

干砂消失模铸造工艺过程及铸件质量控制
格式:pdf
大小:510KB
页数:5P
人气 :55
 4.7
4.7
总结了干砂消失模铸造技术的研制经验 ,探讨了主要工艺因素对消失模铸造工艺过程的影响 ,介绍了典型铸件的干砂消失模铸造工艺和技术经济效果



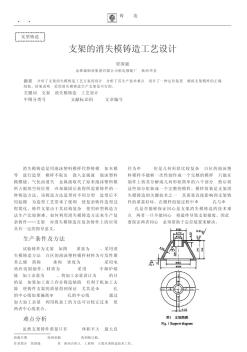
阳极钢爪消失模铸造工艺
阳极钢爪消失模铸造工艺 一、零件分析 电解铝用阳极钢爪也叫电解爪,有平行三爪,四爪,立体四爪,六爪, 八爪,双阳极钢爪等型号,霍林郭勒现场阳极钢爪为四爪。阳极钢爪是点解 铝工业的重要导电部件,与铝导杆,阳极碳块一同组成阳极导杆组,作为电 解池的阳极,电解铝。 二、浇铸工艺分析 结合砂箱尺寸于阳极钢爪的零件尺寸,选取一箱两件的浇铸方案,霍林 郭勒地区铸造厂有采用底浇工艺的,即阳极钢爪的四个爪子向上,各个爪子 上安放冒口,用于补缩。结合生产,此类浇铸方案的优点在于补缩效果明显, 钢爪不易出现缩孔,缩松等铸造缺陷,但是,此类浇铸方法缺点明显,1、 埋箱耗时费力,把钢爪埋好后需要刮掉爪子底部的涂料并涂刷热胶,然后安 放冒口,如若冒口安放位置偏离极易造成四爪变形,不在同一直线上,造成 废品;2、后期处理较为复杂,要割掉各个冒口后上铣床,费时费力;3、最 为重要的是此种浇铸方案出品率低,造成
编辑推荐下载
大型复杂箱体件的消失模铸造工艺
格式:pdf
大小:77KB
页数:4P
4.6
478 第十二届全国铸造年会暨2011中国铸造活动周论文集 大型复杂箱体件的消失模铸造工艺 张俊祥,范随长,郭亚辉,袁书仓,程俊伟,陈莉,郑予溶,桑培 (中国一拖集团有限公司工艺材料研究所,河南洛阳471004) 摘要:选择合适的工艺参数,把消失模铸造工艺应用到大型复杂箱体件齿轮箱的生产上,简化了操作, 节省了大量树脂砂,提高了铸件质量和精度。 关键词:消失模铸造;灰铸铁;大型复杂箱体件 消失模铸造工艺从其自身的工艺特点来看,较适宜的材质为灰铸铁。而最适合的铸件种类为结构 复杂(尤其是具有复杂内腔)、模样不易分型、造型困难、需要使用大量砂芯的铸件[1]。这类铸件能充分 体现消失模铸造工艺的优越性和经济效益。正因为如此,各种箱(壳)体类灰铁铸件在消失模铸造工艺 中得到了广泛应用。我公司采用消失模铸造工艺成功生产了齿轮箱体铸件。 1产品简介
三通管的消失模铸造工艺及生产线设计.介绍
格式:pdf
大小:2.9MB
页数:26P
4.8
第一章消失模铸造技术的现状 消失模铸造技术是用泡沫塑料(eps、stmma等)制成与铸件结构、尺寸 完全一样的模样,经处理后埋入砂箱内紧实,并浇入金属液使模样受热气化分解 而被金属液取代的一次性成型铸造新工艺。本章简要的综述了消失模铸造技术的 现状,包括了消失模铸造发展概述、工艺流程及特点、工艺的优缺点和消失模铸 造技术的适用性和经济性等,目的在于对消失模铸造技术有个较全面而又系统的 了解,以便为消失模铸造设计提供便捷。 1.1消失模铸造发展概述 消失模铸造完美的将“磁型铸造”和“v法铸造”的优势集于一体,1956年 美国人h.f.shoyer开始了将聚苯乙烯泡沫塑料用于铸造的实验,并获得成果,人 们对此便产生了极大的研究兴趣。1958年h.f.shoyer把自己的这项专利对外公布 并称之为“无型腔铸造”。金属雕像和艺术品铸件的制造最先都是应用这个工艺, 多
干砂消失模铸造工艺过程及铸件质量控制热门文档
空调压缩机机座的消失模铸造工艺
格式:pdf
大小:419KB
页数:2P
4.4
针对消失模铸造空调压缩机机座时通常出现的粘砂、冷隔、晶粒网纹、成品率低等问题,采用一种新型、醇基、高强度、高透气性涂料以及优化的工艺系统设计,探索出一套适合于空调压缩机机座的消失模铸造工艺,可成功地用于空调压缩机机座的批量生产。
 球墨铸铁固定座的消失模铸造工艺
球墨铸铁固定座的消失模铸造工艺 球墨铸铁固定座的消失模铸造工艺
格式:pdf
大小:33KB
页数:2P
4.5
