




镦粗直螺纹套筒连接工法
镦粗直螺纹套筒连接 施工工法 中铁十四局集团五公司 二00七年十二月 -1- 镦粗直螺纹套筒连接施工工法 一、前言 多节钢筋笼对接时钢筋接头以前多采用帮条焊形式,不仅浪费材料,而且焊接速 度慢,质量极不稳定,难以保证工程进度和质量,近期逐渐被机械连接所取代,相继开 发出锥螺纹、镦粗直螺纹、挤压肋滚压直螺纹、剥肋滚压直螺纹等连接技术。尤其是镦 粗直螺纹套筒连接方式,近期正逐步得到推广。 二、特点 镦粗直螺纹套筒连接具有以下特点: 1、强度高; 镦粗段钢筋切削螺纹后所得截面积大于钢筋原截面积,即螺纹不削弱截面,从而确 保接头强度大于钢筋母材强度,能达到(jgj107—96)《钢筋机械连接通用技术规程》中 a级接头标准。 2、拼装速度快; 直螺纹套筒短,螺纹丝扣数少,连接时将套筒套在钢筋上用普通扳手拧紧即可,大 大降低劳动强度,节约时间。多节钢筋笼对接拼装
镦粗直螺纹套筒连接施工工法
广明高速公路延长线工程 第1页共7页 镦粗直螺纹套筒连接施工工法 1.前言 多节钢筋对接时的钢筋接头,以前多采用焊接或绑扎搭接,不仅浪费材料,而且焊 接速度慢,焊接质量不稳定,难以保证工程的进度和质量。广明高速公路延长线工程设 计要求,直径≥25mm的钢筋采用机械连接,结合本项目的工程特点及标准化施工要求, 钢筋采用集中加工。为满足设计要求,节约材料,保证钢筋连接的质量,工程进度满足 要求,钢筋连接采用镦粗直螺纹套筒连接。 2.工法特点 2.0.1强度高:镦粗段钢筋滚轧螺纹后所得截面大于钢筋母材截面,从而确保接头 强度大于钢筋母材强度。 2.0.2钢筋连接速度快:采用直螺纹套筒连接,连接时将套筒在钢筋上用力矩扳手 拧紧即可,大大降低劳动强度,节约时间。对多节钢筋笼的连接速度大大加快,施工效 率提高明显。 2.0.3适应性强:实施连接时不需用电、不需用气,无名火作业,无空
编辑推荐下载

钢筋镦粗直螺纹套筒连接施工要点分析
格式:pdf
大小:8KB
页数:1P
 4.7
4.7
结合工程实例,介绍了镦粗直螺纹钢筋接头的工作原理及其选材,并对镦粗直螺纹套筒连接的施工要点进行了分析,提出保证施工质量的有效措施,最终取得良好的经济效益。

