




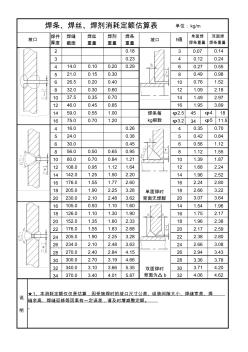
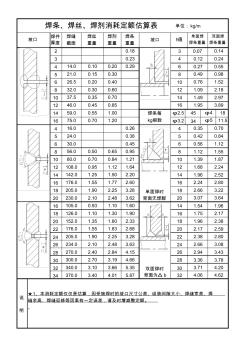
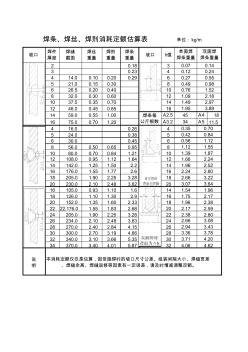
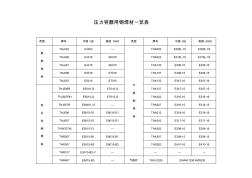
焊条焊丝焊剂消耗定额表
焊件 厚度 焊缝 截面 焊丝 重量 焊剂 重量 焊条 重量 坡口 20.18 30.23 414.00.100.200.29 521.00.150.30 626.50.200.40 832.00.300.60 1037.50.350.70 1246.00.450.85 1459.00.551.00φ2.518 1675.00.701.20φ3.211.5 416.00.26 524.00.38 630.00.45 856.00.500.650.95 1080.00.700.841.21 12108.00.951.121.64 14142.01.251.502.20 16176.01.551.772.60 18205.01.902.253.28 20230.02.10
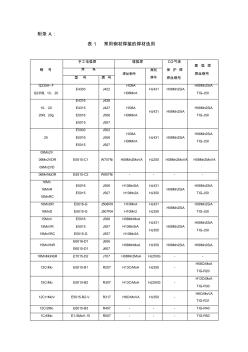
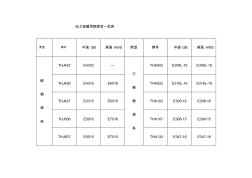
焊条焊丝选用表
附录a: 表1常用钢材焊接的焊材选用 钢号 手工电弧焊埋弧焊co2气体 保护焊 焊丝钢号 氩弧焊 焊丝钢号 焊条 焊丝钢号 焊剂 牌号型号牌号 q235a·f q235b、10、20 e4303j422 ho8a h08mna hj431h08mn2sia h08mn2sia tig-j50 10、20 20r、20g e4316 e4315 e5016 e5015 j426 j427 j506 j507 ho8a h08mna hj431h08mn2sia h08mn2sia tig-j50 25 e5003 e5016 e5015 j502 j506 j507 ho8a h08mna hj431h08mn2sia h08mn2sia tig-j50 09mn2v 09mn2v
编辑推荐下载
焊条焊丝焊剂消耗定额表(20200924131414)
格式:pdf
大小:89KB
页数:1P
 4.6
4.6
焊件 厚度 焊缝 截面 焊丝 重量 焊剂 重量 焊条 重量 坡口 20.18 30.23 414.00.100.200.29 521.00.150.30 626.50.200.40 832.00.300.60 1037.50.350.70 1246.00.450.85 1459.00.551.00φ2.518 1675.00.701.20φ3.211.5 416.00.26 524.00.38 630.00.45 856.00.500.650.95 1080.00.700.841.21 12108.00.951.121.64 14142.01.251.502.20 16176.01.551.772.60 18205.01.902.253.28 20230.02.10
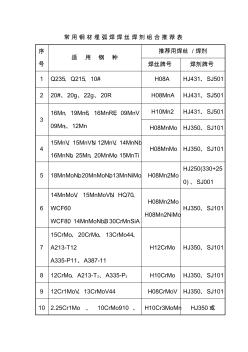
常用钢材埋弧焊焊丝焊剂组合推荐表
格式:pdf
大小:27KB
页数:2P
4.3
常用钢材埋弧焊焊丝焊剂组合推荐表 序 号 适用钢种 推荐用焊丝/焊剂 焊丝牌号焊剂牌号 1q235、q215、10#h08ahj431、sj501 220#、20g、22g、20rh08mnahj431、sj501 3 16mn、19mn6、16mnre、09mnv 09mn2、12mn h10mn2hj431、sj501 h08mnmohj350、sj101 4 15mnv、15mnvn、12mnv、14mnnb 16mnnb、25mn、20mnmo、15mnti h08mnmohj350、sj101 518mnmonb、20mnmonb、13mnnimoh08mn2mo hj250(330+25 0)、sj001 6 14mnmov、15mnmovn、hq70、 wcf60 wcf80、14mnmonbb、30crmns
国内钢材焊条焊丝焊剂分类热门文档
焊条、焊丝、焊剂消耗定额估算表1
格式:pdf
大小:91KB
页数:1P
4.7
坡口 焊件 厚度 焊缝 截面 焊丝 重量 焊剂 重量 焊条 重量 坡口h值 20.183 30.234 414.00.100.200.296 521.00.150.308 626.50.200.4010 832.00.300.6012 1037.50.350.7014 1246.00.450.8516 1459.00.551.00a2.5a418 1675.00.701.20a3.2a511.5 416.00.264 524.00.385 630.00.456 856.00.500.650.958 1080.00.700.841.2110 12108.00.951.121.6412 14142.01.251.502.214 16176.01.55
常见焊条焊丝成分表 (2)
格式:pdf
大小:432KB
页数:20P
4.8
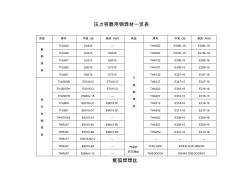
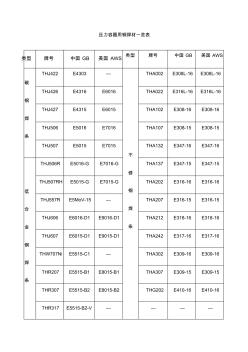
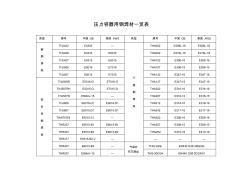
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557r
常见焊条焊丝成分表
格式:pdf
大小:441KB
页数:21P
4.3
. .. 压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16
常见焊条焊丝成分表 (2)
格式:pdf
大小:429KB
页数:19P
4.4
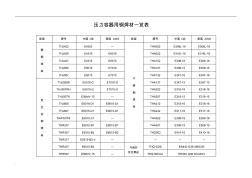
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557re5mov-1
常见焊条焊丝成分表
格式:pdf
大小:633KB
页数:29P
4.6
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557re5mov-1
国内钢材焊条焊丝焊剂分类精华文档
常见焊条焊丝型牌对照一览表
格式:pdf
大小:1.2MB
页数:63P
4.4
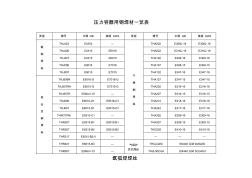
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557re5mov-1
焊丝焊剂的选择
格式:pdf
大小:321KB
页数:12P
4.6
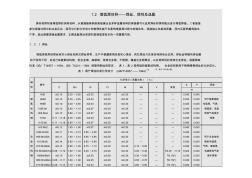
1.2埋弧焊材料——焊丝、焊剂及选配 焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。二者直接 参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生 产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。 1.2.1焊丝 埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特殊场合应用。焊丝品种随所焊金属 的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。根据国家 标准gb/t14957—1994、gb/t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学成分。 表1国产

