

给水系统内衬塑热镀锌焊接钢管施工工艺 (2)
格式:pdf
大小:36KB
页数:5P
人气 :68
 4.6
4.6
给水工程 本工程生活给水管干管采用内衬塑热镀锌焊接钢管,管径小于等于 DN80时 采用丝扣连接;管径大于等于 DN100采用沟槽式卡箍连接。 水泵连接处采用法兰 连接。支管采用 PP-R管,热熔连接。管径小于等于 DN50采用铜截止阀;管径大 于 DN50采用蝶阀;水泵出水管上采用防水锤消声止回阀。试验压力为 0.9MPa。 1、操作工艺 1.1 工艺流程 1.2 安装准备 认真熟悉图纸,根据施工方案的施工方法和技术交底的具体措施做好准备 工作,参看有关专业设备图和装修建筑图, 核对各件管道和坐标、 标高是否有 交叉,管道排列所有空间是否合理,如有问题及时有关人员研究解决。 1.3 管道安装 1.3.1 按设计图纸画出管道分路、管径、变径、预留管口、阀门位置的施工 草图,在实际安装的结构位置做上标记, 按标记分段量出实际安装的准确尺 寸,记录在施工草图上,然后按草图测得的尺寸预制加工、断管



给水系统内衬塑热镀锌焊接钢管施工工艺
inordertoensurenormalteachingorder,protectingstudents'healthygrowth,ensuringthatnational(property)isnotlost,topreventorminimizetheoccurrenceofsafetyaccidents,followthe"prevent,rescueeachother,ensuresafetyandreducelosses"principle,accordingtothelocalconditions,makethemanagementsystem.1,theprincipalistheresponsibilityof
【精选】给水系统内衬塑热镀锌焊接钢管施工工艺
给水工程 本工程生活给水管干管采用内衬塑热镀锌焊接钢管,管径小于等于dn80时 采用丝扣连接;管径大于等于dn100采用沟槽式卡箍连接。水泵连接处采用法兰 连接。支管采用pp-r管,热熔连接。管径小于等于dn50采用铜截止阀;管径大 于dn50采用蝶阀;水泵出水管上采用防水锤消声止回阀。试验压力为0.9mpa。 1、操作工艺 1.1工艺流程 1.2安装准备 认真熟悉图纸,根据施工方案的施工方法和技术交底的具体措施做好准备 工作,参看有关专业设备图和装修建筑图,核对各件管道和坐标、标高是否有 交叉,管道排列所有空间是否合理,如有问题及时有关人员研究解决。 1.3管道安装 1.3.1按设计图纸画出管道分路、管径、变径、预留管口、阀门位置的施工 草图,在实际安装的结构位置做上标记,按标记分段量出实际安装的准确尺 寸,记录在施工草图上,然后按草图测得的尺寸预制加工、断管
编辑推荐下载

给水系统内衬塑热镀锌焊接钢管施工工艺热门文档

镀锌焊接钢管施工方案 (3)
格式:pdf
大小:9KB
页数:5P
4.3
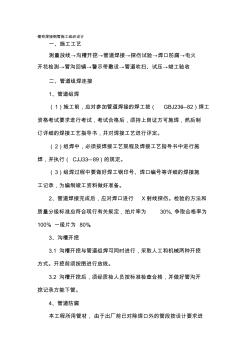
镀锌焊接钢管施工组织设计 一、施工工艺 测量放线→沟槽开挖→管道焊接→探伤试验→焊口防腐→电火开花检测→管沟回镇→ 警示带敷设→管道吹扫、试压→竣工验收 二、管道组焊连接 1、管道组焊 (1)施工前,应对参加管道焊接的焊工按(gbj236—82)焊工资格考试要求进行考试, 考试合格后,须持上岗证方可施焊,然后制订详细的焊接工艺指导书,并对焊接工艺进行 评定。 (2)组焊中,必须按焊接工艺规程及焊接工艺指导书中进行施焊,并执行(cjj33— 89)的规定。 (3)组焊过程中要做好焊工钢印号、焊口编号等详细的焊接施工记录,为编制竣工资 料做好准备。 2、管道焊接完成后,应对焊口进行x射线探伤。检验的方法和质量分级标准应符合现 行有关规定,拍片率为30%,争取合格率为100%。一级片为80%。 3、沟槽开挖 3.1沟槽开挖与管道组焊可同时进行,采取人工和机械两种开挖方式。开挖前须按
镀锌焊接钢管施工方案 (2)
格式:pdf
大小:9KB
页数:5P
4.6
