

good作业指导书(钣金件焊接)(1)
格式:pdf
大小:68KB
页数:1P
人气 :54
 4.3
4.3
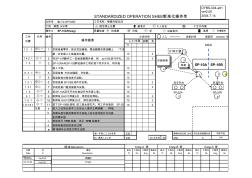
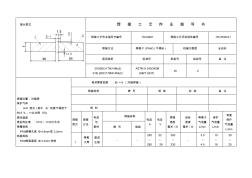
STANDARDIZED OPERATION SHEET 标准化操作单 文件号: S3-T2-SP10AR 工段:侧围 &补焊 固定停止位置 基准点 工人安全 工艺内存储 质量检查 拉或推 听 设备测试 选择 关键操作 代号 编号 分步时间 人工 设备时间 或返回 走 机器 走 sw 1 10 2 2 50 4 3 10 4 10 2 5 10 6 10 2 双手开关 双手开关 7 10 2 8 10 SP-10A 9 30 3 10 70 2 11 10 2 注意 a b 如需车型切换则需将双手按钮上的车型切换开关切换 至所需车型 c d e 每一车型人工工时总和 230 周期时间总和 (D+E)平均负荷周期时间 (D) 最高人工工时 230 (E) 走总和 20 250 人工 /车型 3 工艺名称:侧围外板总成 操作#: SP-10AR(wag) 目检 B柱处 SP-10B 1



作业指导书(钣金件焊接)
standardizedoperationsheet标准化操作单 文件号:s3-t2-sp10ar 工段:侧围&补焊固定停止位置基准点工人安全工艺内存储 质量检查拉或推听设备测试选择关键操作 代号编号分步时间人工设备时间或返回走 机器走 sw 1 102 2504 3 10 4102 510 6102双手开关双手开关 7102 810sp-10a 9303 10702 11102 注意a b如需车型切换则需将双手按钮上的车型切换开关切换 至所需车型 c d e 每一车型人工工时总和230周期时间总和(d+e)平均负荷周期时间 (d)最高人工工时230(e)走总和20250 人工/车型 3 工艺名称:侧围外板总成 操作#:sp-10ar(wag)目检 b柱处 sp-10b 1
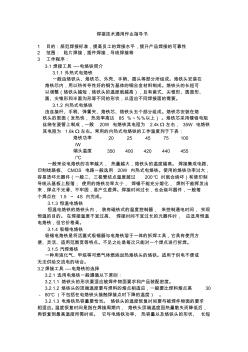
钣金件检验作业指导书
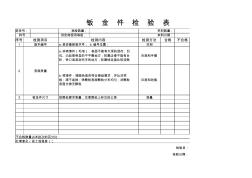
抽检数量: 供货商信用等级: 序号检测方法合格不合格 1目测 目测和手摸 目测和划痕 3测量 检验员: 检验日期: 不合格数量占本批次的百分比: 处理意见(返工或报废): 钣金件尺寸 b.喷漆件:漆颜色是否符合图纸要求,并比对样 板;漆不易掉;喷颗粒表面颗粒分布均匀;非颗粒 表面光滑无颗粒 a.是否最新版本号;b.编号位置; a.非喷漆件(毛培):表面不能有太深的刮伤、凹 坑、凸起等明显的不平整地方;轮廓边缘不能有台 阶,快口或易刮伤手的地方;轮廓线连接比较流畅 按图纸要求测量,注意图纸上标注的公差 钣金件检验表 检测项目检测内容 2表面质量 来料数量: 来料日期:料号: 进货号: 版本编号 不合格描述 2012-9-14
编辑推荐下载
一般钣金件加工检验作业指导书
格式:pdf
大小:113KB
页数:4P
4.4
一般钣金件加工检验 作业指导书 文件编号:b0/p32/w02-gy007 文件版本:b1 生效日期:2015.1.14 页数:1/4 批准审核编制 更新记录 版本号文件名称修订时间编写人/修订人 bo一般钣金件加工检验作业指导书2015-1-13蒋强 一般钣金件加工检验 作业指导书 文件编号:b0/p32/w02-gy007 文件版本:b1 生效日期:2015.1.14 页数:2/4 一般钣金件加工检验作业指导书 1.0适用范围 仅适用于通用钣金加工件的检验 2.0检验方法: 按照“gb2828”的规定进行抽样检验 3.0检验依据 技术图纸 4.0检验内容 序号项目方法设备、仪器仪表判定基准 1外观 检验零件的表面质量是否 符合技术图纸的要求 目测技术图纸 2焊接质量 检验零件的焊接质量是否 符合技术图纸的要求 5m

