

噶米w基础钢筋焊接电渣压力焊闪光对焊技术交底
格式:pdf
大小:127KB
页数:16P
人气 :94
 4.5
4.5
下 面 是 赠 送 的 合 同 范 本 , 不 需 要 的 可 以 编 辑 删 除 ! ! ! ! ! ! 教 育 机 构 劳 动 合 同 范 本 为 大 家 整 理 提 供 , 希 望 对 大 家 有 一 定 帮 助 。 一 、 _ _ _ _ _ _ _ _ _ 培 训 学 校 聘 请 _ _ _ _ _ _ _ _ _ 籍 _ _ _ _ _ _ _ _ _ ( 外 文 姓 名 ) _ _ _ _ _ _ _ _ _ ( 中 文 姓 名 ) 先 生 /女 士 /小 姐 为 _ _ _ _ _ _ _ _ _ 语 教 师 , 双 方 本 着 友 好 合 作 精 神 , 自 愿 签 订 本 合 同 并 保 证 认 真 履 行 合 同 中 约 定 的 各 项 义 务 。 二 、 合 同 期 自 _ _ _ _ _ _ _ _ _ 年 _ _ _ _ _ _ _ _ _ 月 _ _ _ _




钢筋焊接--电渣压力焊
见证取样、送检记录(钢筋焊接) 质控(建)表4.1.4.8共页第页 工程名称泉州源龙工贸有限公司3#厂房施工单位 泉州市第一建 筑工程公司 见证材料 类别 钢筋焊接 检测 单位 区质检站 见证单位福建泉州工程咨询监理公司见证员黄庆贤见证证号04197 发证 单位 泉州市建设局 取样日期取样部位取样数量取样人签名见证人签名送检日期数量收到报告日期报告编号 2006.08.21底层柱筋电渣压力焊(φ22)3根2006.08.21/3根2006.08.23rz30600446 2006.08.21底层柱筋电渣压力焊(φ25)3根2006.08.21/3根2006.08.23rz30600446 2006.08.23底层柱筋电渣压力焊(φ20)6根2006.08.24/6根2006.08.25rz
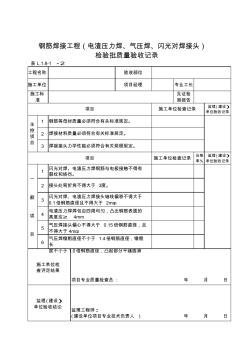
2903-钢筋焊接(电渣压力焊、气压焊、闪光对焊接头)
验收部位 项目经理专业工长 见证检 测报告 监理(建设) 单位验收记录 1 2 3 合格 率% 监理(建设) 单位验收记录 1 2 3 4 5 6 监理(建设) 单位验收结论 监理工程师: (建设单位项目专业技术负责人)年月日 主 控 项 目 一 般 项 目 气压焊接头偏心不得大于0.15倍钢筋直径,且 不得大于4mm。 气压焊镦粗直径不小于1.4倍钢筋直径,镦粗 长 度不小于1.0倍钢筋直径,凸起部分平缝圆滑 施工单位检 查评定结果 项目专业质量检查员:年月日 接头处弯折角不得大于3度。 闪光对焊、电渣压力焊接头轴线偏移不得大于 0.1倍钢筋直径且不得大于2mm。 电渣压力焊焊包应四周均匀,凸出钢筋表面的 高度应≥ 4mm 焊接接
编辑推荐下载
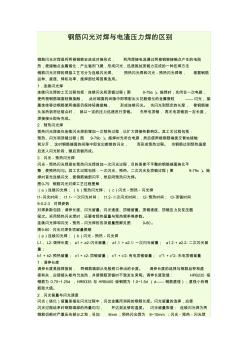
钢筋闪光对焊与电渣压力焊的区别
格式:pdf
大小:47KB
页数:4P
4.6
钢筋闪光对焊与电渣压力焊的区别 钢筋闪光对焊是将两根钢筋安放成对接形式,利用焊接电流通过两根钢筋接触点产生的电阻 热,使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法 钢筋闪光对焊的焊接工艺可分为连续闪光焊、预热闪光焊和闪光-预热闪光焊等,根据钢筋 品种、直径、焊机功率、施焊部位等因素选用。 1.连续闪光焊 连续闪光焊的工艺过程包括:连续闪光和顶锻过程(图9-79a)。施焊时,先闭合一次电路, 使两根钢筋端面轻微接触,此时端面的间隙中即喷射出火花般熔化的金属微粒——闪光,接 着徐徐移动钢筋使两端面仍保持轻微接触,形成连续闪光。当闪光到预定的长度,使钢筋端 头加热到将近熔点时,就以一定的压力迅速进行顶锻。先带电顶锻,再无电顶锻到一定长度, 焊接接头即告完成。 2.预热闪光焊 预热闪光焊是在连续闪光焊前增加一次预热过程,以扩大焊接热影响区。其

钢筋焊接(电渣压力焊)工艺评定 (2)
格式:pdf
大小:18KB
页数:4P
4.5
赵家园商品房二期工程一标段 钢筋焊接工艺评定 (φ14、φ16) 编制: 审核: 批准: 河南城建建设集团赵家园项目部 2012年4月10日 目录 1.目的 2.适用范围 3.依据性文件 4.焊接工艺 5.文件提供 1、目的:为确保赵家园商品房二期工程一标段钢筋现场接头的施工 质量满足设计国家规范要求,对其焊接接头进行工艺评定试验,判 定焊接工艺的可行性和接头的质量效果,从而确定操作工艺规程, 特进行工艺评定。 2、适用范围:本工艺评定适用于赵家园商品房二期工程一标段施 工现场发生的同规格、同型号的钢筋竖向接头的焊接。 3、依据性文件 3.1jgj18-2012《钢筋焊接及验收规程》 3.2gb50204-2002《混凝土结构工程施工质量验收规范》 4、焊接工艺 4.1焊接工
