

对工件与硬质合金焊接质量保证的分析
格式:pdf
大小:271KB
页数:2P
人气 :75
 4.7
4.7
在某些切削刀具或量具产品的零件中,需要刀具的切削刃具有高硬度、量具测面有很好的耐磨性。为满足这样的要求,在产品的结构设计上,可在相应部位加上一个硬质合金片,在加工中采用焊接的加工工艺将工件与硬质合金片焊接。在工件与合金片焊接时,焊接接头的焊接质量非常重要,它对焊接完成后所进行的机械加工和使用要求有重大影响。如焊接质量不好,就会造成在后序进行的机械加工中,



 提高硬质合金钻头的焊接质量
提高硬质合金钻头的焊接质量 提高硬质合金钻头的焊接质量
钻探工程中,经常出现硬质合金块碎裂或脱落的问题,除地层结构等的影响和使用钻具不当外,硬质合金钻头的焊接质量不高是一个重要原因.因此,提高硬质合金钻头的焊接质量,改进钻头焊接工艺十分必要.由于硬质合金较脆,导热性差,热后收缩率大,如果焊接不当,便会引起内应力增大而造成裂纹.

硬质合金与钢的激光焊接
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net
编辑推荐下载
硬质合金与钢的焊接可行性分析
格式:pdf
大小:153KB
页数:16P
4.6
张家界航空工业职业技术学院课程设计 第1页共16页 硬质合金与钢的焊接可行性分析报告 【摘要】硬质合金是一种以难熔金属化合物(wc、tac、tic、nbc等)为基体,以过渡族 金属(co,fe,ni)为粘结相,通过粉末冶金方法制备的金属陶瓷工具材料,它具有高强度、 高硬度、高弹性模量、耐磨损、耐腐蚀、热膨胀系数小以及化学性质较为稳定等优点,广泛 应用于切削工具、耐磨零件、采矿与筑路工程机械等领域。硬质合金与钢的焊接主要用于机 械加工的刀具、刃具、模具、采掘工具和以耐磨作为主要性能的各种零部件,特点是可以节 省大量的贵重金属,降低生产成本,提高零部件的使用寿命。尤其是硬质合金工具在各工业 部门已经得到广泛的应用,并收到了显著的效果。硬质合金的材质脆硬、韧性差而且价格高, 这些因素使其难以被制成大尺寸、形状复杂的构件加以应用,而硬质合金与钢体材质的焊接 是弥补其不足的主要方法,合适可
工件与硬质合金焊接质量保证的分析热门文档
硬质合金焊接式麻花钻的制造和实验研究 硬质合金焊接式麻花钻的制造和实验研究
格式:pdf
大小:487KB
页数:3P
4.5
硬质合金焊接式麻花钻头能够充分地利用硬质合金实心棒料和油孔棒料的料头,节约制造成本。在研究了焊接和实际的加工条件后改进了一种新的加工工艺。经实验证明可达到整体硬质合金麻花钻的使用寿命。
 金刚石与硬质合金钎焊接头应力场分析
金刚石与硬质合金钎焊接头应力场分析 金刚石与硬质合金钎焊接头应力场分析
格式:pdf
大小:706KB
页数:5P
4.5
采用ansys有限元数值模拟软件,运用瞬态非线性分析的方法,模拟出以ag-cu-ti为钎料的金刚石与硬质合金钎焊接头的焊后应力场,并预报出钎缝厚度对钎焊接头应力大小和分布的影响,从而分别得出焊后金刚石层、钎料层与硬质合金区域的应力场分布,通过对应力场彩云图以及数据组的综合分析,找到焊后应力集中的危险区域;在数控真空钎焊炉中进行钎焊试验,由于施加压力的不同,得出钎缝厚度不同的焊接试件。而后进行抗剪强度试验,得出了钎料层厚度并不是越厚越好,而是存在一个最佳值的规律,计算所得规律与试验结果基本吻合。
综述:硬质合金
格式:pdf
大小:171KB
页数:7P
4.5
硬质合金的研究和应用 thestudiesandapplicationsofcementedcarbide 作者:何梓秋机械类创新实验班3112010441 内容摘要:硬质合金由于具有高硬度,高抗压强度,高热硬性以及高耐磨性,高 耐腐蚀性,常用于制造切削工具和耐磨零部件。广泛应用于军工、航天航空、机 械加工、冶金等领域。本文将通过新型硬质合金的研发和硬质合金制造工艺的进 步两条路径对硬质合金的研究进行介绍。再结合各种硬质合金的特性,介绍其具 体的应用。 abstract:becausecementedcarbidehashighhardness,highcompressive strength,highabrasiveresistanceandhighcorrosionresistance,itis alwaysused
