

C-1-93拱桥钢管拱肋制作现场质量检验报告单
格式:pdf
大小:19KB
页数:1P
人气 :53
 4.5
4.5
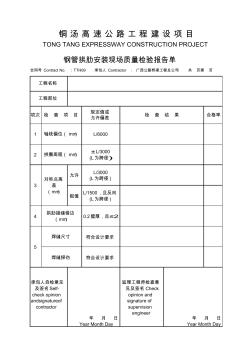
合同号 编 号 施工时间 检验时间 项次 检验结果 权值 1△ 3 2 1 3△ 2 4 1 5△ 2 6 1 7 1 2 3 年 月 日 工程名称 监理单位 工程项目 C-1-93 拱桥钢管拱肋制作现场质量检验报告单 承包单位 拱肋内弧长( mm) +0,-10 尺量:每段检查 检验项目 规定值或允许偏差 检验方法和频率 钢管直径( mm) 内弧偏离设计弧线 (mm) 8 样板:每段测 1~3点 桩号及部位 ±D∕500及±5 尺量:每管检查 1~3处 钢管中距( mm) ±5 尺量:每段检查 2~3处 节段对接错边( mm) 2 复核 节段平面度( mm) 3 拉线测量:每段检查 1处 竖杆节间长度( mm) 尺量:检查每个节间 尺量:检查各对接断面 检查 焊缝尺寸 量规:检查全部 焊缝探伤 超声:检查全部; 射线:按设计规定,设计未 规定时按 5%抽查 ±2 符合设计要求 监理意见



钢管拱肋安装现场质量检验报告单(16)
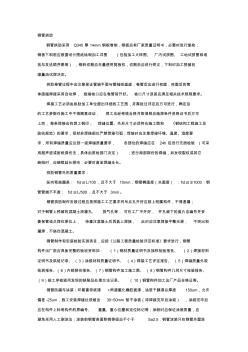
项次 规定值或 允许偏差 合格率 1l/6000 2±l/3000(l为跨径) 允许 l/3000 (l为跨径) 极值 l/1500,且反向 (l为跨径) 40.2壁厚,且≤2 符合设计要求 符合设计要求 监理工程师检查意 见及签名check opinionand signatureof supervision engineer 年月日 yearmonthday 3 5 检查项目 轴线偏位(mm) 拱圈高程(mm) 拱肋接缝错边 (mm) 焊缝尺寸 焊缝探伤 对称点高 差 (mm) 检查结果 承包人自检意见 及签名self- checkopinion andsignatureof contractor 年月日 yearmonthday 铜汤高速公路工程建设项目 to
钢管拱肋
钢管拱肋 钢管拱肋采用q345厚14mm钢板卷制,钢板应有厂家质量证明书,必要时进行复检; 钢板下料前应根据设计图纸绘制加工详图(包括加工大样图、厂内试拼图、工地试拼图和堆 放与发送顺序图等),钢料切割应尽量使用剪板机,切割后应进行矫正,下料时加工预留收 缩量由试焊决定。 拱肋卷管过程中应注意保证管端平面与管轴线垂直,卷管后应进行校圆,校圆后的筒 体直缝焊接采用自动焊,板端坡口应在卷管前开好。坡口尺寸误差应满足相关技术规程要求。 焊接工艺必须由拱肋加工单位提出详细的工艺图,并需经过评定后方可进行,确定后 的工艺参数在施工中不得随意改动,焊工应经考核合格并取得相应施焊条件资格证书后方可 上岗,每条焊接应有焊工钢印;焊缝位置、外形尺寸必须符合施工图和《钢结构工程施工及 验收规范》的要求,母材非焊接部位严禁焊接引弧;焊接时应注意焊接环境、温度、湿度要 求,所有焊缝质量应
编辑推荐下载
钢管拱肋加工制作方案
格式:pdf
大小:890KB
页数:75P
4.7
. 精选文档 目录 第一章编制说明⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 一、编制说明 二、编制依据 三、设计规范 第二章工程概况⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4~13 一、工程综述 第三章拱肋架制造方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯14~34 一、拱肋制造方案 二、拱肋涂装 第四章现场施工方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯35~38 一、拱肋、风撑的制作运输 二、钢管拱桥位作业 三、桥上施工准备 四、一般要求 第五章工程管理及组织机构⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯39~40 一、管理目标 二、管理原则 三、施工管理 . 精选文档 第六章工程进度计划⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯41~43 一、施工人员组成形式 二、施工人员汇总表 三、施工管理及后勤人员汇总表 四、施工设备汇总表 第七章工程进度计划⋯⋯⋯
拱桥钢管拱肋制作现场质量检验报告单热门文档