镀锌焊接钢管施工组织设计 一、施工工艺 测量放线→沟槽开挖→管道焊接→探伤试验→焊口防腐→电火 开花检测→管沟回镇→警示带敷设→管道吹扫、试压→竣工验收 二、管道组焊连接 1、管道组焊 (1)施工前,应对参加管道焊接的焊工按(gbj236—82)焊工 资格考试要求进行考试,考试合格后,须持上岗证方可施焊,然后制 订详细的焊接工艺指导书,并对焊接工艺进行评定。 (2)组焊中,必须按焊接工艺规程及焊接工艺指导书中进行施 焊,并执行(cjj33—89)的规定。 (3)组焊过程中要做好焊工钢印号、焊口编号等详细的焊接施 工记录,为编制竣工资料做好准备。 2、管道焊接完成后,应对焊口进行x射线探伤。检验的方法和 质量分级标准应符合现行有关规定,拍片率为30%,争取合格率为 100%。一级片为80%。 3、沟槽开挖 3.1沟槽开挖与管道组焊可同时进行,采取人工和机械两种开挖 方式。开挖前须
镀锌焊接钢管施工方案 (2)
格式:pdf
大小:29KB
页数:5P
4.4
镀锌焊接钢管施工组织设计 一、施工工艺 测量放线→沟槽开挖→管道焊接→探伤试验→焊口防腐→电火 开花检测→管沟回镇→警示带敷设→管道吹扫、试压→竣工验收 二、管道组焊连接 1、管道组焊 (1)施工前,应对参加管道焊接的焊工按(gbj236—82)焊工 资格考试要求进行考试,考试合格后,须持上岗证方可施焊,然后制 订详细的焊接工艺指导书,并对焊接工艺进行评定。 (2)组焊中,必须按焊接工艺规程及焊接工艺指导书中进行施 焊,并执行(cjj33—89)的规定。 (3)组焊过程中要做好焊工钢印号、焊口编号等详细的焊接施 工记录,为编制竣工资料做好准备。 2、管道焊接完成后,应对焊口进行x射线探伤。检验的方法和 质量分级标准应符合现行有关规定,拍片率为30%,争取合格率为 100%。一级片为80%。 3、沟槽开挖 3.1沟槽开挖与管道组焊可同时进行,采取人工和机械两种开挖 方式。开挖前须
给水系统内衬塑热镀锌焊接钢管施工工艺精华文档
镀锌焊接钢管施工方案 (4)
格式:pdf
大小:29KB
页数:5P
4.4
镀锌焊接钢管施工组织设计 一、施工工艺 测量放线→沟槽开挖→管道焊接→探伤试验→焊口防腐→电火 开花检测→管沟回镇→警示带敷设→管道吹扫、试压→竣工验收 二、管道组焊连接 1、管道组焊 (1)施工前,应对参加管道焊接的焊工按(gbj236—82)焊工 资格考试要求进行考试,考试合格后,须持上岗证方可施焊,然后制 订详细的焊接工艺指导书,并对焊接工艺进行评定。 (2)组焊中,必须按焊接工艺规程及焊接工艺指导书中进行施 焊,并执行(cjj33—89)的规定。 (3)组焊过程中要做好焊工钢印号、焊口编号等详细的焊接施 工记录,为编制竣工资料做好准备。 2、管道焊接完成后,应对焊口进行x射线探伤。检验的方法和 质量分级标准应符合现行有关规定,拍片率为30%,争取合格率为 100%。一级片为80%。 3、沟槽开挖 3.1沟槽开挖与管道组焊可同时进行,采取人工和机械两种开挖 方式。开挖前须
镀锌焊接钢管施工方案
格式:pdf
大小:9KB
页数:5P
4.4
镀锌焊接钢管施工组织设计 一、施工工艺 测量放线→沟槽开挖→管道焊接→探伤试验→焊口防腐→电火 开花检测→管沟回镇→警示带敷设→管道吹扫、试压→竣工验收 二、管道组焊连接 1、管道组焊 (1)施工前,应对参加管道焊接的焊工按(gbj236—82)焊工 资格考试要求进行考试,考试合格后,须持上岗证方可施焊,然后制 订详细的焊接工艺指导书,并对焊接工艺进行评定。 (2)组焊中,必须按焊接工艺规程及焊接工艺指导书中进行施 焊,并执行(cjj33—89)的规定。 (3)组焊过程中要做好焊工钢印号、焊口编号等详细的焊接施 工记录,为编制竣工资料做好准备。 2、管道焊接完成后,应对焊口进行x射线探伤。检验的方法和 质量分级标准应符合现行有关规定,拍片率为30%,争取合格率为 100%。一级片为80%。 3、沟槽开挖 3.1沟槽开挖与管道组焊可同时进行,采取人工和机械两种开挖 方式。开挖前须
镀锌焊接钢管施工方案 (3)
格式:pdf
大小:6KB
页数:2P
4.3
