

钢丸制作的五大工艺
格式:pdf
大小:8KB
页数:1P
人气 :80
 4.4
4.4
钢丸作为金属磨料可用于钢铁工件涂装前的去氧化皮、除锈处理 及钢材预处理等。一般钢丸制作的 5 大工艺如下: 1、滚筒法 将液体金属浇注到旋转的滚筒上,造成液体金属的飞溅,而后落 入水中成丸。但由于该方法制备钢丸颗粒成丸率比较差,已被淘汰。 2、气流吹射法 利用高速喷射的介质 -惰性气体或压缩空气将钢水吹散后落入水 中成丸。采用气体喷射法制取钢丸应使用氮气或压缩空气成本较高而 且成丸合格率小于 50%,已接近淘汰。 3、水射流冲击法 利用水射流将液体金属击散落入水中冷却、凝固,最终成丸。这 种制取方法缺点是空心率多、 容易形成异型丸, 通过改变喷嘴的截面 形状可控制水射流流量和压力,可有效地提高成丸率。 4、离心法 将钢液流向高速旋转的周围开设一系列小孔的特殊甩盘上,液体 在离心力作用下, 从甩盘飞出落入水中而成丸。 采用离心法制取钢丸 相对水射法成丸率较高,大大地降低空心丸比例。 5、旋转



钢构制作工艺.
9钢结构制造工艺 提要:本章介绍钢结构制造的各个工艺流程,其中包括详图绘制、备料、加工准备及放样、矫正、切割、制孔、弯形、端部及剖,加工、装配、 焊接等各道加工工序,和涂装、运输等环节。最后简要介绍钢结构安装和设计中应注意的一些问题。 9.1概述 钢结构是由多种规格尺寸的钢板、型钢等钢材,按设计要求裁剪加工成众多的零件,经过组装、连接、校正、涂漆等工序后制成成品,然后再 运到现场安装建成的。 随着科技进步和工业发展,制造工艺和加工设备也不断改进、更新。以钢结构的连结方法为例,它经历了销接、栓接、铆接、焊接、栓接与焊 接联合使用等几个历程。目前,国内外绝大多数连接方法采用焊接和栓接与焊接联合使用两种。后者是在工厂制造的结构杆件或单元采用焊接,而在 工地进行整体拼装的节点连接采用高强度螺栓。加工工艺及质量保证中采用了高新技术,在各工序中采用了程控自动机具,大大加速了制造过程,保 证了产品
编辑推荐下载
钢丸
格式:pdf
大小:20KB
页数:3P
4.6
铸钢丸是由高质量的钢碎料制成的,首先将其溶化,然后用高压水喷射式使熔融的钢水形成小球状。形成的丸 体再次加热以净化匀质,然后进行淬火处理。淬火后的丸体在熔炉内进行烘干并重新加热回火以达到适当的硬度, 回火处理的钢丸通过机械筛网被分选成符合sae标准的11个等级以用于抛丸设备。不同粒度和硬度的产品用于不 同的工艺,如表面强化等。 铸钢丸广泛用于钢铁工件涂装前的去氧化皮和除锈处理,在这种情况中经常使用离心抛丸设备。圆球形状和较 小的硬度会使钢丸不会对设备产生较大的磨损。钢丸也广泛用于铸造工业中。当工件从模子里取出后,用钢丸清除 工件表面的砂料。当钢丸与适合的设备一起使用时,因为它经久耐用,肯定是您进行表面清理的最佳磨料。 适应工业范围:航空工业、汽车工业、喷砂/喷漆商、消费品制造、集装箱制造/修理、铸造、花岗岩/石材切割及 造船和船舶修理、中间商、石油和天然气管道、工厂维护和金属
制作工艺---封头
格式:pdf
大小:31KB
页数:5P
4.5
39 封头制作工艺 q/ljzgg0003/05-2005 1.总则 1.1本工艺适用于碳素钢、低合金钢及不锈钢制椭圆形封头的拉伸成 型,其他形式的封头也可参照执行。 1.2本工艺是与产品工艺文件配合使用的通用规定,若与产品工艺文 件有相抵触或产品工艺文件有特殊要求时,以工艺文件为准。 2.拉伸模与润滑 2.1根据产品名细表中指定的工装号选用胎模。 2.2使用的拉伸模应完好,上模排气孔不得堵死,经验证合格后方可 使用。 2.3上下模及压紧环分别用螺柱和附具固定在冲头和压力机底座上, 调整圆周方向间隙均匀,其差值≤1mm。 2.4每拉伸一个封头前,应检查胎模是否有松动和偏移,以及其他缺 陷,确认完后,方可继续使用。 2.5每个封头拉伸和压制前,必须清除胎模工件面上的氧化皮,熔渣 等杂物,并给拉环均匀的涂刷润滑剂. 冷拉伸封头时,上下模和压边圈工作面,毛坯周边的上下面,涂
