




热煨弯管施工技术
热煨弯管施工技术 一、工程概况 本工程为包钢白云供水管道和矿浆管道工程。为双管敷设, 分别为ф920供水管道和ф355.6矿浆管道。矿浆管道全长 145.78km;供水管道全长130km。 我项目部所承担的施工任务为k116+620~k124+541段,该 段管线地处山区,地势起伏大,土质多为石方,沿线需穿越6处 隧道,2处铁路,3处河槽,且水平弯点和纵向弯点多,特别是隧 道出入口和铁路涵洞出入口,弯点角度大,且现场场地又特别狭 小,用冷弯管实现管线转角存在很大困难,主要表现在土、石方 量的大大增加和施工的不方便,故此我们将部分隧道口和铁路涵 洞出入口冷弯管改为热煨弯管。 二、热煨弯管的特点 1、优点:热煨弯管弯曲半径小,现场占地面积小,安装方便。 2、缺点:制作难度大,施工现场无法实现,只能委托专业生 产厂家加工,加工周期长,费用大。 三、热煨弯管使用
 热煨弯管3PE防腐技术
热煨弯管3PE防腐技术 热煨弯管3PE防腐技术
热煨弯管的防腐一直是埋地管道防腐的薄弱环节,直接影响管道的使用寿命。防腐性能优异的3pe防腐层在直管防腐中广泛采用,而热煨弯管3pe防腐在国内外还是空白。文章就热煨弯管3pe防腐进行了研究,热煨弯管3pe防腐层由环氧粉末底层、共聚物胶中间层和聚乙烯表层组成。共聚物胶和聚乙烯在工厂内加工成一定宽度和厚度的复合pe带,在防腐作业线上采用行星式缠绕机按照冷带热缠工艺进行防腐作业;环氧粉末采用高压静电喷涂。文中还对除锈和防腐的两套圆环型自动控制作业线进行了阐述。
编辑推荐下载


国产厚壁大口径X70钢热煨弯管的研制
格式:pdf
大小:8KB
页数:1P
 4.8
4.8
国产厚壁大口径x70钢热煨弯管的研制 作者:李德忠;陈长青;付彦宏 作者机构:华中科技大学能源与动力工程学院,湖北,武汉,430074;华北石油管理 局第一机械厂,河北,青县,062658;华北石油管理局第一机械厂,河北,青 县,062658 来源:压力容器 issn:1001-4837 年:2007 卷:024 期:002 页码:47-49 页数:3 中图分类:tg1 正文语种:chi 关键词:厚壁;大口径;x70钢;热煨弯管;研制 摘要:某厂承担了"川气东送"项目中1016mm×30.4mm,x70钢级热煨弯管 的试制工作,这是国内首次采用由国产钢板制造的母管进行热煨弯管试制,经过多 次试验和不断改进工艺,制造出了符合"川气东送"项目热煨弯管技术规格书要求 的弯管.经过国内权威部门检测,各项理化性能指标全
国内高级管线钢热煨弯管技术热门文档