镀锌焊接钢管施工组织设计 一、施工工艺 测量放线→沟槽开挖→管道焊接→探伤试验→焊口防腐→电火 开花检测→管沟回镇→警示带敷设→管道吹扫、试压→竣工验收 二、管道组焊连接 1、管道组焊 (1)施工前,应对参加管道焊接的焊工按(gbj236—82)焊工 资格考试要求进行考试,考试合格后,须持上岗证方可施焊,然后制 订详细的焊接工艺指导书,并对焊接工艺进行评定。 (2)组焊中,必须按焊接工艺规程及焊接工艺指导书中进行施 焊,并执行(cjj33—89)的规定。 (3)组焊过程中要做好焊工钢印号、焊口编号等详细的焊接施 工记录,为编制竣工资料做好准备。 2、管道焊接完成后,应对焊口进行x射线探伤。检验的方法和 质量分级标准应符合现行有关规定,拍片率为30%,争取合格率为 100%。一级片为80%。 3、沟槽开挖 3.1沟槽开挖与管道组焊可同时进行,采取人工和机械两种开挖 方式。开挖前须

镀锌焊接钢管及焊接钢管重量表
格式:pdf
大小:36KB
页数:2P
4.3
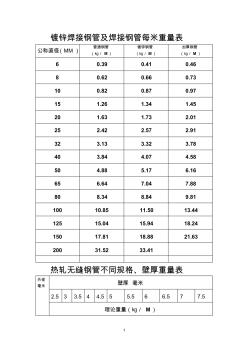
1 镀锌焊接钢管及焊接钢管每米重量表 公称直径(mm) 普通钢管 (㎏/m) 镀锌钢管 (㎏/m) 加厚钢管 (㎏/m) 60.390.410.46 80.620.660.73 100.820.870.97 151.261.341.45 201.631.732.01 252.422.572.91 323.133.323.78 403.844.074.58 504.885.176.16 656.647.047.88 808.348.849.81 10010.8511.5013.44 12515.0415.9418.24 15017.8118.8821.63 20031.5233.41 热轧无缝钢管不同规格、壁厚重量表 外径 毫米 壁厚毫米 2.533.544
给水系统内衬塑热镀锌焊接钢管施工工艺最新文档
镀锌焊接钢管规范标准 (2)
格式:pdf
大小:83KB
页数:7P
4.7
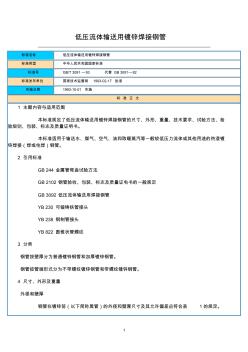
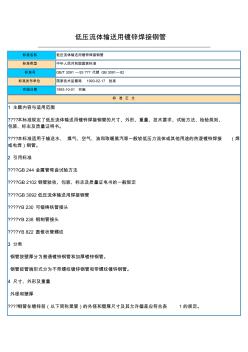
.. ’. 低压流体输送用镀锌焊接钢管 标准名称低压流体输送用镀锌焊接钢管 标准类型中华人民共和国国家标准 标准号gb/t3091—93代替gb3091—82 标准发布单位国家技术监督局1993-02-17批准 实施日期1993-10-01实施 标准正文 1主题内容与适用范围 本标准规定了低压流体输送用镀锌焊接钢管的尺寸、外形、重量、技术要求、试验方法、检验规 则、包装、标志及质量证明书。 本标准适用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体或其他用途的热浸镀锌焊 接(焊或电焊)钢管。 2引用标准 gb244金属管弯曲试验方法 gb2102钢管验收、包装、标志及质量证电书的一般规定 gb3092低压流体输送用焊接钢管 yb230可锻铸铁管接头 yb238钢制管接头 yb822圆锥状管螺纹 3分类 3.1钢管按
镀锌焊接钢管规范标准
格式:pdf
大小:89KB
页数:7P
4.7
1 低压流体输送用镀锌焊接钢管 标准名称低压流体输送用镀锌焊接钢管 标准类型中华人民共和国国家标准 标准号gb/t3091—93代替gb3091—82 标准发布单位国家技术监督局1993-02-17批准 实施日期1993-10-01实施 标准正文 1主题内容与适用范围 本标准规定了低压流体输送用镀锌焊接钢管的尺寸、外形、重量、技术要求、试验方法、检 验规则、包装、标志及质量证明书。 本标准适用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体或其他用途的热浸镀 锌焊接(焊或电焊)钢管。 2引用标准 gb244金属管弯曲试验方法 gb2102钢管验收、包装、标志及质量证电书的一般规定 gb3092低压流体输送用焊接钢管 yb230可锻铸铁管接头 yb238钢制管接头 yb822圆锥状管螺纹 3分类 钢管按壁厚分为普通镀锌钢管
镀锌焊接钢管规范标准
格式:pdf