噶米基础钢筋焊接电渣压力焊闪光对焊技术交底热门文档
钢筋焊接(电渣压力焊)工艺评定
格式:pdf
大小:31KB
页数:6P
4.8
六安市大雁河改造b地块(文华家园)安置小区工程 钢筋焊接工艺评定 (直径14-25,电渣压力焊) 编制: 审核: 批准: 安徽华力建设集团有限公司 2015年5月15日 钢筋焊接工艺评定审批表 施工单位审批意见: 安徽华力大雁河改造b地块(文华家园)安置小区项目部 签字: 年月日 公司审批意见: 签字: 年月日 监理单位审批意见: 签字: 年月日 目录 1、目的 2、适用范围 3、依据性文件 4、焊接工艺 5、文件提供 1、目的 为确保六安市大雁河改造b地块(文华家园)安置小区工程 钢筋现场接头的施工质量满足设计国家规范要求,对其
钢筋(电渣压力焊)连接技术交底
格式:pdf
大小:15KB
页数:1P
4.7
钢筋连接(电渣压力焊)工程技术交底记录 2009年月日 工程名称 合肥市西环中心广场8#9#及 地下车库b段工程分项工程名称钢筋工程 部位基础(+0.000以下)施工班组钢筋班 交底内容: 1、熟悉施工图并理解设计意图,钢筋级别、规格必须符合图纸设计要求。发现问题及时提 出及上报。针对设计要求,班组长应在班前对下属职工认真交底,减少、杜绝问题的出现。 2、焊剂性能应符《gb5293》的规定。接头的位置应相互错开,在任一接头中心至长度为 35d的范围内接头受力钢筋面积的百分率应≤50%。连接件的砼保护层厚度宜满足国家现行 标准要求且不得小于15mm。 3、班组应加强竖向钢筋电渣压力焊的技术、质量控制,切实保证接头质量,减少轴线偏移、 弯折、咬边、未焊合、焊包不匀、气孔、烧伤、焊包下淌等质量缺陷,对不合格的接头,必 须割除重新施焊。切除接头时,应切热影响区的钢
电渣压力焊接柱筋技术交底
格式:pdf
大小:48KB
页数:1P
4.6
电渣压力焊接柱筋工程施工技术交底 1、本工程柱筋在ф20以上的均采用电渣压力焊接,其余采用搭接绑扎连接。 2、钢筋的级别、直径必须符合设计要求,具有合格证及复试报告。 3、焊剂采用碳素钢埋弧焊用焊剂,型号为hj401,焊剂应存放在干燥的地方,防止受 潮,如受潮使用前须经250-300度烘烤2h。焊剂应具有出厂合格证。 4、焊接必须持有有效的焊工考试合格证。 5、工艺流程:检查设备电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→ 放铁丝球→安放焊剂罐、填装焊剂→试焊作试件确定焊接参数→施焊→回收焊剂→卸下夹具 →质量检查。 6、电渣压力焊工艺过程:闭合电路→引弧→电弧过程→电渣过程→挤压断电。 7、钢筋安装之前,焊接部位和电极钳口接触的钢筋表面上的锈斑、油污、杂物等清除 干净。钢筋端部要平直,不能弯折、扭曲。 8、钢筋电渣压力焊焊接参数 9、夹具的下钳,应夹紧于下钢筋端部的
钢筋焊接(闪光对焊)
格式:pdf
大小:79KB
页数:5P
4.6
技术负责人交底人接受交底人 本表由施工单位填写,交底部门与接受交底部门各存一份。第1页(共5页) 技术交底记录编号004 工程名称首钢迁钢2#高炉基础及出铁场 平台基础 施工单位首建二公司迁钢项目部 1施工准备 材料及主要机具: 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋 还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断 机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据表4-20 焊机型号un1-50un1-75 un1-10 0 un2-150 un17- 150-1 动夹具传动方式杠杆挤压弹簧(人力操纵) 电动机凸 轮 气—液 压 额定容量kva5
噶米du电渣压力焊技术交底
格式:pdf
大小:179KB
页数:9P
4.5
1、本表由施工单位填写,交底单位和接受单位各存一份。 2、当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填写。 技术交底记录 表c2-1 编号 工程名称 鹰潭恒大绿洲4—14#楼主体及配套 工程——10#楼交底日期2011年4月 施工单位中铁建设集团有限公司分项工程名称钢筋工程 交底提要电渣压力焊技术交底 交底内容: 一、主要材料 1.钢筋:有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要 求,并应有可焊性试验。直径14~22mm的竖向钢筋连接使用电渣压力焊。 2.焊剂 (1)电渣压力焊和埋弧压力焊的焊剂采用hj431。 (2)焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 (3)使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 (4)焊剂应有出厂
