



编辑推荐下载


 预应力钢丝张拉机校准结果的不确定度评定
预应力钢丝张拉机校准结果的不确定度评定 预应力钢丝张拉机校准结果的不确定度评定
格式:pdf
大小:219KB
页数:2P
 4.6
4.6
本文根据jjf1059-1999《测量不确定度评定与表示》、国家计量校准规范jjf1134-2005《专用工作测力机校准规范》同时结合平时工作经验,对预应力钢丝张拉机校准结果不确定度进行评定。
钢丝夹具和张拉机具热门文档
 胎圈钢丝拉拔模具的修模质量改进
胎圈钢丝拉拔模具的修模质量改进 胎圈钢丝拉拔模具的修模质量改进
格式:pdf
大小:895KB
页数:5P
4.6
将需修复的拉丝模切开并测绘,利用photoshop软件得到φ4.27,3.50,1.75,1.38mm规格拉丝模的各部分尺寸和角度,发现修复后胎圈钢丝拉拔模具存在定径带不明显、工作锥角度不合理和偏心等问题。研究确定修模原则:定径带长度应根据拉拔材料、模具材料、润滑粉和拉拔工艺并通过试验确定;对应不同的道次压缩率选择工作锥角度。制定完善、系统、操作性强的磨模操作工艺,给出拉拔各道次模具孔型结构参数。采用新的磨模工艺修模后,模具平均吨钢丝损耗由0.16个降为0.09个。
预应力张拉时,对锚具、夹具有什么要求
格式:pdf
大小:9KB
页数:1P
4.3
预应力张拉时,对锚具、夹具有什么要求? 1、质量问题及现象 锚具、夹具不合格,在预应力张拉时会发生滑丝、断丝,锚 固质量无法保证,预应力钢束的张拉力也就无法保障。 2、原因分析 锚具、夹具不合格的原因一是生产厂家原因,二是进场后没 有检验。 3、预防措施 1)锚具和夹具的类型须符合设计规定和预应力钢束张拉的 需要。 2)用预应力钢束与锚夹具组合件进行张拉试验时的锚固能 力,不得低于预应力钢束标准抗拉强度的90%。 3)锚具、夹具须经过有资质的权威专业技术部门鉴定和产 品鉴定,出厂前应由供方按规定进行检验,并提供质量证明 书。 4)锚具、夹具进场时应分批进行外观检查,不得有裂纹、 伤痕、锈蚀,尺寸不得超过允许偏差。 5)对锚夹具的强度、硬度、锚固能力等,应根据供货数量 和使用情况确定是否复验。
钢丝夹具和张拉机具精华文档
钢丝拉拔后性能讲解
格式:pdf
大小:996KB
页数:12P
4.5
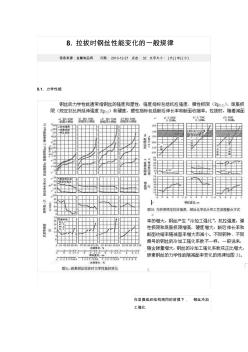
8.拉拔时钢丝性能变化的一般规律 信息来源:金属制品网日期:2013-12-27点击:32文字大小:[大][中][小] 8.1.力学性能 在显微组织结构相同的前提下,钢丝冷加 工强化 系数随含碳量增大而增大,是一个大家普 遍认知 的基本规律。实际上,氮与碳具有完全相同的特性,往往被人们忽视了,氮对冷加工强化的 贡献几乎与等量碳相同。因此对气体保护焊丝(08mn2si)和帘线用钢丝(72a)等,希望 从盘条用最少循环道次直接拉拔到成品的钢丝,必须控制钢中氮含量(≤60ppm或≤40ppm) 才能保证拉拔顺利进行。氮含量的增加还会导致钢丝的应变时效脆化效应增强。 显微组织结构对冷加工强化系数有决定性的影响,从表11可以看出,不同组织结构的 碳素钢丝中,索氏体钢的冷加工强化系数最大,粒状珠光体钢的冷加工强化系数最低。广而 言之,奥氏体钢的冷加