钣金件检验作业指导书
格式:pdf
大小:18KB
页数:3P
4.5
第1页共3页 钣金件检验作业指导书 一、目的 规范钣金结构件的检验标准,以使各过程的产品质量得以控制。 二、适用范围 本标准适用于各种钣金结构件的检验,图纸和技术文件并同使用。当有冲突时,以技术规范和客户要求为 准。 三、引用标准 本标准的尺寸未注单位皆为mm,未注公差按以下国标it13级执行 gb/t1800.3-1998极限与配合标准公差和基本偏差数值表 gb/t1800.4-1998极限与配合标准公差等级和孔、轴的极限偏差表 gb/1804-2000一般公差未注公差的线性和角度尺寸的公差 未注形位公差按gb/t1184–1996形状和位置公差未注公差值执行。 四、原材料检验标准 1.金属材料 1.1钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商明。 1.2材料外观:平整无锈迹,无开裂与变形。 1.3尺寸:按图纸
good作业指导书钣金件焊接热门文档
钣金件检验指导书
格式:pdf
大小:6KB
页数:3P
4.4
检验作业指导书 1.目的:为了规范检验员的检验作业程序,特制定本规范。 2.范围:检验员对自制产品、外协外包件、入库原材料的检验均适 用本作业指导书 3.检验步骤: 3.1对照图纸要求之版本,是否与实物一致。 3.2清点图纸要求之数量,是否与实际相符 3.3识别图纸要求之材料,是否与实物相符。 3.4审查技术说明。留意不同类型的热处理、光洁度等对加工的要 求。 3.5审核图纸的尺寸、形位公差、外观要求、光洁度等,决定检查 方法,合理选用量具,保证检测质量。 3.6按次序对工件进行检验,检完一个尺寸,作一个记号,不能漏 检。 3.7检出不良品,检验员记录并报技质部确认是否返修,报废或让 步接收。 3.8检验完毕签署检验记录,工件按要求进行标识。 3.9入库/出货。 4.注意事项: 4.1审图时注意图纸是否模糊不清、是否漏盖工艺章。 4.2图纸数量理论上只许多不能

RRU钣金件+压铸件安装指导书
格式:pdf
大小:2.9MB
页数:11P
4.4
huaweitechnologiesco.,ltd. rru钣金件+压铸件 安装指导书(仅限内部使用) 发布日期:2009-3-24 安全注意事项 1版权所有?华为技术有限公司2009。保留一切权利。 遵守所有安全注意事项 为保障人身和设备安全,在安装、操作、维护设备时,请遵循设备上标识及手册中说明的所有安全注意事 项。手册中的“安全警告”、“注意”、“说明”事项,并不代表所应遵守的所有安全事项,只作为所有安全注意 事项的补充。 在进行本公司产品、设备的各项操作时,必须严格遵守由华为公司提供的相关设备注意事项和特殊安全指 示。手册中列出的“安全警告”仅代表了华为公司知道的部分,华为公司不承担任何因违反通用安全操作要求 或违反设计、生产和使用设备安全标准而造成损失的责任。 遵守当地法规和规范 操作设备时,应遵守当地法规和规范。 人员要求 负责安装维护华为设备的人员