热煨弯管在大口径管道中的应用
格式:pdf
大小:1.2MB
页数:3P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
首钢X80钢级站场和热煨弯管用钢的研发 首钢X80钢级站场和热煨弯管用钢的研发
格式:pdf
大小:1.3MB
页数:7P
4.5
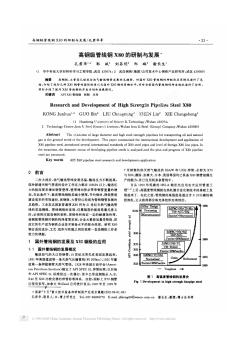
采用热模拟试验,利用金相组织观察以及析出物透射电镜分析等手段,对比研究了不同合金成分体系对贝氏体相变规律的影响,并进行了加热过程铌的固溶与奥氏体晶粒长大的控制技术研究以及不同工艺制度下微细析出相控制技术研究。研究结果表明,结合发挥显著作用的合金元素钼和铬等来弥补钢板心部冷却不足,可以促进全壁厚匀质贝氏体相变组织的形成。加热制度对铌的固溶和奥氏体晶粒长大控制至关重要,合理的加热工艺可有效改善奥氏体晶粒尺寸。通过控制轧制过程的形变温度和加速冷却过程的冷却速度,可使轧制过程的应变诱导析出相和相变过程的析出相更加弥散、细小,从而在提高钢材强度的同时改善钢材的韧性。
低碳钢X52热煨弯管的热处理工艺
格式:pdf
大小:476KB
页数:3P
4.6
第30卷第1期 2009年2月 热处理技术与装备 rechulijishuyuzhuangbei vo.l30,no.1 feb,2009 收稿日期:2008-07-26 作者简介:罗继辉(1978-),男,工艺工程师,主要从事焊管生产研究。 联系电话:13710068695;e-mai:lskywolfhu@i163.com 工艺研究 低碳钢x52热煨弯管的热处理工艺 罗继辉 (广州番禺珠江钢管有限公司工艺部,广东广州511450) 摘要:试验了低碳钢x52热煨弯管在510回火保温60min、在空气中自然冷却的热处理工艺。 结果表明,弯管冲击韧性有所提高,力学性能进一步改善,获得细小的晶粒组织。 关键词:低碳钢;回火;冲击韧性;热煨弯管 中图分类号:tg162.84
低碳钢X52热煨弯管的热处理工艺 低碳钢X52热煨弯管的热处理工艺
格式:pdf
大小:827KB
页数:3P
4.5
试验了低碳钢x52热煨弯管在510℃回火保温60min、在空气中自然冷却的热处理工艺。结果表明,弯管冲击韧性有所提高,力学性能进一步改善,获得细小的晶粒组织。
国内高级管线钢热煨弯管技术精华文档


线路管道热煨弯管防腐技术规格书SPE-0700CC01-02-0
格式:pdf
大小:156KB
页数:14P
4.4
胜利油田胜利勘察设计 技术规格书 项目号:dd12117-3 研究院有限公司文件号:spe-0700cc01-02 工程设计证书:a137004927 延长气田临镇至子长集输干线工程 技术规格书 线路管道热煨弯管防腐 cadd号:spe-0700cc01-02-0.doc a237004924设计阶段:施工图 工程勘察证书:150004-kj日期:2013.12.10 专业腐第1页共14页0版 编制校对审核审定核准 技术规格书 项目号:dd12117-3 文件号:spe-0700cc01-02 第2页共14页 技术规格书 项目号:dd12117-3 文件号:spe-0700cc01-02 第3页共14页 技术规格书 项目号:dd12117-3 文件号:spe-0700cc01-02 第4
016热煨弯管(弯头)双层环氧粉末外涂层技术规格书
格式:pdf
大小:92KB
页数:10P
4.5
质量、健康、安全与环境(qhse)管理体系 油气管道工程 热煨弯管(弯头)双层环氧粉末外涂层技 术规格书 gjx-spe-ac-016 中国石油天然气股份有限公司管道建设项目经理部 pipelineconstructionadministrationdepartment 目录 第一部分基本要求...........................................................1 1范围.......................................................................1 2定义.......................................................................1 3项目总体要求....................
国内外高钢级管线钢的发展及应用 国内外高钢级管线钢的发展及应用
格式:pdf
大小:258KB
页数:6P
4.4
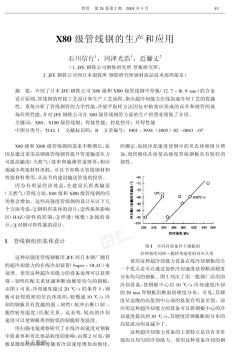
长输油气管道正在向大口径、高压力的方向发展,为满足这一要求,高钢级管线钢的应用逐渐成为油气管道建设的发展趋势。目前陆上天然气管道已经发展到x80钢级,国内外对更高钢级x100、x120的研究也取得了新的进展。本文系统整理并介绍了国内外x80、x100、x120等三种高钢级管线钢的开发、生产及应用现状,并展望了它们的发展方向。
管道热煨弯头、弯管计算
格式:pdf
大小:18KB
页数:2P
4.6
65.71 弯管角度2224°137.71 管径d406.4406.4mm1482 曲率半径(416.2616.26m158.31 弯管弧长6.26.8m189.11 弯管长度l10.210.8m2410.81 45.13 弯管角度7584°55.413 管径d406.4406.4mm65.714 曲率半径(42.442.44m765 弯管弧长3.23.6m86.38 弯管长度l4.24.6m96.68 106.811 117.14 45.1127.47 55.4137.76 65.71486 76158.36 86.3168.56 96.6178.84 106.8189.11 117.119
国内高级管线钢热煨弯管技术最新文档