大小:86KB
页数:7P
4.4
低压流体输送用镀锌焊接钢管 标准名称低压流体输送用镀锌焊接钢管 标准类型中华人民共和国国家标准 标准号gb/t3091—93???代替gb3091—82 标准发布单位国家技术监督局1993-02-17批准 实施日期1993-10-01实施 标准正文 1主题内容与适用范围 ????本标准规定了低压流体输送用镀锌焊接钢管的尺寸、外形、重量、技术要求、试验方法、检验规则、 包装、标志及质量证明书。 ????本标准适用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体或其他用途的热浸镀锌焊接(焊 或电焊)钢管。 2引用标准 ????gb244金属管弯曲试验方法 ????gb2102钢管验收、包装、标志及质量证电书的一般规定 ????gb3092低压流体输送用焊接钢管 ????yb230可锻铸铁管接头 ????yb238钢制管接头 ?

热镀锌焊接法兰
格式:pdf
大小:9KB
页数:1P
4.3
热镀锌焊接法兰 往往,热镀锌焊接法兰的锌层的呢,形成锌层的质量是什么样的呢? 这样的热镀锌焊接法兰锌层的形成过程之中,一般的热镀锌焊接法兰的热镀锌的时候, 热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸 镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:使其进 行加工出来的时候,那么利用加工出来的时候,那么利用合理性的焊接法兰进行酸洗,因为 酸洗是非常重要的,当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。 这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,这样的所谓进行加工形成所谓符 合保证了,这样的焊接法兰的锌层都是符合价格的,这样的焊接法兰的锌层的是最佳的形成 了。 锌层的厚度至关重要,正常的热镀锌焊接法兰的质量必须要符合,熔融金属与铁基体反 应而产生合金层,从而使基体和镀层二
国标焊接钢管及镀锌焊接钢管和排水塑料管壁厚
格式:pdf
大小:34KB
页数:2P
4.6
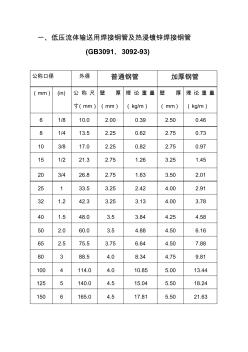
一、低压流体输送用焊接钢管及热浸镀锌焊接钢管 (gb3091、3092-93) 公称口径外径普通钢管加厚钢管 (mm)(in)公称尺 寸(mm) 壁厚 (mm) 理论重量 (kg/m) 壁厚 (mm) 理论重量 (kg/m) 61/810.02.000.392.500.46 81/413.52.250.622.750.73 103/817.02.250.822.750.97 151/221.32.751.263.251.45 203/426.82.751.633.502.01 25133.53.252.424.002.91 321.242.33.253.134.003.78 401.548.03.53.844.254.58 502.060.0
 热镀锌对焊接钢管的质量要求
热镀锌对焊接钢管的质量要求 热镀锌对焊接钢管的质量要求
格式:pdf
大小:526KB
页数:未知
4.4
1.概述随着现代工业的发展,镀锌钢管的应用更为广泛。据目前国际市场上的统计资料,3/8~4时的焊接钢管中,有50%是经过热镀锌的。因此,国外一些大型钢铁厂,凡是生产焊接钢管的,都有镀锌设备配套。例如,近年美国钢铁公司所属洛雷恩工厂,每年生产规格为φ21~88mm的焊接钢管181000t,
镀锌焊接钢管施工方案【精品施工资料】
格式:pdf
大小:29KB
页数:5P
4.5