钣金冲压件进料检验作业指导书
格式:pdf
大小:24KB
页数:1P
4.5
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 钣金冲压件进料检验作业指导书 1.0目的 为了规范我司进料检验作业程序以及更好的保证原物料的质量,提高公司产 品质。 2.0适用范围 本指导书适用于我司所有的进料检验。 3.0作业步骤 3.1相关环节送检,品管根据《外来物品送检单》准备相应的检验工具 和检验资料。 3.2检验(检验步骤) 3.2.1对《外来物品送检单》的完整性进行确认,根据《外来物品送 检单》中的物料种类索要应的《材质证明》和《sgs报告》以及相应 供应商的检验记录; 3.2.2对物品进行检验,根据来料数量确定其抽样比例。; 3.2.3根据工程资料和国家标准对原材料进行检验,首确认产品的材 质和料厚是否正确; 3.2.4对物品外观进行相应的检验,确定产品外观是否可满足要求; 3.2.5对产品

good作业指导书钣金件焊接精华文档
钢筋加工及焊接作业指导书作业指导书
格式:pdf
大小:86KB
页数:11P
4.7
钢筋加工及焊接作业指导书 1适用范围 适用于新建宁安铁路工程桥梁、涵洞及附属结构物的钢筋加工及焊接施 工。 2作业准备 2.1内业技术准备 作业指导书编制后,应在开工前组织技术人员认真学习实施的施工组织 设计,阅读和审核施工图纸,澄清有关技术问题,熟悉规范和标准,制定施 工安全质量保证措施,提出应急方案。对施工人员进行技术交底,对参加施 工人员进行岗前技术培训,考核合格后持证上岗。 2.2外业技术准备 平整场地,做好三通一平工作,设置好场内排水系统,将钢筋加工台座 和雨棚按要求制作好。 3.技术要求 3.1钢筋加工要求工厂化施工。 3.2钢筋必须要除锈调直。 3.3加工完每种规格的钢筋后要求分类堆码,贴上标签,然后报请监理单 位验收。 4施工程序与工艺流程 4.1施工工序 整个钢筋加工分为原材料、半成品加工堆放、半成品运输和钢筋安装。 施工程序为:原材料检验下料加工堆放

03~05喷涂作业指导书、焊接作业指导书
格式:pdf
大小:38KB
页数:6P
4.7
喷涂作业指导书 编号: 编制: 审核: 批准: 发布日期:2009-3-1 喷涂作业指导书 编号 版本a/0 页次1/2 1、开机前检查油罐内柴油存量、空压系统、喷枪等是否处于正常工 作状态; 2、产品在喷涂之前先查看工件表面是否干净、无油污,若工件不干 净必须将产品送取进行表面轻微的喷砂,然后进行喷涂; 3、加入所需喷涂粉末涂料,所加入量最多不可超过粉桶的四分之三 (一般比例为粉料:水:胶料=100:75:25),加入粉桶后须搅拌一分钟让 粉末涂料成份均匀(当在喷涂中加粉时须抖动粉袋二分钟),流化状态象 沸腾的小米粥即可; 4、防火涂料的底涂层(或主涂层)宜采用重力式喷枪喷涂,其压力 约为0.4mpa。局部修补和小面积施工,可用手工抹涂。 5、底层一般喷2~3遍,每遍喷涂厚度不应超过1.5mm,必须在前一 遍干燥后,再喷涂后一遍。 6、喷涂时应确保涂层完全