钢管热煨弯通用技术规程
格式:pdf
大小:96KB
页数:4P
4.7
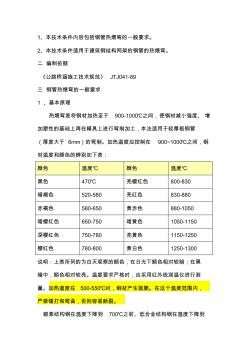
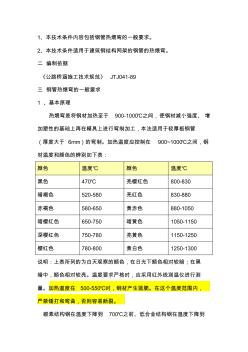
1、本技术条件内容包括钢管热煨弯的一般要求。 2、本技术条件适用于建筑钢结构网架的钢管的热煨弯。 二编制依据 《公路桥涵施工技术规范》jtj041-89 三钢管热煨弯的一般要求 1、基本原理 热煨弯是将钢材加热至于900-1000℃之间,使钢材减小强度、增 加塑性的基础上再在模具上进行弯制加工,本法适用于较厚板钢管 (厚度大于6mm)的弯制。加热温度应控制在900~1000℃之间,钢 材温度和颜色的辨别如下表: 颜色温度℃颜色温度℃ 黑色470℃亮樱红色800-830 暗褐色520-580亮红色830-880 赤褐色580-650黄赤色880-1050 暗樱红色650-750暗黄色1050-1150 深樱红色750-780亮黄色1150-1250 樱红色780-800黄白色1250-1300 说明:上表所列的为白天观察