钢丸制作工艺热门文档
钢丸用途
格式:pdf
大小:123KB
页数:3P
4.3
钢丸用途 铸钢丸广泛用于钢铁工件涂装前的去氧化皮和除锈处理,在这种情况中经常使用离心抛丸设备。 圆球形状和较 小的硬度会使钢丸不会对设备产生较大的磨损。钢丸也广泛用于铸造工业中。当工件从模子里取 出后,用钢丸清除 工件表面的砂料。当钢丸与适合的设备一起使用时,因为它经久耐用,肯定是您进行表面清理的 最佳磨料。 适应工业范围:航空工业、汽车工业、喷砂/喷漆商、消费品制造、集装箱制造/修理、铸造、花 岗岩/石材切割及 造船和船舶修理、中间商、石油和天然气管道、工厂维护和金属加工。 适用工艺范围: 喷涂前表面预处理;铸件清砂;管道除垢等。 铸钢丸(caststeelshot)俗称钢丸(steelshot)钢丸磨料(steelabrasives)、弹丸、合金钢丸、钢粒、 钢 丸钢砂是铸铁丸和铁丸的替代产品,也称为抛丸磨料、抛丸机磨料、抛丸材料、抛丸除锈磨料、 喷抛材料、喷丸磨
H型钢制作工艺 (2)
格式:pdf
大小:500KB
页数:12P
4.5
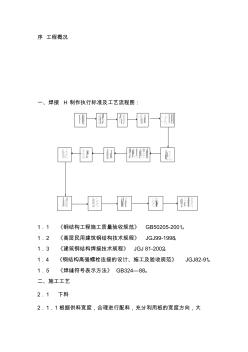
序工程概况 一、焊接h制作执行标准及工艺流程图: 1.1《钢结构工程施工质量验收规范》gb50205-2001。 1.2《高层民用建筑钢结构技术规程》jgj99-1998。 1.3《建筑钢结构焊接技术规程》jgj81-2002。 1.4《钢结构高强螺栓连接的设计、施工及验收规范》jgj82-91。 1.5《焊缝符号表示方法》gb324—88。 二、施工工艺 2.1下料 2.1.1根据供料宽度,合理进行配料,充分利用板的宽度方向,大 料优先配料,出现板边(宽度余料)时,应将小料同时排版,作到本 批次供料尽量用完,余下长度方向的料头,转入小料(或回收)。长 度方向预留30~40mm荒料。 2.1.2根据施工图纸,合理拼接材料,下列部位严禁设置拼接接口: a牛腿处的上下200mm范围内。 b加劲板100mm范围内。 c孔群100mm范围内。 d
钢梁制作工艺
格式:pdf
大小:9KB
页数:5P
4.6
钢梁制作工艺 钢梁制作过程将实行全过程、全方位控制,主要从以下几方面: 1.材料质量控制(钢材、焊条、焊丝、焊剂、涂料等) 2.焊接工艺评定 3.结构施工 4.焊接施工 5.无损检测 6.工厂拼装及现场安装 7.除锈、涂装 一、控制方法与措施 1.建立质量保证体系和质量控制的规章制度,探伤人员具有资格证 书,焊工具有考试合格证,并报监理核备。 2.技术部门做好技术交底工作,使生产第一线的质检员、工艺员、 制作工人都了解本钢梁的施工工艺、技术要求及验收标准。 3.全过程、全方位质量控制,质检员日常加强现场巡检,监督钢梁 制作按工艺文件规定的流程进行,严肃工艺纪律。 4.制定工艺流程中的停止点和验收点,如构件验收、组装验收、总 装验收,同时向监理递交验收报告签证,由监理按技术要求及验 收标准把关。 5.对钢梁制作、安装过程每道工序予以三级检查(自检、互检、专检

钢结构制作工艺 (2)
格式:pdf
大小:122KB
页数:9P
4.6
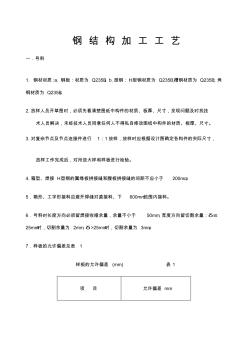
