

三工位汇流排(母线)加工机在电柜生产车间的应用
格式:pdf
大小:95KB
页数:1P
人气 :92
 4.4
4.4
为了更好的适应生产,提高产出效率,我们在电柜生产车间引入了三工位汇流排加工机,我们充分结合实际情况,经过多次开发及改造,最终达到了简化生产、节约成本的目的。



三工位母线加工机安全操作规程
三工位母线加工机及压花机安全操作规程 1、总则 为进一步规范安全操作规程的管理,减少由于工作疏忽造成的人身伤害,使 操作规程真正起到保护职工的作用,特制定本规程。 2、适用范围 本规程适用三工位母线加工机及母线压花机。 3、安全操作规程的相关要求 3.1剪切加工 3.1.1加工前给各运动部位涂润滑油,上下午各一次。 3.1.2利用上下刀片的观察孔,观察实际剪切位置。 3.1.3放置母线排在工作台面上,利用标尺滑块挡料,确定剪切尺寸,然后用压 料手轮将母线排压好,为防止材料翘起,损坏模具。 3.1.4母线排剪切端口质量不好时,请检查上下刀片的模具间隙(0.25~0.35mm 范围)及模具是否出现磨损。 3.1.5打开设备电源开关,踏一下脚踏开关该单元油泵启动。 3.1.6踩下脚踏开关,上剪刀将前进,在前进过程中松开脚踏开关,上剪刀停止 运行。再次踏下脚踏开关
母线加工机安全操作规程
母线加工机安全操作规程 ⅰ开机前 1.1首次开机前必须先给油箱注油,以免损坏油泵。 1.2必须认真阅读使用说明书,熟悉机器的结构、性能和操作方法。 1.3不要带围巾或大衣之类的衣服操作。 1.4用正确的方法进行工作,以便发生故障时尽快停车和摆脱危险。 1.5如果环境温度低于0℃时,工作前应先开机空转几分钟。 ⅱ操作中 2.1安装、调试(对模、调整刀片间隙)或拆卸模具,必须有熟悉机器的人员按照规 定的规程进行。 2.2当机器开动时,切勿把手或身体的一部分上下模(刀片)之间,以免发生事故。 2.3一切杂物及工具放在工作台上,以免轧入模具或刀口以免发生事故。 2.4有机器可多人操作,所以必须有专人指挥生产。 2.5一定要根据铜排或铝排的厚度选择好冲剪刀片和冲模的间隙及折弯圆角半径。 2.6在更换模具时一定要停机,以免发生危险。 2.7在操作时,拿着工件等待滑块下行时必须小心。 2.8应定期检查
编辑推荐下载
NCMX-303S多工位母线加工机安全操作规程
格式:pdf
大小:7KB
页数:2P
4.4
1 ncmx-303s多工位母线加工机安全操作规程 1、机器在准备工作前,首先要检查各操纵机构、限位开关、脚踏开 关、急停按钮等是否灵敏、可靠,以确保使用设备的安全性。根据 使用情况应不定时的给各液压推动的机械运动部分注油润滑。 2、多工位母线加工机的作业人员应确保充足睡眠,并在工作时要保 持精力集中,以免安全事故的发生。 3、折弯、压花、冲孔等模具安装时应使工件受力中心对准台面中心, 并检查上、下模尺寸是否配套。拆换模具应停机,严禁在机器未完 全停止状态下拆换模具。 4、多工位母线加工机在主开关合闸、触摸屏给电后,点击“开始工 作”对话框,在弹出下一个主页面后,选择所需功能点击进入该项 功能对话框。严禁点击“系统调试”选项。 5、在所选功能的对话框下点击“油泵启动”选项,此时油泵已启 动,然后根据需要选择“寸动”或“单次”选项(“寸动”指触摸屏 操作,“单次”指脚踏开关操作)
母线加工机的安全操作规程及注意事项
格式:pdf
大小:13KB
页数:2P
4.5
霸州市康仙庄邦捷电力器材厂http://www.***.*** 1 母线加工机的安全操作规程及注意事项 操作前 1、首次开机前必须先给油箱注油,以免损坏油泵。 2、必须认真阅读本使用说明书,熟悉机器的结构、性能和操作方法。 3、不要带围巾或穿大衣之类的衣服操作。 4、用正确的方法进行工作,以便在发生故障时尽快停车和摆脱危险。 5、如果环境温度低于0℃时,工作前应先开机空运转几分钟。 操作中 1、装、调试(对模、调整刀片间隙)或拆卸模具,必须由熟悉机器的人 员按照规定的规程进行。 2、机器在正常工作时,切勿把手或身体的一部分放在上下模(刀片)之 间,以免发生事故。 3、一切杂物及工具勿放在工作台上,以免轧入模具或刀口而造成事故。 4、由于本机器可多人操作,所以必须有专人负责指挥生产。 5、一定要根据铜排(或铝排)的厚度选择好剪切刀片和冲模的间隙及折 弯圆角半径。 6、在更
工位汇流排母线加工机在电柜生产车间的应用热门文档
汇流排加工工艺
格式:pdf
大小:48KB
页数:4P
4.6
镇江市船舶电器厂 船舶电器设备制造工艺文件 汇流排加工工艺 zd/gy/js05-2000 配电板的汇流排是指所有的构成一次电路(母线﹑主开关汇流排﹑馈电主汇 流排﹑馈电分汇流排﹑馈电支汇流排)的裸铜排。 大型配电板一次线路(汇流排)的结构排列比较复杂,每根汇流排的走向既 受到与其连接设备的限制,也受到相互的影响,在空间有纵横交错的可能。因此, 全面考虑每根汇流排的走向,合理选择各汇流排的弯制形式,不仅避免过多的交 错,减少一些不必要的弯折和扭曲,使一次线路中的汇流排的排列结构牢固整齐 美观,制作方便。而且还可以降低铜耗和成本。 汇流排应按一次线路(单线图)要求对各电气设备的接点,汇流排之间连接 除用平直的汇流排将两个或多个接点进行直线连接外,有些接点由于所处的位置 特殊,不能实现直线连接,必须把平直的汇流排经弯折或扭曲后,才能跨越空间 障碍实现连接。 1.汇流