公路工程管理用表范本-钢管拱肋制作质量检验报告单.xls
格式:pdf
大小:20KB
页数:1P
4.4
工程名称: 承包单位: 监理单位: 检查项目 规定值或 允许偏差 检查方法和 频率 钢管直径 (mm) ±d/500 及±5 尺量:每管 检查1~3处 钢管中距 (mm) ±5 尺量:每段 检查2~3处 内弧偏离设 计弧线(mm)8 样板:每段 测1~3点 拱肋内弧长 (mm) +0,-10 尺量:每段 检查 节段对接错 边(mm) 2尺量:检查 各对接断面 节段平面度 (mm) 3 拉线测量: 每段检查1 处 竖杆节间长 度(mm)±2 尺量:检查 每个节间 焊缝尺寸 量规:检查 全部 焊缝探伤 超声:检查 全部;射 线:符合设 计规定,设 计未规定时 按5%抽查 外观鉴定 符合设计 要求 质量评定合格不合格 承包人签字:年月日监理工程师签字:年月日 检验结果备注 桩号图纸号检验时间 检验单位: 分项工程名称
钢管砼拱桥钢管拱肋的加工与控制
格式:pdf
大小:173KB
页数:3P
3
钢管砼拱桥钢管拱肋的加工与控制——本文通过介绍南河钢管砼系杆拱桥,重点阐述了钢管拱肋的加工与控制要求,意在为同类桥梁的施工提供参考。

钢管混凝土拱桥钢管拱肋加工与控制
格式:pdf
大小:67KB
页数:2P
4.8
钢管混凝土结构是将混凝土填充到钢管内形成的一种组合结构,兼有钢结构和混凝土结构的特点,有效的发挥混凝土和钢材的力学特性,并利用钢管的环箍作用,大大提高结构的抗压能力和抗变形能力。钢管混凝土系杆拱
 钢管混凝土拱桥钢管拱肋加工与控制
钢管混凝土拱桥钢管拱肋加工与控制 钢管混凝土拱桥钢管拱肋加工与控制
格式:pdf
大小:164KB
页数:2P
4.6
钢管混凝土结构是将混凝土填充到钢管内形成的一种组合结构,兼有钢结构和混凝土结构的特点,有效的发挥混凝土和钢材的力学特性,并利用钢管的环箍作用,大大提高结构的抗压能力和抗变形能力。
钢管砼拱桥钢管拱肋的加工与控制
格式:pdf
大小:103KB
页数:5P
4.5
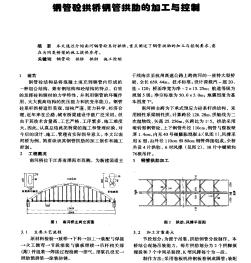
钢管砼拱桥钢管拱肋的加工与控制 摘要本文通过介绍南河钢管砼系杆拱桥,重点阐述了钢管拱肋的加工与控制要求,意在 为同类桥梁的施工提供参考。 关键词钢管砼拱桥拱肋施工控制 1前言 钢管砼结构是将混凝土填充到钢管内形成的一种组合结构,兼有钢结构和砼结构的特 点,有效的发挥砼和钢材的力学特性,并利用钢管的环箍作用,大大提高结构的抗压能力和 抗变形能力。钢管砼系杆拱桥造形美观、结构严谨、受力科学、经济合理,近年来在公路、 城市桥梁建设中被广泛采用。但由于其技术含量高、工艺严格、工序繁多、施工难度大,因 此,认真总结此类桥梁的施工和管理经验,对今后的设计、施工、管理有实际指导意义。本 文以南河桥为例,简要谈谈其钢管拱肋的加工制作和施工控制。 2工程概况 南河桥位于江苏省溧阳市西侧,为新建国道主干线南京至杭州高速公路上跨南河的一座 特大型桥梁,全长659.44m。技术标准:
拱桥钢管拱肋制作现场质量检验报告单精华文档