钢筋镦粗直螺纹套筒连接施工要点分析
格式:pdf
大小:301KB
页数:2P
4.6
结合工程实例,介绍了镦粗直螺纹钢筋接头的工作原理及其选材,并对镦粗直螺纹套筒连接的施工要点进行了分析,并提出保证施工质量的有效措施,最终取得良好的经济效益。
钢筋连接技术镦粗直螺纹套筒连接热门文档
直螺纹套筒连接
格式:pdf
大小:43KB
页数:3P
4.4
技术交底记录 2011年月日鲁jj-005□□□ 工程名称龙熙园小区住宅施工单位江苏建兴建工集团 交底部位钢筋连接工序名称钢筋直螺纹套筒连接 交底提要:钢筋加工机械、丝头加工质量要求、检验措施及连接要求。 交底内容: 1施工准备 1.1材料准备 本工程直径大于20的三级钢筋均采用直螺纹连接,钢筋应有出厂合格证和检测报告。 1.2连接套筒 本工程采用钢筋滚压直螺纹套筒连接技术,所采用的连接套筒,有出厂合格证及材质证明 书,套筒表面有规格标记。规格有?20,?22、?25。 1.3机具设备 直螺纹套丝机1台、无齿锯、专用锯片切割机、力矩扳手、量规等 1.4作业条件 1.4.1参加接头施工的操作人员已进行技术培训,套接合格,班组人员相对固定。 1.4.2机械设备经维修试用,测力扳手经检验,并满足施工要求。 1.4.3直螺纹套和钢筋端头已清理、去污,按规格尺寸加工,存放
钢筋墩粗直螺纹套筒连接 (2)
格式:pdf
大小:36KB
页数:3P
4.4
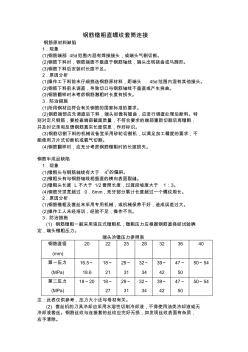
钢筋镦粗直螺纹套筒连接 钢筋原材料缺陷 1.现象 (1)钢筋端部45d范围内混有焊接接头,或端头气割切断。 (2)钢筋下料时,钢筋端面不垂直于钢筋轴线,端头出现挠曲或马蹄形。 (3)钢筋下料后安装时长度不足。 2.原因分析 (1)操作工下料前末仔细挑选钢筋原材料,距端头45d范围内混有其他接头。 (2)钢筋下料前未调直,导致切口与钢筋轴线不垂直或产生挠曲。 (3)钢筋翻样时未考虑钢筋澈粗时长度有损失。 3.防治措施 (1)所用钢材应符合有关钢筋的国家标准的要求。 (2)钢筋端部应先调直后下料,端头如微有翘曲,应进行调直处理后断料。特 别对定尺钢筋,要检查端部截面质量,不符合要求的端部重新切割后再镦粗, 并及时记录和反馈钢筋真实长度信息,作好标识。 (3)钢筋切割下料的机械设备宜采用砂轮切割机,以满足加工精度
钢筋滚压直螺纹套筒连接
格式:pdf
大小:5KB
页数:2P
4.5
钢筋滚压直螺纹套筒连接 滚压直螺纹钢筋加工方法: 1、直接滚压螺纹加工。型号:gzl-32、gyzl-40、gsj-40、hgs40 等。特点:加工简单,设备投入少,但螺纹精度差,由于钢筋粗细不 均导致螺纹直径差异对精度有影响,,施工受影响。 2、挤肋滚压螺纹钢筋。采用专用挤压设备先将钢筋的横肋和纵肋进 行预压平处理,然后再进行滚压螺纹。其目的是减轻钢筋肋对成型螺 纹的影响。此法对螺纹精度有一定的提高,但扔不能从根本上解决钢 筋直径差异对螺纹精度的影响,加螺纹需要二套设备。 3、剥肋滚压螺纹钢筋加工。钢筋剥肋滚丝机型号:ghg40、ghg50 等。先对钢筋的横肋和纵肋进行处理后,是钢筋滚丝前的柱体直接达 到同一尺寸,然后再进行螺纹滚压成型。此法螺纹精度高,接头质量 稳定,施工速度快,价格适中。工作过程:将待加工钢筋夹持在夹钳 上,开动机器,拌动进给装置,使动力头向前,开始剥
钢筋墩粗直螺纹套筒连接
格式:pdf
大小:35KB
页数:3P
4.4
钢筋镦粗直螺纹套筒连接 钢筋原材料缺陷 1.现象 (1)钢筋端部45d范围内混有焊接接头,或端头气割切断。 (2)钢筋下料时,钢筋端面不垂直于钢筋轴线,端头出现挠曲或马蹄形。 (3)钢筋下料后安装时长度不足。 2.原因分析 (1)操作工下料前末仔细挑选钢筋原材料,距端头45d范围内混有其他接头。 (2)钢筋下料前未调直,导致切口与钢筋轴线不垂直或产生挠曲。 (3)钢筋翻样时未考虑钢筋澈粗时长度有损失。 3.防治措施 (1)所用钢材应符合有关钢筋的国家标准的要求。 (2)钢筋端部应先调直后下料,端头如微有翘曲,应进行调直处理后断料。特 别对定尺钢筋,要检查端部截面质量,不符合要求的端部重新切割后再镦粗, 并及时记录和反馈钢筋真实长度信息,作好标识。 (3)钢筋切割下料的机械设备宜采用砂轮切割机,以满足加工精度

