及方法制作8过程控制/样块焚烧 重量与设计重量误差≤10%5称重 标识标识正确、清晰2目测 合
厚壁焊接三通角焊缝射线照相工艺 厚壁焊接三通角焊缝射线照相工艺
格式:pdf
大小:275KB
页数:3P
4.4
采用4mev直线加速器对厚壁(t≥50mm)焊接三通角焊缝的内部质量进行射线检验,如果照相工艺参数选择不当,不但严重影响焊缝缺陷的检出率,而且给底片评定和缺陷返修带来诸多不便,本文讨论了厚壁焊接三通角焊缝的射线照相工艺.1焊接三通角焊缝的结构特点如图1所示,支管侧焊缝坡口,从腹部至肩部为0°~25°连续变化;而主管侧则依圆柱形态从与轴向正交断面变化到平行方向.焊接采取手工电弧焊,全焊透结构,在变位工装支持下挑立焊,外层以横焊盖面,属多层多道焊接.焊后镗掉内侧焊根或衬板.
 含轴向裂纹等径焊制三通的塑料性极限载荷
含轴向裂纹等径焊制三通的塑料性极限载荷 含轴向裂纹等径焊制三通的塑料性极限载荷
格式:pdf
大小:184KB
页数:未知
4.7
在几个简化假设的前提下,采用弹塑性有限元方法,系统分析了内压下含轴向裂纹的等径焊制三通的极限载荷及其变化规律。分别给出了含轴向裂纹、穿透型裂纹及表面裂纹的三通极限载荷的估算公式,并将估算公式计算出的值与有限元数值解进行了比较。结果表明,深短裂纹和浅表面裂纹对极限载荷影响很小,内表面和外表面两种裂纹形式对极限载荷的影响差别不大;可采用外表面裂纹来分析;给出的估算公式具有较高的精度和合理的保守性。
内压下焊制管道三通塑性极限载荷有限元分析 内压下焊制管道三通塑性极限载荷有限元分析
格式:pdf
大小:195KB
页数:未知
4.7
本文采用理想弹塑性材料及小变形假设的有限元技术,系统分析并验证管径比d/d≥0.5管道焊接三通的塑性极限压力及网格密度、单元类型和约束形式对数值解的影响,结果表明,在管径比d/d≥0.5的范围内,等径三通的极限承载能力优于d/d=0.83和d/d=0.65的主管径厚比d/t相同的异径等强度三通,且在d/t较大时尤为明显;采用小变形的分析方法能够得到满足工程要求的极限压力数值解。

管线焊制三通价值相关
文辑推荐
知识推荐
百科推荐


职位:线路结构工程师
擅长专业:土建 安装 装饰 市政 园林