总结了消失模铸造球墨铸铁固定座铸件的研制经验,提出了消失模铸造球墨铸铁qt500-8铸件控制的造型工艺、铸造工艺、化学成分和熔炼工艺等主要工艺参数。经金相组织和力学性能检验,达到用户质量要求。
灰铸铁柴油机气缸盖消失模铸造工艺 灰铸铁柴油机气缸盖消失模铸造工艺
格式:pdf
大小:848KB
页数:8P
4.5
运用cad/cam一体化复合建模与数控编程技术,研究并开发了直列四缸、二气门下置凸轮、无铜套喷油器、铸铁材质的柴油机气缸盖消失模铸造工艺。通过优化设计产品结构、铸造环节流程工艺和采用性能更佳的铸铁材料,每台缸盖重量与同类产品普通砂型铸件相比减轻了6.0kg。
灰铸铁和铝合金消失模铸造工艺的差异性 灰铸铁和铝合金消失模铸造工艺的差异性
格式:pdf
大小:872KB
页数:4P
4.4
以公司重型变速器壳体为例,结合多年生产经验,分析并讨论了不同的材质(灰铸铁和铝合金)在消失模铸造工艺中的差异性。从原材料预发泡、白模成型、粘接、涂层及造型等不同方面进行研究,结果表明:灰铸铁和铝合金消失模铸造工艺差异性较大,应因地制宜,根据材质不同采用不同的设备和工艺参数,达到生产需要,为同行提供借鉴经验。
球墨铸铁主传动器壳体消失模铸造工艺 球墨铸铁主传动器壳体消失模铸造工艺
格式:pdf
大小:444KB
页数:4P
4.7
介绍了用消失模工艺生产球墨铸铁主传动器壳体的工艺过程。为便于安装拆卸,铸件上下两段分开制作模具;采用阶梯式浇注系统,冒口为80mm长、50mm宽、90mm高的长方体;采用雨淋式加砂法,浇注时铸型抽成负压。试样检测结果:抗拉强度为462~487mpa,伸长率在12%~16%;基体中铁素体体积分数占95%左右,球化率达2~3级,满足铸件技术要求。
干砂消失模铸造工艺过程及铸件质量控制精华文档
大型铸态珠光体球墨铸铁消失模铸造工艺探究 大型铸态珠光体球墨铸铁消失模铸造工艺探究
格式:pdf
大小:1.4MB
页数:3P
4.5
通过选择和控制铁液的化学成分,采用合金化及合理的孕育工艺,在冲天炉生产条件下,采用实型铸造工艺,成功地生产出大型铸态珠光体球墨铸铁毛坯,其本体性能达到甚至超过了qt600—3的性能标准,满足了客户的产品技术条件及使用要求。
异壁90°弯头应用消失模铸造工艺研究 异壁90°弯头应用消失模铸造工艺研究
格式:pdf
大小:626KB
页数:4P
4.7
论述zgmn13cr2mo异壁90°弯头的消失模铸造生产技术及控制要点,着重对生产中出现的问题———浇注系统的位置设置、涂料的选用及主要铸造缺陷的预防给予解释,并提出相应的工艺措施
消失模铸造砂处理冷却系统工艺改造
格式:pdf
大小:862KB
页数:2P
4.3
一、概述消失模铸造作为一种新型的、先进的生产工艺,因其生产过程简单,砂子可反复循环使用,铸件尺寸精度高,表面光洁,被誉为"21世纪的绿色铸造技术"。同时,我国目前一些有关资源综合利用和环境保护的措施,仍然主要基于末端治理或分段治理,而对于减少废弃物的产生重视不够。在这种情况下,积极推进先进的生产技术、工艺、设备、材料和产品的应用,限制并及时淘汰落后产能,改造消失模铸造中砂处理的冷却系统显得尤为重要,这对减少资源浪费,推进循环经济,具有十分重要的意义。
消失模铸造砂处理冷却系统工艺改造
格式:pdf
大小:138KB
页数:2P
4.3
消失模铸造中旧砂的处理比较简单,因为消失模铸造采用的是干砂,落砂后的旧砂呈干燥松散状态而流动性好,无需复杂的捅箱、振动落砂、破碎和混砂等工序。消失模砂处理的过程是:落砂→筛分(去除杂物)→除尘→磁选(去除铁豆等)→冷却(用风冷或水冷)→填砂振动造型。
消失模铸造砂处理冷却系统工艺改造
格式:pdf
大小:413KB
页数:2P
4.8
消失模铸造中旧砂的处理比较简单,因为消失模铸造采用的是干砂,落砂后的旧砂呈干燥松散状态而流动性好,无需复杂的捅箱、振动落砂、破碎和混砂等工序。消失模砂处理的过程是:落砂→筛分(去除杂物)→除尘→磁选(去除铁豆等)→冷却(用风冷或水
干砂消失模铸造工艺过程及铸件质量控制最新文档
