

含高温孕育剂W4双相不锈钢焊条的研究
格式:pdf
大小:75KB
页数:1P
人气 :85
 3
3
含高温孕育剂W4双相不锈钢焊条的研究——为进一步提高双相不锌钢焊条的抗裂性能,研制了一种含高温孕育剂W4的双相不锈钢焊条.并对其特铜堆焊焊缝组织、抗裂性等进行了试验分析,结果表明该焊条焊缝组织性能良好。



 含高温孕育剂W4双相不锈钢焊条的研究
含高温孕育剂W4双相不锈钢焊条的研究 含高温孕育剂W4双相不锈钢焊条的研究
为进一步提高双相不锈钢焊条的抗裂性能,研制了一种含高温孕育剂w4的双相不锈钢焊条,并对其铸钢堆焊焊缝组织、抗裂性等进行了试验分析,结果表明该焊条焊缝组织性能良好。
双相不锈钢焊条的研制 双相不锈钢焊条的研制
介绍了双相不锈钢焊条af310的研制过程,分析了焊条药皮渣系、熔敷金属合金元素对该焊条性能的影响,确定了合理的药皮配方,所研制的双相不锈钢焊条af310工艺性能良好,熔敷金属机械性能达到或接近国外同类产品水平。
编辑推荐下载
阿维斯塔公司生产的双相不锈钢焊条 阿维斯塔公司生产的双相不锈钢焊条
格式:pdf
大小:85KB
页数:1P
4.5
avestawelding公司的双相产品系列中又有了新品种,ldx2101-4d,这是一种专门用于焊接ldx2101。薄壁管道的涂药电焊条。ldx2101—4d电焊条具有卓越的电弧稳定,除渣,焊池控制和再起弧功能。
海洋工程用双相与超级双相不锈钢焊条的研制 海洋工程用双相与超级双相不锈钢焊条的研制
格式:pdf
大小:603KB
页数:4P
4.7
研制了双相和超级双相不锈钢焊条,通过准确的焊缝合金、焊芯成分及药皮组分的设计,研制出的焊条具有良好的焊接工艺性能,焊缝组织具有比例恰当的铁素体和奥氏体含量,两类焊条焊缝,尤其是超级双相不锈钢焊条焊缝,均具有极佳的耐点腐蚀性能、耐晶间腐蚀性能和良好的力学性能。
高温孕育剂W4双相不锈钢焊条热门文档
超级双相不锈钢焊条焊缝相比例的影响因素 超级双相不锈钢焊条焊缝相比例的影响因素
格式:pdf
大小:757KB
页数:4P
4.8
研究了25%cr型超级双相不锈钢焊条焊缝组织,分析了合金成分及焊接工艺对焊缝组织的影响,结果表明,焊缝需要较高的铬镍当量比值方可达到较理想的组织,手工电弧焊时,焊接热输入对焊缝组织的影响不显著,后续焊道的退火作用可提高先焊道中奥氏体相的含量。
超级双相不锈钢焊条CHS2553的研制 超级双相不锈钢焊条CHS2553的研制
格式:pdf
大小:319KB
页数:4P
4.5
讨论了在超级双相不锈钢焊条chs2553中,影响熔敷金属力学性能以及耐腐蚀性的主要因素。降低焊缝杂质含量,合理控制cr、ni、mo、cu、n等元素的含量可以得到较稳定合理的双相组织和优良的理化性能。讨论了影响焊条工艺性能的主要因素,适当的氟化物及稳弧剂的加入,对改善电弧稳定性及气孔敏感性十分有利。通过碳酸盐和硅铝酸盐含量的调整及适当加入云母等原材料,可显著提高药皮的抗发红开裂性。经检测,该焊条的各项指标均达到了国标要求,得到用户的认可。
THAF2209双相不锈钢焊条的研制 THAF2209双相不锈钢焊条的研制
格式:pdf
大小:150KB
页数:3P
4.5
通过配方研究,thaf2209双相不锈钢焊条采用cao-caf2-tio2-sio2渣系,提高熔渣碱度,有利于减少合金元素烧损,降低焊缝渗si倾向,提高抗气孔能力。控制碳当量及镍当量,使焊缝金属得到稳定的相比例。当铁素体含量控制在40%左右时,焊缝金属抗拉强度、冲击韧性及耐腐蚀性等性能良好。
钛酸型双相不锈钢焊条E2209-17的研制 钛酸型双相不锈钢焊条E2209-17的研制
格式:pdf
大小:471KB
页数:4P
4.7
采用钛酸型渣系,通过对化学成分、铁素体含量的控制及焊接工艺的优化,研制的双相不锈钢焊条具有优异的焊接工艺性能、较优良的力学性能及耐蚀性能。
奥氏体不锈钢焊条的应用
格式:pdf
大小:131KB
页数:3P
3
奥氏体不锈钢焊条的应用——介绍了钢材焊缱产生裂蚊的机理和鼻氏体不锈铜焊条在施工生产中的应用,分析了焊条的化学成份与母材化学成挣之间的关系及其施工操作中的要点。
高温孕育剂W4双相不锈钢焊条精华文档
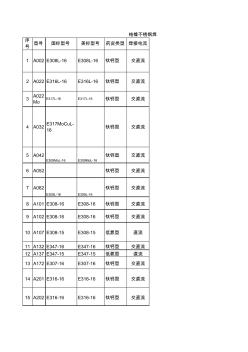
不锈钢焊条对照表
格式:pdf
大小:78KB
页数:6P
4.7
序 号 型号国标型号美标型号药皮类型焊接电流 1a002e308l-16e308l-16钛钙型交直流 2a022e316l-16e316l-16钛钙型交直流 3a022mo e317l-16e317l-16钛钙型交直流 4a032e317mocul-16钛钙型交直流 5a042 e309mol-16e309mol-16 钛钙型交直流 6a052钛钙型交直流 7a062 e309l-16e309l-16 钛钙型交直流 8a101e308-16e308-16钛钙型交直流 9a102e308-16e308-16钛钙型交直流 10a107e308-15e308-15低氢型直流 11a132e347-16e347-16钛钙型交直流 12a137e347-15e347-15低氢型直流 13