焊接材料(焊条、焊丝、焊剂、焊钉、瓷环)进场质量
格式:pdf
大小:26KB
页数:1P
4.7
焊钉瓷环 年月日 或项目技术负责人: 年月日 (3)质保书复印件应注明原件存放单位盖红章、复印人签名,质保书字迹清晰。 材料员: 焊接材料(焊条、焊丝)进场质量 验收 数量 验收项目 验收日期 检查情况 复印件 或原件 合格证明文件及外观质量检查纪录(4.3.1-2,4.3.3,4.3.4条)检查批次:共批,第批 焊接材料 年月日 编号数量性能 一般项目:检查点,其中合格点,合格率%。 质检员: 主控项目:检查项,符合要求项。 品种 注:(1)全数检验质量证明文件、中文标志及检验报告等。 (2)重要钢结构采用的焊接材料应进行抽样复试。焊条、焊剂外观抽查1%,不少于10包。 施工单位: 质保书(或
常见焊条焊丝型牌对照一览表 (2)
格式:pdf
大小:667KB
页数:30P
4.7
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557re5mov-1

焊条、焊丝型号大类与焊条、
格式:pdf
大小:17KB
页数:13P
4.6
钼及铬钼耐热钢焊条:r107r207r307r317r327r337r347r407r507r707r807r817r307lr317l r407l 低温钢焊条:w607w607hw707niw907niw107w107niw406fe 不锈钢焊条:g202g207g217g242g247g257g267g302g307g357g357mg367367mg200m520 bm831am837aa002a002aa002nb347la002022la0322209-16a042a052a062309la072a082a 102a102aa107a132a137a14219-9-6a146a172a202a207a212a222a232a237a24
国内钢材焊条焊丝焊剂分类最新文档
埋弧焊选用的焊丝和焊剂配合
格式:pdf
大小:7KB
页数:1P
4.5
埋弧焊选用的焊丝和焊剂配合 埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的 方法。焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊 接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成 分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采 用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊 剂(主要是烧结焊剂)配合。 对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数 的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
埋弧焊时焊剂与焊丝的选配
格式:pdf
大小:8KB
页数:2P
4.3
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用 同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。一种 焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能 得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较 强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。焊 道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良 好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于