噶米基础钢筋焊接电渣压力焊闪光对焊技术交底精华文档
_钢筋电渣压力焊技术交底
格式:pdf
大小:81KB
页数:7P
4.3
表c1-3技术交底记录 工程名称东兴佳园1#楼交底部位柱 工程编号日期2014年10月20日 交底内容: 1范围 本工程用于建筑现浇钢筋混凝土结构中直径18—25mm的i—ⅱ级竖向或斜向(倾斜度4:1范围 内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应 有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔 炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应
钢筋电渣压力焊技术交底
格式:pdf
大小:221KB
页数:19P
4.4
工程名称交底部位 工程编号日期 交底内容: 钢筋电渣压力焊 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 14~40mm的ⅰ~ⅱ级竖向或斜向(倾斜度4∶1范围内)钢筋的连 接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证 明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足 焊接要求,并应有可焊性试验。 2.1.2焊剂。 2.2.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规 定。焊剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高 硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使 用前须经250~300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并
电渣压力焊钢筋技术交底
格式:pdf
大小:119KB
页数:8P
4.6
1 技术交底记录 表c2-1 资料编号001 工程名称 包头市北梁棚户搬迁改造安置房三 期工程地块三13#楼 交底日期 施工单位中国化学工程第七建设有限公司分项工程名称电渣压力焊 交底提要 电渣压力焊钢筋技术交底 交底内容: 审核人交底人接受交底人 本表由施工单位填写。 一、材料要求 1钢筋: 钢筋的牌号、直径必须符合设计要求,有出厂证明书及复试报告单(并注意混合批的取样要 求)。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2焊剂: 焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj431,常用的为熔炼 型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250℃~300℃烘焙2h。有烘 焙记录。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合
钢筋电渣压力焊技术交底
格式:pdf
大小:59KB
页数:5P
4.8
技术交底记录 工程名称 曦城花语小区四区22#、 25#、26#楼及地下车库四 交底部位电渣压力焊 工程编号日期2014.2.27 交底内容: 一、施工准备 1、技术准备 (1)施工图纸会审已完成,各项技术保证措施、钢筋施工方案已审批,项目技术负责人 根据施工方案已进行安全、质量、技术交底。 (2)在工程施工前,对进场钢筋进行焊接工艺试验(可焊性)。可焊性试验、工艺检验合 格后方可进行焊接施工。 (3)参加电渣压力焊施工的人员已进行技术培训,已考核合格且持证上岗操作。 2、材料准备 (1)根据设计要求,工程所用钢筋种类、规格必须符合要求,并经检验合格。 (2)焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂应有出厂合格证。 3、机具准备 手工电渣压力焊设备:焊接电源、控制箱、焊剂夹具等。 4、作业条件 (1)钢筋进场后经检查有出厂质量证明、复试报告,并
电渣压力焊钢筋技术交底 (2)
格式:pdf
大小:45KB
页数:5P
4.3