焊接作业指导书及焊接工艺
格式:pdf
大小:236KB
页数:17P
4.5
焊接作业指导书及焊接工艺 1.目的:明确工作职责,确保加工的合理性、正确性及可 操作性。规范安全操作,防患于未然,杜绝安全隐患以达到 安全生产并保证加工质量。 2.范围: 2.1.适用于钢结构的焊接作业。 2.2.不适用有特殊焊接要求的产品及压力容器等。 3.职责:指导焊接操作者实施焊接作业等工作。 4.工作流程 4.1作业流程图 4.1.1.查看当班作业计划 4.1.2.阅读图纸及工艺 4.1.3.按图纸领取材料或半成品件 4.1.4.校对工、量具;材料及半成品自检 4.1.5.焊接并自检 4.1.6.报检 4.2.基本作业: 4.2.1.查看当班作业计划:按作业计划顺序及进度要求进行 作业,以满足生产进度的需要。 4.2.2.阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技术 要求及焊接工艺文件,明白焊接符号的涵义。确定焊接基准 和焊接步骤;自下料的要计算下料尺寸及用料规格,参
焊接作业指导书和焊接工艺
格式:pdf
大小:231KB
页数:17P
4.8
word完美格式 ..整理分享.. 焊接作业指导书及焊接工艺 1.目的:明确工作职责,确保加工的合理性、正确性及可 操作性。规范安全操作,防患于未然,杜绝安全隐患以达到 安全生产并保证加工质量。 2.范围: 2.1.适用于钢结构的焊接作业。 2.2.不适用有特殊焊接要求的产品及压力容器等。 3.职责:指导焊接操作者实施焊接作业等工作。 4.工作流程 4.1作业流程图 4.1.1.查看当班作业计划 4.1.2.阅读图纸及工艺 4.1.3.按图纸领取材料或半成品件 4.1.4.校对工、量具;材料及半成品自检 4.1.5.焊接并自检 4.1.6.报检 word完美格式 ..整理分享.. 4.2.基本作业: 4.2.1.查看当班作业计划:按作业计划顺序及进度要求进行 作业,以满足生产进度的需要。 4.2.2.阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技
埋地管道焊接作业指导书
格式:pdf
大小:102KB
页数:10P
4.6
埋地管道焊接作业指导书 目录 1适用范围 2编制依据 3工程概况及主要工程量 4作业人员的资格要求 5主要机械及工、器、具 6施工准备 7作业程序 8作业方法、工艺要求及质量标准 9工序交接及成品保护 10职业健康安全和文明施工措施 11环境管理 12强制性条文 13危险点(源)辨识及控制措施。 #4机组埋地管道焊接(h-21)1/7 1、适用范围: 本作业指导书适用于国电泰州电厂二期工程#4机组埋地管道的焊接工作。 2、编制依据 2.1《火力发电厂焊接技术规程》dl/t869-2012 2.2《焊接工艺评定规程》dl/t868-2004 2.3《特种设备焊接操作人员考核细则》tsgz6002-2010 2.4《焊工
good作业指导书钣金件焊接最新文档