X70管线钢弯管感应加热淬火性能研究
格式:pdf
大小:63KB
页数:3P
4.7
西安工程科技学院学报 !"#$%&’"()*+&%,%*-.$/*01"(2%3*%..$*%345*.%5.&%67.58%"’"31 第9:卷第;期期?@aab年9@月 ccccccccccccccccccccccccccccccccccccccccccccccccccccccccccccccccc d"’e9:fg"e;? 文章编号i9>=9jkba)jal )=a管线钢弯管感应加热淬火性能研究 曹敏9f刘迎来@f高西林9 b? 摘要i采用感应加热研究)=a控轧钢弯管二次加热力学组织o力
X 70管线钢弯管感应加热淬火性能研究 X 70管线钢弯管感应加热淬火性能研究
格式:pdf
大小:499KB
页数:3P
4.5
采用感应加热研究x70控轧钢弯管二次加热力学组织、力学性能随着淬火温度、回火时间的变化规律.结果表明,二次加热性能有所损失,但通过合理制定热处理工艺能够得到恢复.
高钢级管线钢焊管研制 高钢级管线钢焊管研制
格式:pdf
大小:602KB
页数:7P
4.8
介绍了x80及x100管线钢管的开发,重点针对国家高强度管道建设工程的需要,介绍了高强度大直径埋弧焊管机组以及为适应x80钢管生产进行的制管工艺技术方面的研究改进,包括开发出适应于高速焊接的高强度、高韧性焊接材料,使西气东输二线用1219mm×18.4mmx80螺旋焊管焊速达到1.75m/min;研究了x80管线钢经受焊接热循环后性能变化规律及组织特征,提出合理的焊接线能量参数。介绍了1219mm×18.4mmx80螺旋埋弧焊管、1219mm×15.3mmx100螺旋埋弧焊管实物产品性能。采用国产x80管线钢以及自主研究开发的埋弧焊接材料,成功开发出了x80钢级1219mm×18.4mm螺旋埋弧焊管和1219mm×22mm直缝埋弧焊管产品,目前已为西气东输二线工程生产x80螺旋埋弧焊管和直缝埋弧焊管超过100万t,并在螺旋焊管机组上进行了1219mm×15.3mmx100螺旋埋弧焊管试制。
钢管热煨弯通用技术规程 (2)
格式:pdf
大小:96KB
页数:4P
4.4
1、本技术条件内容包括钢管热煨弯的一般要求。 2、本技术条件适用于建筑钢结构网架的钢管的热煨弯。 二编制依据 《公路桥涵施工技术规范》jtj041-89 三钢管热煨弯的一般要求 1、基本原理 热煨弯是将钢材加热至于900-1000℃之间,使钢材减小强度、增 加塑性的基础上再在模具上进行弯制加工,本法适用于较厚板钢管 (厚度大于6mm)的弯制。加热温度应控制在900~1000℃之间,钢 材温度和颜色的辨别如下表: 颜色温度℃颜色温度℃ 黑色470℃亮樱红色800-830 暗褐色520-580亮红色830-880 赤褐色580-650黄赤色880-1050 暗樱红色650-750暗黄色1050-1150 深樱红色750-780亮黄色1150-1250 樱红色780-800黄白色1250-1300 说明:上表所列的为白天观察
管道煨弯
格式:pdf
大小:15KB
页数:2P
4.5
钢管煨弯 生产工艺: 当然指把管加工成弯头,一般是指水电专业用金属管及电气pvc穿线 管。煨弯又分为冷煨和热煨。一般中小管径弯头可以冷弯加工获得;大管 径的就需要热弯了。 弯管用途: 主要用于弯制有色或黑色金属的管材,可适用于建材、造船、化工、 冶金、锅炉及重型机械制造等部门。产品主要用于建筑圆弧型钢结构,隧 道支承、车顶弯梁、地铁工程、铝门窗、天棚、包圆柱内骨架、凉台扶手、 淋浴房门、生产线轨道、健身器材等多种行业。中频弯管目前广泛应用于 电力、石油、化工、航海、核工业等工程领域的管道预制中,但中频弯管 在起弧处波浪褶皱明显偏大,特别是弯曲半径小于3do(do为管外径)时, 内弧波浪褶皱更大,严重影响产品的外观质量,这是几十年来国产弯管机 无法解决也急需解决的问题。 随着国内管件制造业的发展,中频弯管制造工艺也在不断进步。日前, 我国金
电力钢管热煨弯通用技术规程
格式:pdf
大小:96KB
页数:5P
4.6
fee有限公司 钢管热煨弯通用技术条件 文件编号:____________________ 受控状态:____________________ 发放序号:____________________ 钢管热煨弯通用技术条件 1 一主体内容与适用范围 1、本技术条件内容包括钢管热煨弯的一般要求。 2、本技术条件适用于建筑钢结构网架的钢管的热煨弯。 二编制依据 《公路桥涵施工技术规范》jtj041-89 三钢管热煨弯的一般要求 1、基本原理 热煨弯是将钢材加热至于900-1000℃之间,使钢材减小强度、增 加塑性的基础上再在模具上进行弯制加工,本法适用于较厚板钢管 (厚度大于6mm)的弯制。加热温度应控制在900~1000℃之间,钢 材温度和颜色的辨别如下表: 颜色温度℃颜色温度℃ 黑色470℃亮樱红色800-830 暗褐色520-580亮红色
国内高级管线钢热煨弯管技术相关
文辑推荐
知识推荐
百科推荐


职位:土建安全员
擅长专业:土建 安装 装饰 市政 园林