钢丝、电缆线夹具的探讨 钢丝、电缆线夹具的探讨
格式:pdf
大小:216KB
页数:3P
4.6
1引言丝材、线材的抗拉强度是对不同规格的产品,经过小批量拉断试验测得的。丝材、线材试样其夹持部分和中间平行部分是同直径同截面,由于夹持部分受损并应力集中,往往夹持根部被拉断,其所测得的抗拉强度值普遍低于材料真实值。造成材料浪费,企业受到一定的经济损失。根据试样材料的物理特性、试样夹持部应力分布,选用结构合理的夹具,夹块牙齿方向正确,可以避免试样夹持根部拉断的现象,能够测得标志材料(产品)机械性能的真实的拉断强度值。
液压钢丝绳组合式拉拔机 液压钢丝绳组合式拉拔机
格式:pdf
大小:275KB
页数:2P
4.4
简要介绍一种液压与机械相结合的金属拉拔机。其工作效率及产品质量接近液压拉拔机,而制造成本低。该拉拔机操作简单,保养方便,适应于中小规格的管材(包括铜、铝等有色金属)拉拔。
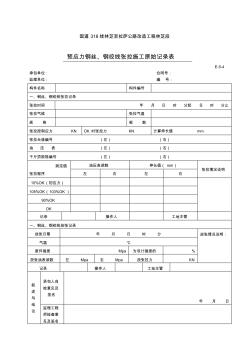
E-5-4预应力钢丝、钢绞线张拉施工原始记录表
格式:pdf
大小:25KB
页数:2P
4.5
国道318线林芝至拉萨公路改造工程林芝段 预应力钢丝、钢绞线张拉施工原始记录表 e-5-4 承包单位:合同号: 监理单位:编号: 构件名称构件编号 一、钢丝、钢绞线张拉记录 张拉时间年月日时分起日时分止 张拉气候张拉气温 规格根数 张拉控制应力knok时张拉力kn计算伸长值mm 张拉台座编号(左)(右) 油压表(左)(右) 千斤顶规格编号(左)(右) 测定值 张拉程序 油压表读数伸长值(mm) 张拉情况说明 左右左右 10%ok(初应力) 105%ok(103%ok) 90%ok ok 记录操作人工地主管 一、钢丝、钢绞线放张记录 放张日期年月日时分放张情况说明: 气温℃ 度件强度mpa为设计强度的% 放张油表读数左mpa右mpa放张拉力kn 记录操作人工地主管 叙
拉丝模孔型对钢丝性能的影响 拉丝模孔型对钢丝性能的影响
格式:pdf
大小:253KB
页数:3P
4.5
钢丝在拉拔时,拉丝模工作锥角度增大,会增大钢丝的过量变形,同时也增大了拉拔力,导致钢丝温度升高;拉丝模工作锥角度减小,虽减少了钢丝的过量变形,但增大了钢丝与模子的接触面积,使摩擦力有一定程度的增加,同样导致钢丝温度升高。试验表明:拉拔时钢丝温度升高与钢丝的过量变形和摩擦力都有关。小角度工作锥拉丝模拉拔出来的钢丝性能比大角度工作锥拉丝模拉拔出来的钢丝性能要好,拉丝模寿命也较长。
钢丝夹具和张拉机具最新文档
生产钢丝绳工艺流程-拉丝
格式:pdf
大小:9KB
页数:1P
4.8
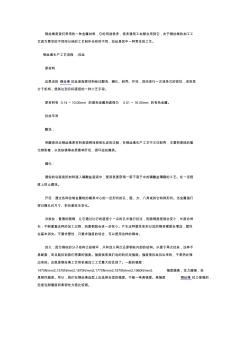