再热器焊接作业指导书
格式:pdf
大小:812KB
页数:29P
4.6
一编制依据........................................................................................................................................1 二工程概况、施工范围及工程量....................................................................................................1 2.1工程概况..............................................................................................................................

管道焊接作业指导书
格式:pdf
大小:7KB
页数:4P
4.4
广东长青(集团)蠡县热电有限公司 蠡县热电联产项目供热管网南线工程 管道焊接作业指导书 河北省安装工程有限公司 第1/2页 一、焊工安全操作规程 1、电焊、气焊工均为特程作业,身体检查合格,并经专业安全技术学习,训练和 考试合格,颁发“特种作业操作证”后方能独立操作。 2、焊接场地,禁止放易燃易爆物品。应备有消防器材,保证足够的照明和良好的 通风。 3、操作场地10米内,不应储存油类或其它易燃易爆物品,(包括有易燃易爆气体 的器皿管线)。临时工地若有此类物品,而又必须在此操作时,应通知消防部门和安技 意部门到现场检查,采取临时性安全措施后,方可进行操作。 4、工作前必须穿戴好防护用品,操作时(包括打渣)所有工作人员必须戴好防护 眼镜或面罩。仰面焊接应扣紧衣领,扎紧袖口,戴好防火帽。 5、对受压容器、密闭容器、各种有桶、管道,沾有可燃气体和溶液的工件进行操 作时,必须事先进行检查,
栓钉焊接作业指导书
格式:pdf
大小:33KB
页数:5P
4.7
额定直径 ф(m m) 轴向直径 d(m m) 栓头直径 d(m m) 栓头厚度 t(m m) 制作长度 l(mm) r mm 焊接渗透厚度 wz(mm) 1919±0.432±0.411±1.050~180(±0.4)34 1目的和适用范围: 为了规范焊接管理,指导生产提高焊接质量制定本作业指导书 本作业指导书适用于黄石电厂“大代小”技改工程钢梁制作中的栓钉 焊接 2相关文件及标准: 中南电力设计院设计的黄石电厂有关栓钉的施工图 《钢结构工程施工及验收规范》(gb50205-2001); 《质量保证手册》(q/15y.09.01-98); 《质量管理程序文件》 3施工责任人及职责: 钢梁栓钉焊接施工由安装队结构厂负责实施,归口安装队工程部管 理,质安部,物资部预以配合;工程部负责编制作业指导书及技术交 底,确定具体的焊接工艺,做好相关的施工记录;安质部负责栓钉焊接 各道
手工焊接作业指导书(2)汇总
格式:pdf
大小:137KB
页数:8P
4.4
山东天元钢结构工程有限公司 q/tygg-005-2016 临沂市商城会展中心 手工焊接作业指导书 2016-05-04发布2016-05-05实施 山东天元钢结构工程有限公司发布 山东天元钢结构工程有限公司手工焊接作业指导书 -1- 一、资源配备及职能 1、设备:co2焊机一台、气刨设备一套 2、工艺装备:活扳手、内六角扳手、尖嘴钳子、喷壶、防飞溅液、 防阻膏、清渣锤子、气瓶、磨光机、钢丝刀刷、烤枪 3、定员:1人 4、职能:根据图纸要求,利用焊机焊接所有焊接缝。 二、工作程序 1、文件点检:从班组长领取图纸及任务书,质检科领取检验表。 2、工件点检:根据图纸或技术交底检验构件组拼是否合格。 3、工具点检:点检工具是否准备齐全。 4、设备点检:检查设备的传动系统、电气控制系统; 三、操作
焊接作业指导书-6
格式:pdf
大小:309KB
页数:14P
4.4
中煤科工集团武汉设计研究院 神渭管道输煤项目epc总承包项目管理部 焊接作业指导书 (wwi) [管线-沟道外组对-壁厚7.1~9.3㎜范围] 编制: 审核: 批准: 2012年11月20日 第1页;共13页 hj/zy/zds-2012 目录 1总则 2参考依据及规范性引用文件 3技术要求 4母材及焊材 5焊接设备及工具 6焊前准备 7焊接操作过程 7.1操作注意事项 7.2根焊 7.3填充焊 7.4盖面焊 8外观检查 9安全作业 10关于焊缝返修 第2页;共13页 hj/zy/zds-2012 焊接作业指导书 作业对象:陕西神渭输煤管道安装 作业项目:φ273×δ㎜、φ323×δ㎜壁厚范围的管子组对(smaw+fcaw)焊接