.... 一、材料要求 1钢筋: 钢筋的牌号、直径必须符合设计要求,有出厂证明书及复试报告单(并注意混合批的取样要 求)。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2焊剂: 焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj431,常用的为熔炼 型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250℃~300℃烘焙2h。有烘 焙记录。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 焊剂应有出厂合格证。 二、主要机具 1手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等。 2自动电渣压力焊设备(应优先采用)包括:焊接电源、控制箱、焊接夹具、操作箱、焊接 机头等。 3焊接电源。钢
噶米基础钢筋焊接电渣压力焊闪光对焊技术交底最新文档
电渣压力焊钢筋技术交底
格式:pdf
大小:49KB
页数:6P
4.3
一、材料要求 1钢筋: 钢筋的牌号、直径必须符合设计要求,有出厂证明书及复试报告单(并注意混合批 的取样要求)。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有 可焊性试验。 2焊剂: 焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj431,常用的 为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250℃~300℃烘焙 2h。有烘焙记录。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 焊剂应有出厂合格证。 二、主要机具 1手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等。 2自动电渣压力焊设备(应优先采用)包括:焊接电源、控制箱、焊接夹具、操作 箱、焊接机头等。 3焊接电源。钢筋电渣压力焊宜采用次级空载电压较高(tsv以上)的交流或直流 焊接电源(一般32
钢结构手工电弧焊焊接---技术交底钢筋电渣压力焊---技术交底
格式:pdf
大小:21KB
页数:15P
4.5
钢结构手工电弧焊焊接 1.1本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安 装手工电弧焊焊接工程。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按 要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无 规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随 用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应 与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合
噶米闪光对焊技术交底
格式:pdf
大小:90KB
页数:10P
4.7
闪光对焊技术交底 一、闪光对焊施工要求:1、钢筋进入现场后经试验室取样作试验合格后 方可使用,主筋对焊前先将钢筋调直,接头应采用闪光对焊,操作过程 中控制好电流,速度由慢到快,一般是0.1~1.5mm/s或0.1~ 2.0mm/s,在闪光过程结束时达到闪光强烈,以次保持焊缝金属不受氧化。 2、采用闪光对焊接头时,应符合下列规定:(1)、每批钢筋焊接前,应 先选定焊接工艺和参数,按实际条件进行试焊,并检验接头外观质量及规 定的力学性能。要在试焊质量合格和焊接工艺确定后,方可正式施焊。 (2)、每个焊工均应在每班工作开始时,先按实际条件试焊2个对接接 头试件,并做冷弯试验,待其结果合格后方可正式施焊。 3、冬期闪光对焊施工(1)、冬期的闪光对焊施工宜在室内进行,焊接时 的环境温度不宜低于零摄氏度。(2)、钢筋应提前运入车间,焊接后的钢 筋应完全冷却后才能
电渣压力焊接技术交底记录
格式:pdf
大小:25KB
页数:1P
4.5
棠湖〃十里书香一期1#楼建设单位 四川省兴恒信项目管理咨询有 限公司 施工单位 钢筋工程(电渣压力焊接)交底日期 接受人签字 sg-006 技术交底 工程名称巴中棠湖教育投资有限公司 监理单位中铁一局集团建筑安装工程有限公司 交底部位2017年4月26日 交底人签字 交底内容: 注册建造师(项目经理):(签字) 注:本表一式四份,建设单位、监理单位、施工单位、城建档案馆各一份。 四川省建设厅制 参加单位 及人员 1、施工条件及准备准备 1材料: 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2焊剂: (1)焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔 炼型高锰高硅低氟焊剂或中锰高硅低氟