母线加工工艺守则
格式:pdf
大小:89KB
页数:7P
4.5
母线加工工艺守则 1、本守则适用于低压成套电器设备中硬母线的加工,安装及验收。 2、设备工具 剪板机(或母线切断机)冲床、母线折弯机、冲孔模、钻模、手锯、橡皮锤、洋冲、2m 卷尺、1m钢尺、0.3m钢尺、直角尺、钢丝刷。 3、铜、铝母线材料应具有出厂试验合格证,否则应进行抗拉强度延伸率的试验,其标准如 下: 3.1抗拉极限强度 硬铜母线,厚度1.35-3.28毫米不小于27公斤/毫米 2 ,厚度3.53毫米以上者不小于26公 斤/毫米2。 3.2电阻率(20℃时) 铜母线e=0.0172欧姆.毫米2/米,铝母线e=0.0295欧姆.毫米2/米。 3.3延伸率 铜母线不小于6%,铝母线不小于4-8%。 3.4母线材料应平整洁净,不应有裂纹或裂口,折迭及夹杂物。 母线表面的划痕,气孔,坑凹,起皮等缺陷所引起的断面误差,对铜母线不应超过计算截面

母线加工工艺规范
格式:pdf
大小:1.1MB
页数:15P
4.7
word格式 专业资料整理 母线加工工艺规范 1、依据标准: 1.1《建筑工程施工质量验收统一标准》gb50300-2001 1.2《建筑电气工程施工质量验收规范》gb50303-2002 2、本工艺标准适用于10kv以下矩型母线安装。高低压成套电器设备中母线的加工,安装及验收。 2.1设备工器具包括固定工具和个人配置普通工具 固定工具:母线制作机、冲孔模、钻模、手锯、橡皮锤、样冲、直角尺、游标卡 尺、1m钢尺等。 个人配置普通工具:2m卷尺、0.3m钢尺、叉扳一套、棘轮扳手一套、内六角扳手一套、美工刀一把 等。 3、铜、铝母线材料应具有出厂试验合格证,否则应进行抗拉强度延伸率的试验,其标准如下: 3.1抗拉极限强度 毫米不小于27公斤/毫米2,厚度3.53毫米以上者不小于26公斤 /毫米2。 硬铜母线,厚度