B-6.08-11钢管拱肋制作施工质量检验表
格式:pdf
大小:25KB
页数:1P
4.3
钢管拱肋制作施工质量检验表 (编号:)b-6.08-11 合同号:施工单位: 建设项目:连霍郑洛段改建工程监理单位: 分部工程名称桩号及部位 项 次 检查项目 规定值或 允许偏差 设计值 实测值或实测偏差值检测结果 12345678910 检测 点数 合格 点数 不合格 点数 1钢管直径(㎜) ±d/500及 ±5 2钢管中距(㎜)±5 3 内弧偏离设计弧线 (㎜) 8 4拱肋内弧长(㎜)+0,-10 5节段对接错边(㎜)2 6节段平面度(㎜)3 7竖杆节间长度(㎜)±2 8 焊缝尺寸(㎜) 符合设计要求 焊缝探伤 检查意见 检测:记录:质检负责人:日期:

公路工程管理用表范本-钢管拱肋混凝土浇筑质量检验报告单.xls
格式:pdf
大小:20KB
页数:1P
4.6
工程名称: 承包单位: 监理单位: 检查方法 和频率 按附录d 检查 l≤60m10 l=200m50 l> 200m l/4000 水准仪: 检查5处 允许 极值 承包人签字:年月日监理工程师签字:年月日 青海省公路建设管理局印制 对称点高差 (mm) 外观鉴定 水准仪: 检查各接 头点 l/3000 l/1500,且反向 质量评定合格不合格 拱圈高程(mm)±l/3000 经纬仪: 检查5处轴线偏位(mm) 检查项目 规定值或 允许偏差 检验结果备注 混凝土强度(mpa)在合格标准内 桩号图纸号检验时间 编号: 检验单位: 分项工程名称工程部位施工时间 公路工程管理用表检验表103 钢管拱肋混凝土浇筑质量检验报告单 合同号:
钢管拱肋(桁架)加工
格式:pdf
大小:5KB
页数:2P
4.6
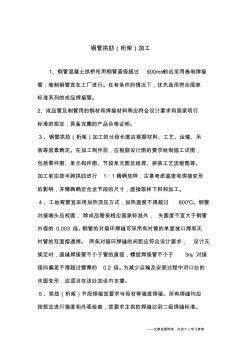
——文章来源网络,仅供个人学习参考 钢管拱肋(桁架)加工 1、钢管混凝土拱桥所用钢管直径超过600mm的应采用卷制焊接 管,卷制钢管宜在工厂进行。在有条件的情况下,优先选用符合国家 标准系列的成品焊接管。 2、成品管及制管用的钢材和焊接材料等应符合设计要求和国家现行 标准的规定,具备完整的产品合格证明。 3、钢管拱肋(桁架)加工的分段长度应根据材料、工艺、运输、吊 装等因素确定。在加工制作前,应根据设计图的要求绘制施工详图, 包括零件图、单元构件图、节段单元图及组焊、拼装工艺流程图等。 加工前应按半跨拱肋进行1:1精确放样,注意考虑温度和焊接变形 的影响,并精确确定合龙节段的尺寸,直接取样下料和加工。 4、工地弯管宜采用加热顶压方式,加热温度不得超过800℃。钢管 对接端头应校圆,除成品管按相应国家标准外,失圆度不宜大于钢管 外径的0.003倍。钢管的对接环焊缝可采用有衬
拱桥钢管拱肋制作现场质量检验报告单最新文档
钢管拱肋施工方案
格式:pdf
大小:218KB
页数:41P
4.5
南水北调中线一期工程总干渠邯郸市段no.3标 1 南水北调中线一期工程 邯郸市段和谐大道交通桥钢管混凝土 拱桥施工方案 天津城建道桥工程有限公司 二0一一年九月二十三日 南水北调中线一期工程总干渠邯郸市段no.3标 2 目录 1.工程概述⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1-1 2.设计标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1-2 3.施工工期⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2-2 4.施工方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2-3 4.1桩基⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3-10 4.2承台⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯10-11 4.3墩台⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯11-13 4.4预应力系梁、横梁、桥面板⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯13-28 4.5拱脚施工⋯⋯⋯
钢管拱肋微膨砼压注技术 钢管拱肋微膨砼压注技术
格式:pdf
大小:203KB
页数:2P
4.5
结合全桥的施工组织和方案,以及设计图纸的要求,介绍了主拱肋砼的压注工艺和方法,包括配合比的设计以及机械设备的准备。
大跨度提篮拱桥钢管拱肋施工技术 大跨度提篮拱桥钢管拱肋施工技术
格式:pdf
大小:168KB
页数:未知
4.5
阐述了跨佛开高速公路大桥的工程概况及特点,介绍了钢管拱肋的施工工艺及方法,总结了施工过程中的控制要点及注意事项,以期为同类工程施工提供借鉴。