硬质合金与金刚石焊接用热绝缘剂的试验研究 硬质合金与金刚石焊接用热绝缘剂的试验研究
格式:pdf
大小:541KB
页数:4P
4.5
通过单颗粒金刚石的烧蚀试验和氧乙炔堆焊试样的耐磨性试验,开发出适用于超硬材料焊接用的热绝缘剂。试验研究表明:(1)热绝缘剂的使用使金刚石受高温作用后其晶体形态保持良好,单颗粒的抗压力基本保持不变,球形硬质合金的球形保持完好;(2)热绝缘剂对保持金刚石和硬质合金良好的耐磨性效果显著;(3)热绝缘剂的使用避免了超硬材料的烧蚀现象和金刚石高温焊接时出现变质或石墨化,降低了超硬材料的使用量,提高了超硬材料工具的使用可靠性,为超硬材料的应用开辟了更广阔的前景
工件与硬质合金焊接质量保证的分析精华文档
硬质合金与碳钢电子束对接焊接头的显微组织 硬质合金与碳钢电子束对接焊接头的显微组织
格式:pdf
大小:746KB
页数:4P
4.5
选用yg30硬质合金与45钢进行电子束对接焊复合试验,用扫描电镜、波长分散x射线谱仪对焊接接头显微组织进行了分析。结果表明:当电子束电流小、焊接速度慢时,焊接接头易形成有害的η相,η相分布于yg30/焊缝界面区域,并聚集长大,η相层厚度约10μm;焊接过程中硬质合金脱碳和铁向硬质合金迁移是η相形成的主要原因。
YG8C硬质合金钎头的焊接工艺及质量改进措施 YG8C硬质合金钎头的焊接工艺及质量改进措施
格式:pdf
大小:523KB
页数:4P
4.7
在分析了钎头钎焊质量和存在问题的基础上,对其高频感应钎焊工艺参数,包括钎缝间隙、加热速度、冷却速度、感应圈设计、焊件表面状况和钎料加入方式等进行了探讨和优选,同时提出了降低钎头焊接残余应力的措施。对比试验证明,钎头钢体以40mnmov替代40cr,钎料以801号替代105号,钎头的质量和使用寿命都得以提高
YG8C硬质合金钎头的焊接工艺及质量改进措施
格式:pdf
大小:211KB
页数:4P
4.3
ξ 第34卷 第4期 2003年7月 太原理工大学学报 journaloftaiyuanuniversityoftechnology vol.34no.4 july2003 文章编号:100729432(2003)0420455204 yg8c硬质合金钎头的焊接工艺 及质量改进措施 张红霞 1 ,韩福忠 2 ,王文先 1 (11太原理工大学材料学院,山西太原030024;21太原理工大学机电厂,山西太原030024) 摘 要:在分析了钎头钎焊质量和存在问题的基础上,对其高频感应钎焊工艺参数,包括钎缝 间隙、加热速度、冷却速度、感应圈设计、焊件表面状况和钎料加入方式等进行了探
工件与硬质合金焊接质量保证的分析最新文档
工具钢和硬质合金的钎焊问题-文档
格式:pdf
大小:9KB
页数:5P
4.4
工具钢和硬质合金的钎焊问题 工具钢和硬质合金在具体的使用中常常会需要进行焊接,这 里简单谈谈这两类金属的钎焊焊接问题。 1工具钢和硬质合金的钎焊焊接性分析 工具钢和硬质合金都是用来制造工具、刀具、量具、模具等 的重要材料,它们共同特点是碳和合金元素含量高,并具有高硬 度和高耐磨性能。但它们又都较脆,如果用来制造切削刀具等, 就不能承受复杂的工作载荷,例如弯曲、冲击和交变载荷等。因 此,总是把它们作成小块的镶嵌件,钎焊到由强韧钢制造的工具 基体的工作部位上,由强韧钢来承受冲击和交变载荷。这样做不 仅综合的满足了刀具工作性能要求,同时又节省了大量昂贵的金 属,降低了工具成本。现在已广泛应用于制造各种金属切削刀具、 矿山采掘、石油钻井、地质勘探,以及各种量具、模具和耐磨损 机械零件。 硬质合金是以高硬度的、难熔的碳化物(如wc、tic、tac、 nbc和vc等)为基,加入粘
立磨磨辊耐磨硬质合金的堆焊工艺 立磨磨辊耐磨硬质合金的堆焊工艺
格式:pdf