埋弧焊时焊剂与焊丝选配
格式:pdf
大小:12KB
页数:2P
4.6
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因 素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性 能将有很大的差别。一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在 低合金钢上都有这种合理的组合。 1对焊剂工艺性能及质量的要求 (1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊 缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高 的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表 面张力。焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣 容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次

埋弧焊焊丝焊剂选配
格式:pdf
大小:423KB
页数:20P
4.3
-1- 埋弧焊材料——焊丝、焊剂及选配 表1国产焊丝标准化学成分(gb/t14957——1994) 钢 种 牌号 化学成分(质量分数)(%) cmnsicrnimov其他 sp用途 ≤ 碳 素 结 构 钢 h08 h08a h08e h08mn h08mna h15a h15mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 — — — — — — — —
埋弧焊常用焊丝及配用焊剂
格式:pdf
大小:23KB
页数:2P
4.3
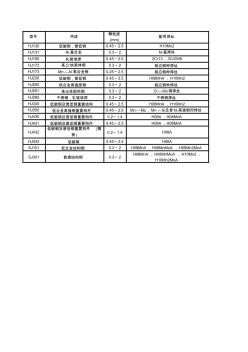
型号用途 颗粒度 (mm) 配用焊丝 hj130低碳钢,普低钢0.45~2.5h10mn2 hj131ni基合金0.3~2ni基焊丝 hj150轧辊堆焊0.45~2.52cr13,3cr2w8 hj172高cr铁索体钢0.3~2相应钢种焊丝 hj173mn—al高合金钢0.25~2.5相应钢种焊丝 hj230低碳钢,普低钢0.45~2.5h08mna,h10mn2 hj250低合金高强度钢0.3~2相应钢种焊丝 hj251珠光体耐热钢0.3~2cr—mo钢焊丝 hj260不锈钢,轧辊堆焊0.3~2不锈钢焊丝 hj330低碳钢及普低钢重要结构0.45~2.5h08mna,h10mn2 hj350低合金高强钢重要构件0.45~2.5mn—mo,mn—si及含ni高强钢用焊丝 hj430低碳钢及普低钢重要构件0
常见焊条焊丝型号牌号对照一览表 (2)
格式:pdf
大小:431KB
页数:19P
4.8
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557r
常见焊条焊丝型号牌号对照一览表
格式:pdf
大小:427KB
页数:19P
4.6
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557r
常见焊条焊丝型号牌号对照一览表.
格式:pdf
大小:431KB
页数:19P
4.5
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557r
常见焊条焊丝型号牌号对照一览表课件资料
格式:pdf
大小:431KB
页数:19P
4.4
压力容器用钢焊材一览表 类型牌号中国gb美国aws类型牌号中国gb美国aws 碳 钢 焊 条 thj422e4303— 不 锈 钢 焊 条 tha002e308l-16e308l-16 thj426e4316e6016tha022e316l-16e316l-16 thj427e4315e6015tha102e308-16e308-16 thj506e5016e7016tha107e308-15e308-15 thj507e5015e7015tha132e347-16e347-16 低 合 金 钢 焊 条 thj506re5016-ge7016-gtha137e347-15e347-15 thj507rhe5015-ge7015-gtha202e316-16e316-16 thj557r
铝焊丝铝焊条
格式:pdf
大小:46KB
页数:4P
4.7
常州三众焊材有限公司位于江苏省常州市,成立于2012年10月,总投资5000万人民币,占地50亩,现有 员工80余人。公司主要产品:“三众”牌气保焊丝、er50-6二保焊丝、er70s-6保护焊丝、co2焊丝、铝 焊丝、铝焊条、铝合金焊丝、er5356铝焊丝、4043铝焊丝、311铝焊丝、331铝焊丝、301铝焊丝 4047铝焊丝、5183铝焊丝、铝硅焊丝、不锈钢焊丝、焊接异钟钢不锈钢焊丝、耐高温不锈钢焊丝、耐强 酸不锈钢焊丝、er308不锈钢焊丝er308l不锈钢焊丝、er316l不锈钢焊丝,桶装焊丝帽、气体保护焊丝、 氩弧焊丝等各类特种焊丝。公司认证:iso9001质量体系认证,在2013年3月不锈钢和铝合金焊丝通过 ce、db、tuv和八国船级社联合认证。公司优势:完整研发团队,先进生
国内钢材焊条焊丝焊剂分类相关
文辑推荐
知识推荐
百科推荐


职位:城市规划项目负责人
擅长专业:土建 安装 装饰 市政 园林