钢结构加工工艺 一.号料 1.钢材材质:a.钢板:材质为q235b。b.型钢:h型钢材质为q235b,槽钢材质为q235b;角钢材质为q235b。 2.放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技术人员解决, 未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 3.对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检验。 4.箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。 5.箱形、工字形接料应避开焊缝对直接料、下600mm范围内接料。 6.号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量:δ≤25mm时,切 割余量为2mm,δ>25mm时,切割余量为3mm。 7.样板的允许偏差
钢结构制作工艺()
格式:pdf
大小:95KB
页数:11P
4.8
钢结构加工工艺 一.号料 1.钢材材质:a.钢板:材质为q235b。b.型钢:h型钢材质为q235b,槽钢材质为 q235b;角钢材质为q235b。 2.放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题 及时找技术人员解决,未经技术人员同意任何人不得私自修改图纸中构件的 材质、板厚、尺寸。 3.对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实 际尺寸, 放样工作完成后,对所放大样和样板进行检验。 4.箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。 5.箱形、工字形接料应避开焊缝对直接料、下600mm范围内接料。 6.号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量: δ≤25mm时,切割余量为2mm,δ>25mm时,切割余量为3mm。 7.
钢丸制作工艺精华文档
 钢管冷弯制作工艺探究
钢管冷弯制作工艺探究 钢管冷弯制作工艺探究
格式:pdf
大小:175KB
页数:4P
4.6
通过分析钢结构建筑工程中常用普通低碳钢管壁厚度、力学性能及含s夹杂物等相关因素对钢管冷弯性能的影响,对诸多工程大跨度桁架主弦杆的弯制工艺采取合理的技术措施,制定出弯管制作方案,通过计算机对弯钢管模型进行实体放样、对弯管机器模板进行精确调试,以达到设计要求的尺寸精度。

钢丸(砂)的制取设备和工艺
格式:pdf
大小:1.6MB
页数:4P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
水射法生产铸钢丸工艺优化 水射法生产铸钢丸工艺优化
格式:pdf
大小:602KB
页数:4P
4.4
针对目前国内厂家使用较多的水射法生产铸钢丸工艺,分析其缺陷形成机理,对水流与金属液流的取向关系、金属液出口装置进行改进优化。实际生产表明:经工艺优化后所得空心丸明显减少,有效应用粒径钢丸分布更集中,提高了生产效率。
H型钢制作工艺
格式:pdf
大小:512KB
页数:12P
4.7