大小:213KB
页数:2P
4.4
立磨磨辊是水泥立磨的主要消耗部件之一,它的使用情况直接关系到立磨的生产效率和质量。采用在磨辊辊套堆焊耐磨硬质合金的技术,近些年来在水泥立磨行业广泛应用,并取得很好的应用效果,这对提高立磨生产效率,延长立磨使用寿命,降低生产成本具有重要意义。我公司生产的立磨磨辊磨损形式主要以颗粒磨损和低应力磨损为主,近期在多方协助下,公司利
YG6硬质合金与40Cr钢钎焊接头减应措施研究 YG6硬质合金与40Cr钢钎焊接头减应措施研究
格式:pdf
大小:241KB
页数:4P
4.4
用不同厚度的cu箔、ni箔作为缓解接头残余应力的中间层材料,以ag-cu共晶合金箔为钎料在880℃,10min的工艺参数条件下对yg6硬质合金和40cr钢进行了真空钎焊试验。研究结果证实,采用ni箔做中间层能有效地降低接头应力,大幅提高接头强度;cu箔能有效降低接头残余应力,但cu本身强度偏低,同时钎焊过程中大量溶解,使中间层的实际厚度明显减薄,加之钎缝与中间层界面处组织不均匀且存在较严重的晶界渗入现象从而严重制约了接头强度的提高;研究结果还表明,中间层厚度对接头强度也有明显的影响,只有在最佳厚度范围内才能达到最佳降低应力、提高接头强度的效果。
金属补偿片在真空紫铜焊接硬质合金钎头中的应用 金属补偿片在真空紫铜焊接硬质合金钎头中的应用
格式:pdf
大小:385KB
页数:4P
4.6
目前,我国矿山使用的硬质合金钎头,大多数采用高频感应焊接,也有少数采用真空电阻炉和辐射加热电阻炉焊接的。用上述方法焊接的钎头,其焊缝都存在着不同程度的开裂现象和空洞等缺陷。焊缝开裂的主要原因是由于硬质合金片和钎头壳体钢材的线膨胀系数不同所引起的。当焊接加热时,硬质合金片和钢体都能自由膨胀,在焊后冷却收缩过程中,钢体要比硬质合金片收缩量大,因此它们之间产生了收缩差。如φ40毫米一字型钎头的焊缝收缩差达0.16毫米。该收缩差,除了靠极薄的焊缝塑性来抵消一小部分外,绝大部分以应力状态存在着。这种应力对焊缝是拉应力。当这个力大于焊缝连接强度时,焊缝就会开裂,严重地影响焊缝质量。导致钎头在凿岩过程中,硬质合金片的脱落或碎片,造成钎头早期报废。为了提高真空紫铜焊接硬质合金钎头的

硬质合金工具钢钎焊
格式:pdf
大小:23KB
页数:2P
4.5
硬质合金工具钢钎焊 钢材技术2009-08-2913:55阅读4评论0 字号:大中小 1、钎焊性 工具钢通常包括碳素工具钢、合金工具钢和高速钢,而硬质合金是碳化物(如wc、tic等)与粘结金属 (如co等)经粉末烧结而成的。工具钢和硬质合金的钎焊技术主要用于刀具、模具、量具和采掘工具的制造 上。 工具钢钎焊中的主要问题,是它的组织和性能易受钎焊过程的影响。如果钎焊工艺不当,极易产生高 温退火、氧化及脱碳等问题。例如高速钢w18cr4v的淬火温度为1260—1280℃,为避免上述问题的发生, 确保切削时具有最大的硬度和耐磨性,要求钎焊温度必须与淬火温度相适应。 硬质合金的钎焊性是较差的。这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离 碳,从而妨碍钎料的润湿。此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。 因此
引线焊接质量保证及焊接台制作 引线焊接质量保证及焊接台制作
格式:pdf
大小:108KB
页数:未知
4.6
在业内普遍存在着导线焊接或引线分接头焊接而导致的质量问题,但自从我公司针对此项问题隐患展开了定期的跟踪指导和质量控制.到目前为止,没有发生任何一起由焊接本身引起的焊接质量问题.同时,通过工艺文件及工艺操作表,对操作者积极开展定期培训和指导的方针,以严把材料关、生产关、检测关等质量“三关”.使操作者更加深刻地理解使用方法及注意事项,从而做到以更好的保证产品质量为目的.另外,为了保证引线分接头的焊接质量可谓是重中之重,对此我们设计了焊接引线分接头的焊接台,它的设计制作不仅可以提高工作效率,还能够改善焊接条件和保证焊接质量.