钢丝绳是我们常用的一种金属材料,它的用途很多,很多建筑工地都会用到它,关于钢丝绳的加工工 艺因为需求的不同所以他的工艺制作也有所不同,拉丝是其中一种常见的工艺。 钢丝绳生产工艺流程-拉丝 原材料 这里说的钢丝绳拉丝是指原材料经过酸洗、磷化、剥壳、开坯,其间进行一次或多次的拔拉,改变其 分子机构,使其达到目标直径的一种工艺手段。 原材料有0.14~10.00mm的黑色金属和直径为0.01~16.00mm的有色金属。 拉丝车间 酸洗: 用酸液洗去钢丝绳原材料表面锈蚀物和轧皮的过程,在钢丝绳生产工艺中又叫剥壳,主要把高线的氧 化物剥离,以免铁锈等杂质影响开坯,损坏拉丝模具。 磷化: 通俗的说就是把材料浸入磷酸盐溶液中,使其表面获得一层不溶于水的磷酸盐薄膜的工艺。在一定程 度上防止腐蚀。 开坯:通过各种拉制金属线的模具中心的一定形状的孔,圆、方、八角或其它特殊形状。当金属强行 穿过模
建筑结构用钢丝束拉索和钢丝绳拉索抗力分项系数研究 建筑结构用钢丝束拉索和钢丝绳拉索抗力分项系数研究
格式:pdf
大小:268KB
页数:4P
4.3
收集了钢丝束拉索和钢丝绳拉索的试验数据,采用概率方法研究了拉索的抗力分项系数取值,提出了建筑结构设计中考虑长期荷载效应和短期荷载效应时拉索的设计计算方法及建议。
超长束预应力钢丝束张拉伸长率施工控制
格式:pdf
大小:1.6MB
页数:4P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
后张法预应力板钢丝束张拉伸长值的计算 后张法预应力板钢丝束张拉伸长值的计算
格式:pdf
大小:410KB
页数:4P
4.8
桥梁预应力施工时,采用张拉应力和伸长值双控,实际伸长值与理论伸长值误差不得超过6%,所以伸长值的计算就相当重要,本文结合实际施工过程,通过对后张法预制预应力板预应力钢丝束张拉伸长值的计算,总结出一套较适用于现场施工的伸长值的计算方法。
 活套式和直进式钢丝连续拉丝机
活套式和直进式钢丝连续拉丝机 活套式和直进式钢丝连续拉丝机
格式:pdf
大小:127KB
页数:未知
4.8
西德koch公司制造的反拉力连续干拉式拉丝机,拉拔钢丝直径0.8~8.0mm。在直进式拉拔条件下,每个卷筒的速度随模孔的磨损面变化,在前后模座的中间设置摆动辊,钢丝在摆动辊上缠绕一圈,随辊摆动而自动调节活套长度。最近该公司在粗钢丝拉拔机上采用压辊代替摆动辊,压辊不改变电机的电流,而只用于确定钢丝上的拉力。因此钢丝实际上没有缠绕辊子的作用。
电热法张拉冷拔低碳钢丝 电热法张拉冷拔低碳钢丝
格式:pdf
大小:437KB
页数:3P
4.4
在无产阶级文化大革命的推动下,我国城乡各地的建筑行业中,大力开展了技术革新和技术革命运动,使建筑工业化有了进一步的发展。其中一个较大的特点是采用冷拔低炭钢丝配筋的预应力构件得到普遍的推广应用。我厂过去用短线法生产冷拔低炭钢丝预
预应力钢丝束的张拉控制 预应力钢丝束的张拉控制
格式:pdf
大小:505KB
页数:未知
4.8
要在预应力施工中准确控制张拉值并尽量减小误差,就必须弄清钢丝束中各根钢丝应力不均匀程度和各阶段预应力损失情况,并尽可能应用比较精确的计算方法。
钢丝夹具和张拉机具相关
文辑推荐
知识推荐
百科推荐

职位:水利水电工程师主管
擅长专业:土建 安装 装饰 市政 园林