不锈钢焊条材质表
格式:pdf
大小:116KB
页数:5P
4.6
不锈钢焊条 牌号 型号 gb 熔敷金属化学成分(%)(≤) 熔敷金属力学性能 (≥) 特点与用途 cmnsispcrnimo其余 rm mpa a % thg202e410-160.121.00.900.0300.04011.0/13.50.70.75cu0.7545020 用于焊接ocr13及icr13不锈钢结构也可用 于耐蚀耐磨的表面的堆焊(熔敷及时热力学 性能试样在860℃x2h缓冷至600℃然后空 冷。 thg207de410-150.121.00.900.0300.03011.0/13.50.70.75cu0.7552035主要用于阀门密封件的堆焊。 tha002e308l-160.040.5/2.50.900.0300.04018.0/21.09.0/11.0

不锈钢焊条牌号
格式:pdf
大小:30KB
页数:3P
4.5
品牌联盛型号a002 类型 多款供 选 材质合金 药皮性 质 多种可 选 直径1.0--5.0mm 焊芯直 径 1.0-5.0 mm 焊接电 流 120a 长度 300--50 0mm 工作温 度 120℃ 电流幅 度 120a 适用范 围 各种机械设备维修焊接 g202焊条e410-16焊条e410-16钛钙型交直流焊接0cr13、1cr13和耐磨、耐蚀的表 面堆焊 g207焊条e410-15焊条低氢型直流焊接0cr13、1cr13和耐磨、耐蚀的表面堆焊 g217焊条e410-15焊条低氢型直流焊接0cr13、1cr13和耐磨、耐蚀的表面堆焊 g302焊条e430-16焊条钛钙型交直流焊接cr17不锈钢 g307焊条e430-15焊条低氢

不锈钢焊条详解
格式:pdf
大小:121KB
页数:19P
4.5
【产品简介】 说明:g207是低氢型药皮的不锈钢电焊条,采用直流反接,可全位置焊接。 用途:用于焊接0cr13及1cr13不锈钢结构件。也可用于耐蚀、耐磨的表面堆焊。 熔敷金属化学成分(%): cmnsicrnimocusp ≤0.12≤1.0≤0.9011.0-1 3.5 ≤0.7≤0.75≤0.75≤0.03 0 ≤0.04 0 熔敷金属力学性能:(试样在730-760℃保温1h,以不超过60℃/h的速度随炉冷至 315℃,然后空冷) 试验项目抗拉强度σb(mpa)伸长率δ5(%) 保证值≥450≥20 参考电流: 焊条直径 (mm)2.53.24.05.0 焊接电流(a)50~8080~120100~160150~200 注意: 1.注意防潮防摔; 2.焊前焊条需经250℃烘焙1小时; 3.焊前焊件必