序工程概况 一、焊接h制作执行标准及工艺流程图: 1.1《钢结构工程施工质量验收规范》gb50205-2001。 1.2《高层民用建筑钢结构技术规程》jgj99-1998。 1.3《建筑钢结构焊接技术规程》jgj81-2002。 1.4《钢结构高强螺栓连接的设计、施工及验收规范》jgj82-91。 1.5《焊缝符号表示方法》gb324—88。 二、施工工艺 2.1下料 2.1.1根据供料宽度,合理进行配料,充分利用板的宽度方向,大 料优先配料,出现板边(宽度余料)时,应将小料同时排版,作到本 批次供料尽量用完,余下长度方向的料头,转入小料(或回收)。长 度方向预留30~40mm荒料。 2.1.2根据施工图纸,合理拼接材料,下列部位严禁设置拼接接口: a牛腿处的上下200mm范围内。 b加劲板100mm范围内。 c孔群100mm范围内。 d
钢屋架制作工艺(1)
格式:pdf
大小:22KB
页数:4P
4.7
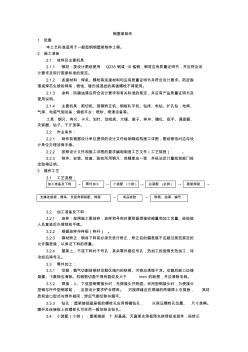
钢屋架制作 1范围 本工艺标准适用于一般型钢钢屋架制作工程。 2施工准备 2.1材料及主要机具: 2.1.1钢材:按设计图纸使用q235钢或16锰钢,钢材应有质量证明书,并应符合设 计要求及现行国家标准的规定。 2.1.2连接材料:焊条、螺栓等连接材料均应有质量证明书并符合设计要求。药皮脱 落或焊芯生锈的焊条,锈蚀、碰伤或混批的高强螺栓不得使用。 2.1.3涂料:防腐油漆应符合设计要求和有关标准的规定,并应有产品质量证明书及 使用说明。 2.1.4主要机具:剪切机、型钢矫正机、钢板轧平机、钻床、电钻、扩孔钻;电焊、 气焊、电弧气刨设备;钢板平台;喷砂、喷漆设备等。 工具:钢尺、角尺、卡尺、划针、划线规、大锤、凿子、样冲、撬杠、扳手、调直器、 夹紧器、钻子、千斤顶等。 2.2作业条件: 2.2.1制作前根据设计单位提供的设计文件绘制钢结构施工详图,图
钢丸制作工艺最新文档
钢地板制作工艺
格式:pdf
大小:42KB
页数:3P
4.4
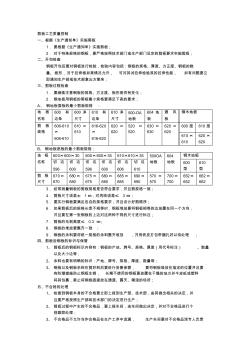
剪板工艺质量控制 一、根据《生产通知单》实施剪板 1.要根据《生产通知单》实施剪板; 2.对于特殊规格的钢板,要严格按照技术部门或生产部门设定的剪板要求实施剪板; 二、开包检查 钢板开包后要对钢板进行检验,检验内容包括:钢板的规格、厚度、方正度、钢板的数 量、板形,对于拉伸板如果情况允许,可对其试拉伸检验其的拉伸性能,如有问题要立 即通知生产部或技术部拿出方案来; 三、剪板过程检查 1.要继续注意钢板的规格、方正度、板形是否有变化; 2.钢地板用钢板的剪板最小规格要满足下表的要求; a、钢地板面板的最小剪板规格: 地板 名称 600有 边条 600净 尺寸 610有 边条 610净 尺寸 500-oa 地板 604地 板 通风 板 钢木地板 剪板 规格 606-610 × 606-610 610× 610 616-620 × 616-620 620×
钢结构制作工艺
格式:pdf
大小:140KB
页数:17P
4.7
钢结构加工工艺 一.号料 1.钢材材质:a.钢板:材质为q235b。b.型钢:h型钢材质为q235b,槽钢材质为q235b;角 钢材质为q235b。 2.放样人员开草图时,必须先看清楚图纸中构件的材质、板厚、尺寸,发现问题及时找技 术人员解决,未经技术人员同意任何人不得私自修改图纸中构件的材质、板厚、尺寸。 3.对复杂节点及节点连接件进行1:1放样,放样时应根据设计图确定各构件的实际尺寸, 放样工作完成后,对所放大样和样板进行检验。 4.箱型、焊接h型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于200mm。 5.箱形、工字形接料应避开焊缝对直接料、下600mm范围内接料。 6.号料时长度方向必须留焊接收缩余量,余量不小于50mm,宽度方向留切割余量:δ≤ 25mm时,切割余量为2mm,δ>25mm时,切割余量为3mm。 7.样板的允许偏差见