母线加工工艺规程.
格式:pdf
大小:152KB
页数:19P
4.4
母线加工工艺规程/ 1、本守则适用于低压成套电器设备中硬母线的加工,安装及验收。 2、设备工具 剪板机(或母线切断机)冲床、母线折弯机、冲孔模、钻模、手锯、橡皮锤、洋冲、2m 卷尺、1m钢尺、0.3m钢尺、直角尺、钢丝刷。 3、铜、铝母线材料应具有出厂试验合格证,否则应进行抗拉强度延伸率的试验,其标准如 下: 3.1抗拉极限强度 硬铜母线,厚度1.35-3.28毫米不小于27公斤/毫米2,厚度3.53毫米以上者不小于26 公斤/毫米2。 3.1电阻率(20℃时) 铜母线e=0.0172欧姆.毫米2/米,铝母线e=0.0295欧姆.毫米2/米。 3.3延伸率 铜母线不小于6%,铝母线不小于4-8%。 3.4母线材料应平整洁净,不应有裂纹或裂口,折迭及夹杂物。 母线表面的划痕,气孔,坑凹,起皮等缺陷所引起的断面误差,对铜母线不应超过计

铜排母线制作 (2)
格式:pdf
大小:434KB
页数:16P
4.4
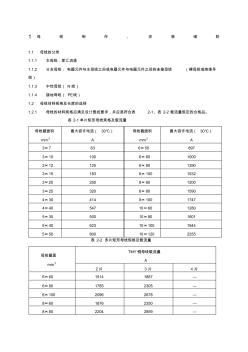
1/16 1母线制作、安装细则 1.1母线的分类 1.1.1主母线:即汇流排 1.1.2分支母线:电器元件与主母线之间或电器元件与电器元件之间的连接母线(裸母线或绝缘导 线) 1.1.3中性母线(n线) 1.1.4接地母线(pe线) 1.2母线材料规格及长度的选择 1.2.1母线的材料规格应满足设计图纸要求,并应是符合表2-1、表2-2载流量规定的合格品。 表2-1单片矩形母线规格及载流量 母线截面积 mm2 最大容许电流(30℃) a 母线截面积 mm2 最大容许电流(30℃) a 3×7636×50897 3×101006×601000 3×121256×801390 3×151836×1001532 3×202508×601200 3×253208×801590 4×304
工位汇流排母线加工机在电柜生产车间的应用精华文档
铜排母线制作
格式:pdf
大小:145KB
页数:14P
4.5
1母线制作、安装细则 1.1母线的分类 1.1.1主母线:即汇流排 1.1.2分支母线:电器元件与主母线之间或电器元件与电器元件之间的连接母线(裸母线或绝缘导 线) 1.1.3中性母线(n线) 1.1.4接地母线(pe线) 1.2母线材料规格及长度的选择 1.2.1母线的材料规格应满足设计图纸要求,并应是符合表2-1、表2-2载流量规定的合格品。 表2-1单片矩形母线规格及载流量 母线截面积 mm2 最大容许电流(30℃) a 母线截面积 mm2 最大容许电流(30℃) a 3×7636×50897 3×101006×601000 3×121256×801390 3×151836×1001532 3×202508×601200 3×253208×801590 4×3041

汇流排检验
格式:pdf
大小:23KB
页数:5P
4.4
q/zx 深圳市中兴通讯股份有限公司企业标准 (检验和试验方法技术标准) q q/zx12.203.12-2001 2001-06-18发布2001-07-01实施 深圳市中兴通讯股份有限公司发布 金属制品检验规范 —汇流排检验 i q/zx12.203.12–2001 目次 前言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ⅱ 1范围.....................................................................1 2引用标准.................................................................1 3汇流排加工及检验......