镀锌焊接钢管施工组织设计 一、施工工艺 测量放线→沟槽开挖→管道焊接→探伤试验→焊口防腐→电火 开花检测→管沟回镇→警示带敷设→管道吹扫、试压→竣工验收 二、管道组焊连接 1、管道组焊 (1)施工前,应对参加管道焊接的焊工按(gbj236—82)焊工 资格考试要求进行考试,考试合格后,须持上岗证方可施焊,然后制 订详细的焊接工艺指导书,并对焊接工艺进行评定。 (2)组焊中,必须按焊接工艺规程及焊接工艺指导书中进行施 焊,并执行(cjj33—89)的规定。 (3)组焊过程中要做好焊工钢印号、焊口编号等详细的焊接施 工记录,为编制竣工资料做好准备。 2、管道焊接完成后,应对焊口进行x射线探伤。检验的方法和 质量分级标准应符合现行有关规定,拍片率为30%,争取合格率为 100%。一级片为80%。 3、沟槽开挖 3.1沟槽开挖与管道组焊可同时进行,采取人工和机械两种开挖 方式。开挖前须
镀锌焊接钢管施工方案(20200929095048)
格式:pdf
大小:29KB
页数:5P
4.6
镀锌焊接钢管施工组织设计 一、施工工艺 测量放线→沟槽开挖→管道焊接→探伤试验→焊口防腐→电火 开花检测→管沟回镇→警示带敷设→管道吹扫、试压→竣工验收 二、管道组焊连接 1、管道组焊 (1)施工前,应对参加管道焊接的焊工按(gbj236—82)焊工 资格考试要求进行考试,考试合格后,须持上岗证方可施焊,然后制 订详细的焊接工艺指导书,并对焊接工艺进行评定。 (2)组焊中,必须按焊接工艺规程及焊接工艺指导书中进行施 焊,并执行(cjj33—89)的规定。 (3)组焊过程中要做好焊工钢印号、焊口编号等详细的焊接施 工记录,为编制竣工资料做好准备。 2、管道焊接完成后,应对焊口进行x射线探伤。检验的方法和 质量分级标准应符合现行有关规定,拍片率为30%,争取合格率为 100%。一级片为80%。 3、沟槽开挖 3.1沟槽开挖与管道组焊可同时进行,采取人工和机械两种开挖 方式。开挖前须
建筑电气热镀锌钢管施工工艺 (4)
格式:pdf
大小:83KB
页数:12P
4.6
建筑电气热镀锌钢管施工工艺 钢管敷设 1范围 本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶内和护墙板内钢 管敷设工程。 2施工淮备 2.1材料要求: 2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺 和凹扁现象。除镀锌管外其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可 不刷防腐漆,但应除锈)镀锌管或刷过防腐漆的钢管外表层完整,无剥落现象, 应具有产品材质单和合格证。 2.1.2管箍使用通丝管箍。丝和清晰不乱扣,镀锌层完整无剥落,无劈裂, 两端光滑无毛刺,并有产品合格证。 2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证。 2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证。 2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应不小于1.2mm,镀 锌层无剥落,无变形开焊,敲落孔完整无缺,面板安装孔与地线焊
建筑电气热镀锌钢管施工工艺
格式:pdf
大小:19KB
页数:9P
4.6
建筑电气热镀锌钢管施工工艺 钢管敷设 1范围 本工艺标准适用于照明与动力配线的钢管明、暗敷设及吊顶内和护墙板内钢 管敷设工程。 2施工淮备 2.1材料要求: 2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺 和凹扁现象。除镀锌管外其它管材需预先除锈刷防腐漆(埋入现浇混凝土时,可 不刷防腐漆,但应除锈)镀锌管或刷过防腐漆的钢管外表层完整,无剥落现象, 应具有产品材质单和合格证。 2.1.2管箍使用通丝管箍。丝和清晰不乱扣,镀锌层完整无剥落,无劈裂, 两端光滑无毛刺,并有产品合格证。 2.1.3锁紧螺母(根母)外形完好无损,丝扣清晰,并有产品合格证。 2.1.4护口有用于薄、厚管之区别,护口要完整无损,并有产品合格证。 2.1.5铁制灯头盒、开关盒、接线盒等,金属板厚度应不小于1.2mm,镀 锌层无剥落,无变形开焊,敲落孔完整无缺,面板安装孔与地线焊
给水系统内衬塑热镀锌焊接钢管施工工艺相关
文辑推荐
知识推荐
百科推荐


职位:测量员,测量工程师
擅长专业:土建 安装 装饰 市政 园林