 球墨铸铁管件消失模铸造工艺计算机辅助设计
球墨铸铁管件消失模铸造工艺计算机辅助设计 球墨铸铁管件消失模铸造工艺计算机辅助设计
格式:pdf
大小:337KB
页数:2P
4.7
介绍了球墨铸铁管件消失模铸造工艺的计算机辅助设计cad软件的设计原理、操作方法,该cad软件可提高消失模铸造球铁管件的工艺设计效率和设计精度。
消失模铸造用涂料及配方
格式:pdf
大小:37KB
页数:18P
4.7
1涂料成分为镁砂粉30-50%、珠光粉20-40%、云母粉15-30%、硅溶胶3- 9%、白乳胶1-5%、聚丙烯酰胺-%、羧甲基纤维素钠-%、吸附剂1-6%、 阻燃剂-2%制备时先将吸附剂、羧甲基纤维素钠、聚丙烯酰胺分别加水配成溶 液,再与骨料及其他成分混合搅拌而成。本发明的涂料能有效吸附泡沫塑料模样 热解产生的液态产物,大大减少铸件的孔隙率,并在铸型-镁液界面间形成还原 性保护气氛层,使镁合金表面形成保护膜,阻止氧化进行,防止了浇注时镁合金 在铸型内的燃烧,有利于获得表面光洁、无氧化皱皮的镁合金铸件.2浇注时的 负压度浇注时施以负压可以帮助热解产物排出型外,有利于减少皱皮缺陷,但应 注意负压度不可过低,否则容易引起渗透粘砂缺陷。浇注温度对球铁铸件皱皮 缺陷的影响。一般说来,提高浇注温度,有利于热解产物气化,并排出型外,因 而可减少皱皮缺陷。对于
消失模铸造工艺在大口径球铁管件生产中的应用 消失模铸造工艺在大口径球铁管件生产中的应用
格式:pdf
大小:19KB
页数:2P
4.5
根据大口径球铁管件的生产实践,介绍了采用消失模铸造工艺生产大口径球铁管件的经验,包括模具制造、原辅材料选择、以及造型浇注工艺制订等内容,论述了部分缺陷的产生原因及防止措施。

铝合金消失模铸造充型过程X射线观察
格式:pdf
大小:259KB
页数:3P
4.6
利用x射线机以及其他技术,对铝合金消失模铸造充型过程进行了观察。结果表明,充型过程中,熔体是以波浪式向前推进。充型中期,充型速度增加较快;而充型末期,由于温度降低以及气压升高,充型速度锐减。
卡箍式管道接头的消失模铸造 卡箍式管道接头的消失模铸造
格式:pdf
大小:512KB
页数:3P
4.7
采用消失模铸造方法生产卡箍式管道接头,工艺包括泡沫塑料模型制作和消失模铸造两部分。做好泡沫塑料模型制作工序的珠粒预发、制模成型和消失模铸造工序的涂料涂敷、震实造型、真空浇注是消失模铸造技术的核心和关键。其中铸造工艺参数要在生产实践中不断地修订和完善。结果表明:用消失模铸造方法生产卡箍式管道接头,能够保证产品质量,降低生产成本,具有较高的实用价值。
消失模铸造铸钢件表面增碳 消失模铸造铸钢件表面增碳
格式:pdf
大小:88KB
页数:2P
4.6
针对zg35钢轮,分别以eps模型和epmma模型采用相同的铸造工艺进行浇注对比试验,说明表面增碳与气化体之间的联系。
灰铸铁箱盖的消失模铸造数值模拟研究
格式:pdf
大小:39KB
页数:1P
4.5
叶热加工工艺曳2013年4月第42卷第7期 消失模铸件是由金属液取代泡沫模样原来的空 间而成形袁在金属液流动前沿袁存在着复杂的物理尧 化学反应袁传热尧传质现象 [1-2] 遥在消失模铸造充型过 程中袁型腔中的模样在流动前沿的金属液的热作用 下分解袁分解产物从金属要模样界面传输至金属要 模样要涂料界面并通过涂料层排出遥这一过程是否 能够顺利完成袁将直接影响到铸件的质量遥例如铸 铁件的碳薄膜尧皱皮等缺陷都是在充型过程中因模 样热解产物的不完全排除而造成遥消失模铸造过程 是一个在完全封闭的型腔内完成的生产过程袁很难 通过观察或物理试验来研究其成形过程遥 应用数值模拟技术研究消失模铸造过程有助于 揭示其充型过程的流动规律袁发现充填和凝固中的 缺陷袁为优化铸造工艺设计袁提高铸件质量提供可 靠尧快捷的分析手段遥本文结合某公司箱盖铸件的 实际生产袁通过数值
干砂消失模铸造工艺过程及铸件质量控制相关
文辑推荐
知识推荐
百科推荐


职位:主任给排水设计师(BIM)
擅长专业:土建 安装 装饰 市政 园林