汇流排安装
格式:pdf
大小:41KB
页数:3P
4.4
技术交底记录编号dcs2-jcw-004 工程名 称 深圳地铁二号线工程接触网安装工程首期施工分部工程名称刚性接触网 施工单 位 中国中铁电气化局集团公司深圳地铁项目部分项工程名称汇流排布放 交底提 要 汇流排布放交底日期2009年12月28日 交底内容: 一、交底依据 1、深圳市地铁二号线工程接触网安装工程首期施工(合同编号:dt22—az005/2009)。 2、国家现行的有关规范、规程、技术标准,包括:《铁路电力牵引供电施工规范》tb10208-98、《铁 路电力牵引供电工程施工质量验收标准》tb10421-2003。 3、中铁电气化局集团公司颁布的施工工艺。 4、施工设计图纸:隧道内刚性悬挂接触网平面布置图、接触网惯性悬挂安装图、接触网设备安装图。 二、操作流程图 汇流排配置、安装 汇流排终端安装 分段绝缘器本体安装 汇流排对接安
铜排母线及电缆载流量表
格式:pdf
大小:131KB
页数:6P
4.4
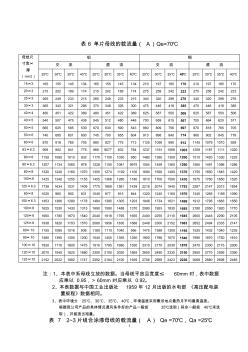
1 表6单片母线的载流量(a)qe=70℃ 注:1、本表中系母线立放的数据。当母线平放且宽度≤60mm时,表中数据 应乘以0.95,>60mm时应乘以0.92。 2、本表数据与中国工业出版社1959年12月出版的水电部《高压配电装 置规程》数据相同。 3、表中环境分25℃、30℃、35℃、40℃,环境温度采用敷设地点最热月平均最高温度。 根据我公司产品的具体情况通风条件好的产品一般按35℃选取(其余一般按40℃来选 取),并留适当裕量。 表72~3片组合涂漆母线的载流量(a)qe=70℃,qa=25℃ 母线尺 寸宽× 厚 (mm2) 铝铜 交流直流交流直流 25℃30℃35℃40℃25℃30℃35℃40℃25℃30℃35℃40℃25℃30℃35℃40℃ 15×316515514513
工位汇流排母线加工机在电柜生产车间的应用最新文档
生产车间制度
格式:pdf
大小:21KB
页数:3P
4.3
生产车间管理制度 第一章总则 第一条为确保生产秩序,保证各项生产正常运作,持续营造良好的工作环境,促进本 公司的发展,结合本公司的实际情况特制订本制度。 第二条本规定适用于本公司车间 第二章员工管理 第三条工作时间内所有员工倡导普通话,在工作及管理活动中严禁有地方观念或省籍 区分。 第四条全体员工须按要求佩戴厂牌(应正面向上佩戴于左胸前),穿厂服。不得穿拖 鞋进入车间。 第五条每天正常上班时间为8小时,晚上如加班依生产需要临时通知。若晚上需加班, 在下午16:30前填写加班人员申请表,报经理批准并送人事部门作考勤依据。 第六条按时上、下班(员工参加早会须提前5分钟到岗),不迟到,不早退,不旷工 (如遇赶货,上、下班时间按照车间安排执行),有事要请假,上、下班须排队依次打卡。 严禁代打卡及无上班、加班打卡。违者依《考勤管理制度》处理。 第七条工作时间内,车
生产车间奖罚细则
格式:pdf
大小:8KB
页数:4P
4.5
生产车间奖罚细则 一、处罚条例 1、上班时按要求穿戴好制服,佩戴上岗证,进入生产车间必须 立即还岗位工作服,进行洗手消毒,方可进入生产车间,违者罚款 200元。 2、不遵守公司规章制度,上班期间迟到早退者(迟到30分钟以 上者,未请示算旷工一次),一次罚款50元,迟到两次按旷工一次 处理。 3、未请假者(包括请假没写假条者)和请假未得到主管同意者, 擅自离开岗者按旷工处理,旷工一次扣两天工资,旷工二次者做开 除处理。 4,无故脱岗、串岗、离岗、生产现场内追赶打闹者(特别是班组 负责人无故脱岗,擅自脱离生产现场者,罚款50-100元,造成严重 后果的,加倍罚款并追究相关责任)罚款30-50元。对班组员工脱 离实践较长者,且造成严重后果的,罚款500-1000元,并作开除处 理。 5,生产中不得聊天说笑,看书看报,不准会客,打电话,吃零食, 睡觉,不得擅自离开生产岗位,