不锈钢焊条
格式:pdf
大小:156KB
页数:4P
4.6
不锈钢焊条 牌号 型号 gb 熔敷金属化学成分(%)(≤) 熔敷金属力学性能 (≥) 特点与用途 cmnsispcrnimo其余 rm mpa a % thg202e410-160.121.00.90 0.03 0 0.040 11.0/13 .5 0.70.75cu0.7545020 用于焊接ocr13及icr13 不锈钢结构也可用于耐蚀 耐磨的表面的堆焊(熔敷 及时热力学性能试样在 860℃x2h缓冷至600℃然 后空冷。 thg207 d e410-150.121.00.90 0.03 0 0.030 11.0/13 .5 0.70.75cu0.7552035 主要用于阀门密封件的堆 焊。 tha002e308l-160.040.5/2.50.90 0.03 0 0.040 18.0/21 .0 9.0/1
高温孕育剂W4双相不锈钢焊条最新文档
不锈钢焊条用途 (2)
格式:pdf
大小:16KB
页数:12P
4.3
不锈钢焊条用途 d107edpmn2-1.5常温低硬度堆焊,如车轴等磨损面 d132edpcrmo-a2-03常温中硬度堆焊,适于矿山机械堆焊与修补 d167edpmn6-15常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊 d172edpcrmo-a3-03常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面 d212edpcrmo-a4-03常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面 d256ednn-a-16高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊 d276edcrnn-b-16耐气蚀高铬锰钢堆焊 d307edd-d-15高速钢刀具、刃口堆焊 d317edrcrmowv-a3-15冷冲模及切削刀具的堆焊 d322edrcrmowv-a1-03同d317 d337edrcrw-15热煅模堆焊 d397edrcrmnmo