钢结构制作工艺{通用)
格式:pdf
大小:1006KB
页数:17P
4.5
wt -1- 浅述h型钢柱、钢梁制作工艺 江西昌南建设工程集团公司姜钦德 1前言 钢结构工程在我国起步较晚,近年来,由于钢材产量和品种的迅速增长,现代科 学技术迅猛发展,焊接施工和检验技术的不断提高,以及高性能的高强度螺栓连接形 式的出现,加之钢结构本身具有质量轻、强度高、抗震性能好、便于工业化生产、装 配化施工和能组合运输以及建设速度快等优点,大大促进了钢结构的发展。更适用于 大跨度民用建筑中,钢结构得到了大量采用,其中又以h型钢柱、梁的应用最多。根 据我公司承建的赣州银行金融大厦工程中大跨度钢结构施工,阐述h型钢柱、梁制作 工艺。 2、施工工艺流程及操作要点 2.1主要生产流程 原材料进厂→放样和下料→零部件加工→零部件焊接→分段制造→预拼装→防 腐涂装→吊装 2.2电焊工艺 焊接施工是h型钢柱、梁施工的关键工序,焊接工艺要按照《建筑钢结构焊接技 术规程》j
水射法制取钢丸成丸工艺研究 水射法制取钢丸成丸工艺研究
格式:pdf
大小:184KB
页数:3P
4.8
研究了水射法成丸中水压、浇杯流口直径、喷嘴至钢液流距离、喷嘴直径及钢液流长度对钢丸成丸粒度、粒度分布和圆整度的影响。结果表明,水压是影响钢丸粒度和圆整度的主要因素,其他因素对成丸也有一定影响。

LED制作工艺及LED节能灯制作工艺(精)
格式:pdf
大小:61KB
页数:10P
4.6
led制造工艺流程及细节 随着20世纪90年代,人类对氮化物led的发明,led的效率有了非常快的发 展.随着相关技术的发展,不久的未来led会代替现有的照明灯泡.近几年人们制 造led芯片过程中首先在衬底上制作氮化镓(gan基的外延片,外延片所需的材 料源(碳化硅sic和各种高纯的气体如氢气h2或氩气ar等惰性气体作载体之后, 按照工艺的要求就可以逐步把外延片做好.接下来是对led-pn结的两个电极进行 加工,并对led毛片进行减薄,划片.然后对毛片进行测试和分选,就可以得到所 需的led芯片.由于制作led芯片设备的造价都比较昂贵,同时也是生产的一个 投资重点,具体的工艺做法,不作详细的说明.下面简单介

HQ系列铸钢丸 (2)
格式:pdf
大小:2.4MB
页数:5P
4.7
hq系列铸钢丸 可无条件替代高碳铸钢丸及铸铁丸,广泛应用于机械制造、汽车、造船、集装箱、 桥梁及钢结构等行业的金属表面抛丸清理(包括铸件清砂、金属除锈)、刻蚀、 喷丸表面强化、喷丸成型。山东开泰工业科技有限公司生产的hq铸钢丸通过科 技成果鉴定。 1、与高碳铸钢丸相比:hq系列铸钢丸组织为上贝氏体+板条马氏体+少量 铁素体,使其寿命延长,与高碳铸钢丸相比硬度高hrc3~4,可提高清理速度, 从而降低清理费用20%; 2、与铸铁丸相比:铸铁丸虽然硬度大但脆性很大,在反复高速冲击的使用 条件下,极易破裂、粉碎,从而使用寿命短,碎丸粉尘大,设备磨损快,使用成 本高,已属淘汰之列; 3、与钢丝切丸相比:钢丝切丸虽韧性好、不易碎,但因容易变形、粘着、 丸路易堵等原因而影响其处理效率和处理效果,同时其废旧钢丝绳原料来源不 足。hq系列铸钢丸用于热处理工件的
(工艺技术)钢结构制作工艺
格式:pdf
大小:131KB
页数:11P
4.4
组装工艺 1.号料 1.1钢材材质:a.钢板:钢板厚度t≤16时,材质为q345b;16<t≤30时材质为q345c;时,30<t <40时材质为q345gjc,t≥40时材质为q345gjc且厚度方向为z15。b.型钢:h型钢材质为
钢丸制作工艺相关
文辑推荐
知识推荐
百科推荐

职位:钢结构安全员
擅长专业:土建 安装 装饰 市政 园林