母线加工与安装工艺守则
格式:pdf
大小:296KB
页数:15P
4.8
母线加工与安装工艺守则 一、主题内容与适应范围 本守则适用于我厂产的所有低压开关设备及动力配电箱的母线加工和安装。除电气 间隙和爬电距离外,其他原则也可用高压柜。 二、母线的选用 母线应根据回路电流,按长期允许发执条件和动热稳定要求选用铝母线或铜母线及 铜芯塑料线,所选用母线必须符合标准gb5584-85《铝母线》和gb55852-85《铜母线》 的规定。选择时还应考虑竖放散热条件好,平放散热差对载量的影响,如用户另有要求, 则按用户要求,选取合适的母线。 1、常用母线规格及载流量见附表a1 2、铜芯塑料线见附表a2 三、材料、设备及工具 1、各种规格螺栓、螺母、垫圈、和铜、铝接头 2、弯排切割机、冲床、钻床及钻头、手动弯排机、台虎钳、套筒板手、带板手、 梅花板手、锉刀、划针、钢卷尺、角尺、钢皮尺、电工刀、螺丝刀、肃线钳、手电钻等。 四、加工过程及工艺要求 1、母线材料

母线加工与安装工艺规程
格式:pdf
大小:371KB
页数:25P
4.5
母线加工与安装工艺规程 母线加工与安装工艺规程 1范围 本标准对母线加工过程中材料的使用、加工、母线装配、母线的相序排列,检验等作了一 般性的规定。 本标准适用于我公司生产的12kv及以下的高、低压成套开关柜、动力配电箱及直流屏、 变频、调速柜的铜、铝、钢母线的制作和安装。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件其随后 所有的修订单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新 版本适用于本标准。 gb/t3390-1989手动套筒扳手套筒 gb/t4388-1995呆扳手、梅花扳手、两用扳手的型式 gb/t4440-1998活扳手 gb5585.1~3电工用铜、铝及铝合金母线 gb/t14

母线加工与安装工艺守则
格式:pdf
大小:290KB
页数:15P
4.8
母线加工与安装工艺守则 一、主题内容与适应范围 本守则适用于我厂产的所有低压开关设备及动力配电箱的母线加工和安装。除电气 间隙和爬电距离外,其他原则也可用高压柜。 二、母线的选用 母线应根据回路电流,按长期允许发执条件和动热稳定要求选用铝母线或铜母线及 铜芯塑料线,所选用母线必须符合标准gb5584-85《铝母线》和gb55852-85《铜母线》 的规定。选择时还应考虑竖放散热条件好,平放散热差对载量的影响,如用户另有要求, 则按用户要求,选取合适的母线。 1、常用母线规格及载流量见附表a1 2、铜芯塑料线见附表a2 三、材料、设备及工具 1、各种规格螺栓、螺母、垫圈、和铜、铝接头 2、弯排切割机、冲床、钻床及钻头、手动弯排机、台虎钳、套筒板手、带板手、 梅花板手、锉刀、划针、钢卷尺、角尺、钢皮尺、电工刀、螺丝刀、肃线钳、手电钻等。 四、加工过程及工艺要求 1、母线材料
5母线加工与装配工艺守则
格式:pdf
大小:251KB
页数:10P
4.5
盛隆电气有限公司 一次硬母线加工与装配工艺守则sl/qz/xm/7.5-02 高低压成套开关设备 版本/修改次b/0 共11页第1页 本守则参照国家标准gbj149-1990《电气装置安装工程母线装置施工及验收规范》等制定。 1、适应范围: 适应于本公司各种成套开关设备中的硬母线加工和装配。 2、定义: 母线:一种可与几条电路分别连接的低阻抗导体。本守则特指各种矩形标称截面的硬铜铝 母线,硬铜母线代号为tmy,硬铝母线代号为lmy。 3、设备及工具: 压花模、剪切机、平弯机、侧弯机、冲孔机(器)、冲孔模具、电钻(钻头、丝攻)锉刀、 铅笔、木(或塑料)锤、木(或塑料)平台、钢卷尺、角尺、直尺、塞尺、线锤、样冲、扳 手(包括扭矩扳手)、起子。 4、材料: 各种标称截面的铜排、铝排及其配套使用的各种规格的母线伸缩节,紧固件和电力复合脂。 5、母线截面及形状的
母线加工和安装工艺指导书
格式:pdf
大小:209KB
页数:9P
4.7
母线加工和安装工艺指导书 文件编号:wi/0214 编制: 审核: 标准: 会签: 批准: 年月 深圳市东电电气有限公司文件编号:wi/0214 标题母线加工和安装工艺指导书 版本∕状态:a∕o 页码:1/8 本指导书适用于本厂各种成套电气开关设备中母线制作及装配。 母线是指本厂常用的各种矩形截面的紫铜、铜母线。 1.主要设备及工具:剪切、平弯、冲孔、侧弯、钻床设备。 2.工艺准备 2.1根据产品图纸及工程要求选定母线材料、截面、螺钉及螺栓。母线用螺栓连接要求见表1。 2.2核查器件实际安装位置是否符合图纸尺寸。根据母线图纸在平台上画出大样,使用一型式 产品的母线形状一致。 2.3母线的安装排列、颜色应符合表2的规定,母线的总体布置排列,要求层次分明、整齐美 观,不交叉,方便检修,符合产品图纸的要求。母线之间的