不锈钢焊条产品型号
格式:pdf
大小:207KB
页数:9P
4.7
不锈钢焊条产品型号 不锈钢焊条产品型号 序 号 品名aws规格gb规格jis牌号线径(mm)摘要 1ts-307a5.4e307-16 t983 e307-16 a1722.6,3.2,4.0,5.0 ts-307其熔金为 18cr-8ni-4mn之全奥氏 体组织;因比308之锰量 多故其抗裂性很差,适用 于防弹钢板,覆面不锈钢, 高张力钢及焊接性较差之 硬化合金钢焊接。 2ts-307hm特殊产品规2.6,3.2,4.0,5.0,ts-307hm之焊道金属含 范 ssp-e307hm 6%mn,为完全非磁性奥氏 体组织,故用于军事方面 如扫雷艇、清除地雷器具、 防磁雷战车之制造别具效 果。焊接时不需预热也不 必后热处理,尤其焊于 18-8不锈钢、14%高锰钢、 武器钢、硬化性钢耐磨钢 及一般难以焊接之钢材具 特佳效果,而在14%高
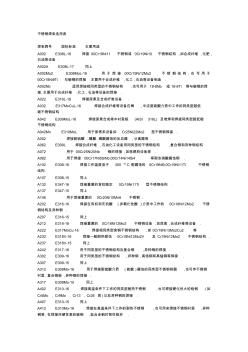
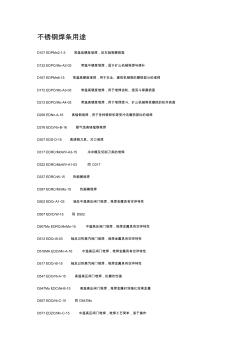
不锈钢焊条选用表
格式:pdf
大小:16KB
页数:5P
4.4
不锈钢焊条选用表 焊条牌号国际标准主要用途 a002e308l-16焊接00cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维,化肥, 石油等设备. a002ae308l-17同上 a002mo2e308mol-16用于焊接00cr19ni12mo2不锈钢结构,也可用于 00cr18ni9ti与碳钢的焊接,主要用于合成纤维,化工,石油等设备制造. a002nb适用焊接相同类型的不锈钢结构,也可用于18-8nb或18-8ti等与碳钢的焊 接,主要用于合成纤维,化工,石油等设备的焊接. a022e316l-16焊接尿素及合成纤维设备. a032e317mocul-16焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低 碳不锈钢结构. a042
铬镍不锈钢焊条
格式:pdf
大小:14KB
页数:7P
4.7
铬镍不锈钢焊条 a002不锈钢焊条符合gbe308l-16相当awse308l-16 说明:a002是钛钙型药皮的超低碳cr19ni10不锈钢焊条。其熔敷金属 含碳量≤0.04%,有很好的抗晶间腐蚀性能、良好的焊接工艺性能, 药皮耐红,强度好,抗气孔性好。可交直流两用。 用途:用于焊接超低碳cr19ni10不锈钢结构,也可用于0cr19ni11ti工 作温度低于300℃耐腐蚀的不锈钢结构,主要用于合成纤维、化肥、 石油等设备的制造。 a022不锈钢焊条符合gbe316l-16相当awse316l-16 说明:a022是钛钙型药皮的超低碳cr18ni12mo2不锈钢焊条,其熔敷 金属含碳量≤0.04%,具有良好的耐热、耐腐蚀及抗裂、抗气孔性 能,有良好的操作工艺性能,药皮耐红,强度好。可交直流两用。 用途:用于焊接尿素、合成纤
抗发红不锈钢焊条研制
格式:pdf
大小:187KB
页数:2P
3
抗发红不锈钢焊条研制——为解决不锈钢焊条的药皮发红开裂问题,研制的焊条采用了低碳钢芯,通过药皮过渡合金、药皮成分的优化设计,解决了出现焊缝气孔的问题,经过测试表明,该焊条过渡合金量达到设计要求,焊条熔敷金属具有优良的抗晶间腐蚀能力和综合力学...
碳钢不锈钢焊条的选择
格式:pdf
大小:533KB
页数:22P
4.3
当前我要用的材料是20#碳钢管,304不锈钢管,316不锈钢管。我想知道的是:他们自 身焊接和相互焊接分别用什么焊条和焊丝?具体如下: 20#碳钢管焊接,用什么焊条(手工电弧焊)和焊丝(氩弧焊)? 304不锈钢管焊接,用什么焊条(手工电弧焊)和焊丝(氩弧焊)? 316不锈钢管焊接,用什么焊条(手工电弧焊)和焊丝(氩弧焊)? 20#碳钢管和304不锈钢管焊接,用什么焊条(手工电弧焊)和焊丝(氩弧焊)? 20#碳钢管和316不锈钢管焊接,用什么焊条(手工电弧焊)和焊丝(氩弧焊)? 304不锈钢管和316不锈钢管焊接,用什么焊条(手工电弧焊)和焊丝(氩弧焊)? 答: 20#碳钢管焊接:308(a102)不锈钢焊条 304不锈钢管焊接:308(a102)不锈钢焊条 316不锈钢管焊接:316(a022)不锈钢焊条 20#碳钢管和304不锈钢管焊接:3
钛钙型渣系不锈钢焊条的改进研究
格式:pdf
大小:192KB
页数:3P
3
钛钙型渣系不锈钢焊条的改进研究——在试验研究的基础上,提出改进、提高国产不锈钢焊条性能的方向。认为通过调整焊条药皮配方,减小熔渣与金属的界面张力,细化熔滴,形成长直套筒,提高电弧电压,形成渣壁过渡形态等,可以有效的解决目前国产不锈钢焊条普遍存...
新型不锈钢焊条的研制
格式:pdf
大小:126KB
页数:2P
3
新型不锈钢焊条的研制——根据多股绞合钢丝绳生产原理和焊条涂敷原理研制出药皮涂层连续焊接不锈钢焊条。该焊条能够替代短焊条,实现焊条焊接的自动化、半自动化生产。试验证明,该焊条具有良好工艺性能,焊接质量可靠,是一种效率高、经济性好的新型焊接材料...
G202不锈钢焊条的研制
格式:pdf
大小:162KB
页数:3P
3
g202不锈钢焊条的研制——介绍了马氏体不锈钢焊条g202的研制过程,分析了药皮渣系、各合金元素的作用及控制,确定了合理的药皮配方。所研制的g202焊条具有优良的焊接工艺性能,熔敷金属力学性能达到国外同类产品水平。
高温孕育剂W4双相不锈钢焊条相关
文辑推荐
知识推荐
百科推荐


职位:房建一级建筑师
擅长专业:土建 安装 装饰 市政 园林