电渣压力焊接技术交底
格式:pdf
大小:6KB
页数:3P
4.4
——文章来源网络,仅供个人学习参考 电渣压力焊接技术交底 电渣压力焊接技术交底 本工程基础、主体工程暗柱钢筋连接采用电渣压力焊连接。 一、施工准备: 1.材料: a.钢筋:必须有出厂证明和钢筋复试报告,性能指标符合有关规范规定。 b.焊剂,必须有出厂证明,焊接前必须用此焊剂试剂合格后方可使用。 2.作业条件: a.焊接设备齐全,并经检查合格。 b.焊工必须持有效焊工证,并符合国家标准的规定。 c.施工前搭好操作架子。 d.施焊前现场应做同等条件的试验,确定合格的工艺参数,检查外观及强度是否合 格。 e.做好钢筋的下料工作,计算下料长度时,应考虑焊接接头的压缩量,每个接头的 压缩量约为一个焊接钢筋直径的长度。 f.接头位置应留在直线上,不得在钢筋的弯曲处。 二、施工方法: 1.钢筋处理:进行电渣焊钢筋端头不得形成马蹄形、压偏形、凸凹不平或弯曲,必 要时用无齿锯切割,保证钢筋端头断面和轴线
技术交底记录(钢筋电渣压力焊接)
格式:pdf
大小:43KB
页数:3P
4.6
技术交底记录 表b2编号:001 工程名称武汉市公安消防局洪山八一路消防站交底时间2011年5月20日 交底提要: 钢筋电渣压力焊接工程 交底内容: (包括工程中的关键性施工技术问题;保证工程施工质量的施工方法、技术措施和安全措施;施工 质量标准及验收规范的有关条文;施工图中必须注意的尺寸、标高、轴线及预埋件、预留孔位置; 设计变更的具体情况;质量和安全操作要求等) 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人 员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗
钢筋电渣压力焊接工程技术交底 (2)
格式:pdf
大小:16KB
页数:2P
4.3
钢筋电渣压力焊接工程技术交底 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内 部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相 适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力 焊的钢筋各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~250144 18250~300155 20300~350175 2
钢筋电渣压力焊接工程技术交底
格式:pdf
大小:42KB
页数:3P
4.7
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200

钢筋电渣压力焊接技术交底
格式:pdf
大小:6KB
页数:2P
4.6
钢筋电渣压力焊接技术交底 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 (二)材料要求 钢筋的级别、规格应符合设计要求,并且有产品合格证、出厂检测报告和进场复验报告。 (三)施工机具 焊接电源、控制箱、操作箱、焊接机头等。 二、质量要求 钢筋电渣压力焊接工程质量要求按照《混凝土结构工程施工质量验收规范》(gb50204-2002)章节中相应部分。 三、工艺流程 检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹其和钢筋→安放铁丝球(也可省
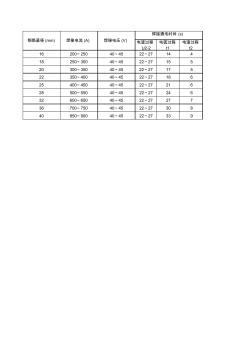
钢筋电渣压力焊焊接参数
格式:pdf
大小:14KB
页数:1P
4.5
电渣过程 u2-2 电弧过程 t1 电渣过程 t2 16200~25040~4522~27144 18250~30040~4522~27155 20300~35040~4522~27175 22350~40040~4522~27186 25400~45040~4522~27216 28500~55040~4522~27246 32600~65040~4522~27277 36700~75040~4522~27308 40850~90040~4522~27339 焊接通电时间(s) 钢筋直径(mm)焊接电流(a)焊接电压(v)
噶米基础钢筋焊接电渣压力焊闪光对焊技术交底相关
文辑推荐
知识推荐
百科推荐


职位:初级安全工程师
擅长专业:土建 安装 装饰 市政 园林