母线加工和安装工艺守则
格式:pdf
大小:186KB
页数:11P
4.4
母线加工和安装工艺守则 配电屏 母线加工和安装工艺守则 ztc.917.011 电气成套有限公司 2007月01日 1、适用范围 本守则适用于高低配电柜的一次铜、铝母线的加工及安装要 求。 2.设备和工具 2.1母线弯排机、冲床、钻床、酸洗池、搪锡炉、电炉。 2.2母线冲剪设备、钻孔模、整平模、铜接头、压接钳、木批、电工 刀、划针、角尺、样冲、钢皮尺、钢卷尺、铁锤。 3、使用材料 3.1tym型母排线、lmy型铝母线、bv、bvr型铜芯塑料线、 ot型固接端头、塑料标记套、 3.2各种规格螺栓、垫圈、螺母、弹簧垫圈、 3.3纯碱、汽油、硝酸、烧碱、清水、水玻璃盐酸、td1、td2导电 膏。 4、铜铝母线的工艺过程 4.1根据回路温升、动热稳定要求及设备条件选择母线规格。 4.2卷筒母线先把母线整平,以达到平直的目的。 4.3按图或样线进行落料,然后用木锤整平。 4
推荐三工位液压母线加工机项目可行性研究报告(技术工艺+设备选型+财务概算+厂区规划)标准方案设计
格式:pdf
大小:704KB
页数:10P
4.6
360市场研究网http://www.***.*** 推荐三工位液压母线加工机项目可行性研究报告(技术工艺+设备选 型+财务概算+厂区规划)标准方案设计 【编制机构】:博思远略咨询公司(360投资情报研究中心) 【研究思路】: 360市场研究网http://www.***.*** 【关键词识别】:1、三工位液压母线加工机项目可研2、三工位液压母线加工机 市场前景分析预测3、三工位液压母线加工机项目技术方案设计4、三工位液压 母线加工机项目设备方案配置5、三工位液压母线加工机项目财务方案分析6、 三工位液压母线加工机项目环保节能方案设计7、三工位液压母线加工机项目厂 区平面图设计8、三工位液压母线加工机项目融资方案设计9、三工位液压母线 加工机项目盈利能力测算10、项目立项可行性研究报告11、银行贷款用可研报 告12、甲级
工位汇流排母线加工机在电柜生产车间的应用相关
文辑推荐
知识推荐
百科推荐


职位:项目经理一级建造师总工
擅长专业:土建 安装 装饰 市政 园林