钢管拱肋制作安装监理细则
格式:pdf
大小:432KB
页数:7P
4.5
123省道双牌石至狸桥断工程建设项目 (j1、j3监理合同段) 钢管拱肋分项工程 监理细则 江苏旭方工程咨询监理有限公司 s123双狸段j3监理组 二○○六年四月 123省道双牌石至狸桥段工程建设项目钢管拱肋分项工程监理细则 江苏旭方工程咨询监理有限公司—2— 123省道双牌石至狸桥段工程建设项目 钢管拱肋分项工程监理细则 江苏旭方j3驻地监理组2006年4月 概述 j3监理标段的b1施工合同段有大桥1座,中桥1座。固城大桥桥位于固城镇西,跨越芜太运河,该桥 斜桥正做,交叉角度为95.5°,桥梁起讫桩号为k10+658.478~k11+552
钢管拱桥拱肋安设与控制
格式:pdf
大小:240KB
页数:3P
3
钢管拱桥拱肋安设与控制——某钢管混凝土拱桥主拱肋架设采用临时支墩配合吊装法,即将厂内加工完毕的制作节段拼装成吊装节段后,采用两台大吨位吊车“双机抬吊”将钢管拱肋准确起吊至临时支墩顶面位置,完成拱肋架设。介绍了临时支墩和拱肋的安设工艺,并对线形...
 某大桥钢管拱肋、横、纵梁制造工艺
某大桥钢管拱肋、横、纵梁制造工艺 某大桥钢管拱肋、横、纵梁制造工艺
格式:docx
大小:935KB
页数:未知
3
某大桥钢管拱肋、横、纵梁制造工艺——某大桥钢管拱主拱拱肋采用中承式双肋悬链线无绞拱,计算跨径356米,计算矢高71.2米,矢跨比1/5,拱轴系数m=1.543,每片拱肋由4根φ1000x18钢管组成(其中局部加强段钢管壁厚至28mm、24mm、20mm),内灌c50砼作为弦杆,上弦...
太原市南中环桥钢管拱肋制作工艺
格式:pdf
大小:217KB
页数:3P
3
太原市南中环桥钢管拱肋制作工艺——太原市南中环汾河桥是跨越汾河连接太原市东西城区的重要桥梁。主桥为(60+180+60)m下承式连续拱粱组合体系结构,拱肋由主拱和副拱形成fl亮造型。通过太原市南中环主桥主、副拱肋制作工艺研究,对拱肋的制作方法“以直代曲”分...
噶米d东筹大桥钢管拱肋制作及涂装施工方案
格式:pdf
大小:2.4MB
页数:40P
4.8
广西壮族自治区公路桥梁工程总公司 越南项目 东筹大桥钢管拱肋制作及涂装施工方案 编制:温森元 审核:王建军 批准:陈宇 编制时间:2010年8月20日 目录 第一章预制场的布置.....................................4 1.1钢管拱肋预制场方案............................4uangxioadridgeengineeringcompanyuangxioadridgeengineeringcompany 1.2预制场龙门吊示意图............................7uangxioadridgeengineeringcompanyuangxioadridgeengineeringcompany 第二章钢管拱肋制
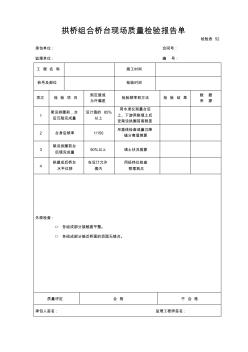
(检表052)6.11.2拱桥组合桥台现场质量检验报告单
格式:pdf
大小:18KB
页数:2P
4.5
拱桥组合桥台现场质量检验报告单 检验表52 承包单位:合同号: 监理单位:编号: 工程名称施工时间 桩号及部位检验时间 项次检验项目 规定值或 允许偏差 检验频率和方法检验结果 数据 来源 1 架设拱圈前,台 后沉陷完成量 设计值的85% 以上 用水准仪测量台后 上、下游两侧填土后 至架设拱圈前高程差 2台身后倾率1/150 吊垂线检查或量沉降 缝分离值推算 3 架设拱圈前台 后填完成量 90%以上填土状况推算 4 拱建成后桥台 水平位移 在设计允许 值内 用经纬仪检查 预埋测点 外观检查: □各组成部分接触面平整。 □各组成部分接近桥面的顶面无错台。 质量评定合格不合格 承包人签名:监理工程师签名:
拱桥钢管拱肋制作现场质量检验报告单相关
文辑推荐
知识推荐
百科推荐

职位:机电建造师
擅长专业:土建 安装 装饰 市政 园林