保证铝合金油箱的焊接质量 保证铝合金油箱的焊接质量
格式:pdf
大小:158KB
页数:未知
4.7
采用唐山松下的400ge2焊机对铝合金油箱进行焊接,通过“低脉冲等级”,“低脉冲比率”两个参数来控制热输入量和填丝量,通过“低脉冲频率”控制焊缝的成型,三个参数协调使用,再结合焊接专机的运动速度,能够得到完美的“鱼鳞”焊缝。
阀门闸板密封面硬质合金堆焊的焊接工艺探讨 阀门闸板密封面硬质合金堆焊的焊接工艺探讨
格式:pdf
大小:137KB
页数:1P
4.4
就阀门闸板密封面硬质合金堆焊生产过程中,常见的焊接缺陷如裂纹、硬度不够、气孔等问题进行了分析,结合本人在长期的生产实践中所积累和掌握的技术及知识,探索和总结出一些异种钢堆焊的经验及焊接工艺,通过在生产工作中的应用,取得了较为满意的效果。
硬质合金牌号
格式:pdf
大小:67KB
页数:4P
4.5
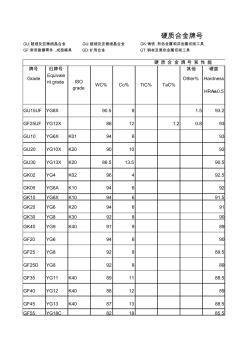
gu:超细及亚微细晶合金gu:超细及亚微细晶合金gk:铸铁.有色金属和非金属切削工具 gf:常用耐磨零件,成型模具gd:矿用合金gt:钢材及黑色金属切削工具 牌号旧牌号其他硬度 gradeequivale ntgrade other%hardness hra±0.5 gu15ufyg8x90.581.593.2 gf25ufyg12x86121.20.893 gu10yg6xk0194693 gu20yg10xk20901092 gu30yg13xk2086.513.590.5 gk02yg4k0296492.5 gk05yg6ak1094692 gk10yg6xk1094691.5 gk20yg6k2094691 gk30yg8k3092890 gk40yg
硬质合金取心钻头
格式:pdf
大小:2.4MB
页数:4P
4.6
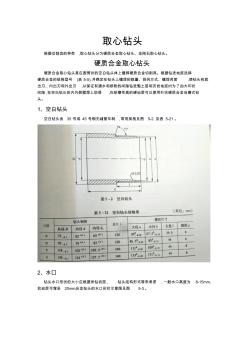
取心钻头 根据切削齿的种类,取心钻头分为硬质合金取心钻头、金刚石取心钻头。 硬质合金取心钻头 硬质合金取心钻头是在圆筒状的空白钻头体上镶焊硬质合金切削具。根据钻进地层选择 硬质合金的规格型号(表5-5),并确定在钻头上镶焊的数量、排列方式、镶焊角度,使钻头有底 出刃、内出刃和外出刃,以保证有通水和排粉的间隙钻进黏土层和页岩地层时为了加大环状 间隙,在空白钻头的内外侧壁焊上肋骨,在研磨性高的硬地层可以使用针状硬质合金自磨式钻 头。 1、空白钻头 空白钻头由35号或45号钢无缝管车制,常用规格见图5-2及表5-21。 2、水囗 钻头水口形状的大小应根据所钻岩层、钻头结构形式等来考虑,一般水口高度为8-15mm, 软岩层可增至20mm,合金钻头的水口形状示意图见图5-3。 3、硬质合金的排列和出刃 硬质台金切削具在钻头底唇面的排列形式基本有三种,见图
工件与硬质合金焊接质量保证的分析相关
文辑推荐
知识推荐
百科推荐


职位:水文水资源工程师
擅长专业:土建 安装 装饰 市政 园林