焊接作业指导书
格式:pdf
大小:175KB
页数:18P
4.5
焊接作业指导书 编制部门:生产部 编制:邓文学 审核: 批准: 中国第五冶金建设公司钢结构分公司 二00四年三月 1 1.范围: 本指导书适用于桁架或(壳)结构、多层或高层梁、柱框架结构等 工业与民用建筑和一般构筑物的钢结构工程中。凡各工程的工艺中无 特殊要求的手工电弧焊均应按本作业指导书规定执行。 1.1编制参考标准及规范 (1)《碳钢焊条》gb5117 (2)《低合金钢焊条》gb5118 (3)《焊接用钢丝》gb1300 (4)《圆柱头焊钉》gb1043 (5)《气焊、手工焊电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》 gb985-88 (6)《埋弧焊焊接接头的基本形式与尺寸》gb986 (7)《钢结构工程施工质量验收规范》gb50205-2001 (8)《建筑钢结构焊接技术规程》jgj181-2002 (9)《碳素钢埋弧焊用焊
焊接工艺作业指导书
格式:pdf
大小:48KB
页数:4P
4.8
第1页共4页 焊接工艺作业指导书 一、焊工必须遵守安全、文明施工的规定。 1.电焊工必须经过训练,考试合格发给操作证后,才能独立操作。 2.认真熟悉焊接有关图样,弄清焊接位置和技术要求。 3.检查电源线是否破损,地线接地是否可靠,导电嘴是否良好,极性是否 选择正确。 4.焊工工作时必须穿工作服,戴绝缘手套,穿绝缘鞋。 5.焊工必须按照规定经相应试件考试合格后,方可上岗位焊接。 6.使用的焊接材料应具有出厂合格证明书和质量保证书。其它工器具:手 锤、砂纸、扁铲、钢丝刷、电磨工具等,以备清渣和消缺。 7.焊工在使用电磨工具时采取防护措施。使用前检查电磨工具砂轮片是否 松动,是否需要更换砂轮片。 8.作业区如有易燃易爆物品时,要做好防止飞溅物的措施。 9.焊接时应注意避免飞溅或电弧损伤设备、飞溅。 10.禁止焊接有油污、将近燃易爆气体等的容器物品。 11.禁止在不
焊接工艺作业指导书资料
格式:pdf
大小:1.7MB
页数:78P
4.7
接头型式焊接工艺作业指导书 焊接工艺作业指导书编号hc/qz01焊接工艺评定报告编号hc-pqr-01 焊接方法等离子(paw)(不填丝)机械化程度全自动 适用材质标准号类别号组别号备注 316(00cr17ni14mo2) 316l(00cr179ni14mo2) astma240/240m (gb/t4237) ⅶ2 焊接位置:对接焊 保护气体: arh混合(其中ar纯度不得低于 99.9%;h占比例5%) 层间温度: 焊后热处理:1010~1150℃水冷 喷嘴规格: paw喷嘴孔径φ4.8mm或3.2mm 钨极规格: paw钨极直径φ3.2mm,铈钨 母材厚度范围:δ=8(对接焊缝) 焊接材料牌号规格标准备注 焊剂 焊接 层次 焊接 方法 电流 与 极
焊接技术通用作业指导书
格式:pdf
大小:10KB
页数:4P
4.6
焊接技术通用作业指导书 1目的:规范焊接标准,提高员工的焊接水平,提升产品焊接的可靠性 2范围:贴片焊接,插件焊接,导线焊接等 3工作程序: 3.1焊接工具----电烙铁简介 3.1.1外热式电烙铁 一般由烙铁头、烙铁芯、外壳、手柄、插头等部分所组成。烙铁头安装在 烙铁芯内,用以热传导性好的铜为基体的铜合金材料制成。烙铁头的长短可 以调整(烙铁头越短,烙铁头的温度就越高),且有凿式、尖锥形、圆面形、 圆、尖锥形和半圆沟形等不同的形状,以适应不同焊接面的需要。 3.1.2内热式电烙铁 由连接杆、手柄、弹簧夹、烙铁芯、烙铁头五个部分组成。烙铁芯安装在烙 铁头的里面(发热快,热效率高达85%~%%以上)。烙铁芯采用镍铬电阻 丝绕在瓷管上制成,一般20w电烙铁其电阻为2.4kω左右,35w电烙铁 其电阻为1.6kω左右。常用的内热式电烙铁的工作温度列于下表:
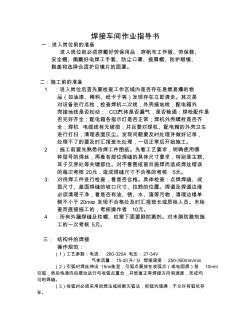
焊接车间作业指导书
格式:pdf
大小:654KB
页数:5P
4.4
焊接车间作业指导书 一:进入岗位前的准备 进入岗位前必须穿戴好劳保用品,穿帆布工作服、劳保鞋、 安全帽、佩戴好电焊工手套、防尘口罩、披肩帽、防护眼镜、 鞋盖和选择合适护目镜片的面罩。 二:施工前的准备 1:进入岗位后首先要检查工作区域内是否存在易燃易爆的物 品(如油漆、稀料、纸卡子等)发现存在立即清走。其次是 对设备进行点检,检查焊机二次线,外壳接地线,配电箱外 壳接地线是否松动;co2气体是否漏气,是否畅通;焊枪配件是 否完好齐全;配电箱各指示灯是否正常;焊机外壳螺栓是否齐 全;焊机电缆线有无破损;并且要对焊机、配电箱的外壳卫生 进行打扫,清理表面灰尘。发现问题要及时处理并做好记录, 处理不了的要及时汇报班长处理,一切正常后开始施工。 2:施工前要先熟悉待焊工件图纸。先看工艺要求,明确使用哪 种型号的焊丝,再看各部位焊缝的具体尺寸要求,特别是主筋、 耳子交界
good作业指导书钣金件焊接相关
文辑推荐
知识推荐
百科推荐


职位:水工结构工程师
擅长专业:土建 安装 装饰 市政 园林