钢筋直螺纹套筒连接
格式:pdf
大小:161KB
页数:7P
4.4
钢筋连接套筒 目录 1特点 2技术特点 3技术方向 4优缺点 5机械连接类型 1特点 钢筋连接套筒的特点:1.采用国际45号钢材,特殊制造工艺,尺寸精度高,质量可靠。2.可连接ф16-ф40mm的hrb335级和hrb400 级带肋钢筋。3.经过国家建筑工程质量监督检验中心检测,达到jgj107-2010中 的i级接头标准。4.标准型、正反丝扣型、异径型三大系列,五十二个品种,能满足建筑结构中横向、竖向、斜向等部位的同径、异 径及可调长度和方向的连接钢筋需求。 2技术特点 钢筋连接套筒的技术特点:1、适用于承受拉、压双向作用力的各类构筑物钢筋混凝土结构中的钢筋连接施工。2、节材、节能,不受 钢筋成份及种类的限制。3、可全方位连接。4、可提前预制,工厂化作业,不占用工期,全天候施工。5、操作方便、快捷,施工速度 快,可大大缩短工期 钢筋连接套筒技
钢筋连接技术镦粗直螺纹套筒连接精华文档

直螺纹套筒连接的技术规范要求
格式:pdf
大小:31KB
页数:5P
4.5
直螺纹套筒连接的技术规范要求 直螺纹套筒规范 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均 应符合现行规范的规定和设计要求。连接套筒应有出厂合格证, 一般为低合金钢或优质炭素结构钢,其抗拉承载力标准值应大 于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为 钢筋直径的二倍,套筒应有保护盖,保护盖上应注明套筒的规格。 套筒在运输、储存过程中,要防止锈蚀和沾污,套筒的尺寸偏差 及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径d外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56h/gb197-81 >50±0.01d±0.56h/gb197-81 套筒出场质量检验要求见表2 表2:套筒出厂质量检验要求 序 号 检验 项目 量具名 称 检验要求 1外
 直螺纹套筒连接施工技术
直螺纹套筒连接施工技术 直螺纹套筒连接施工技术
格式:pdf
大小:113KB
页数:2P
4.3
结合工程实例,简要介绍了直螺纹套筒连接中丝头加工、钢筋连接等关键技术要点,并指出钢筋直螺纹套筒连接技术具有施工方便、连接质量可靠、无明火、无污染等特点,有广泛的应用前景。
直螺纹套筒连接技术交底打印
格式:pdf
大小:51KB
页数:4P
4.7
技术交底记录 鲁jj—005 工程名称中国中铁·诺德名城一期1-3#住宅施工单位 中铁建工集团有限公司 诺德名城第一项目部 交底部位地下室底板工序名称直螺纹套筒连接 交底提要: 诺德名城一期1-3#住宅直螺纹套筒连接技术 交底内容: 1、施工准备 1.1材料及主要机具: 1.1.1各种型号钢筋 1.1.1直螺纹滚丝机床 1.1.3砂轮切割机 1.1.4各种规格的塑料帽 1.2作业条件: 1.2.1所有钢筋应具有出厂合格证及出厂检验报告及进场检验报告。 1.2.2所供套筒具有生产合格证。 2、加工工艺的要求 2.1钢筋下料: 本工程中底板钢筋直径大于φ16的均采用直螺纹套筒连接 钢筋应使用砂轮切割机下料,切口端面应与钢筋轴线垂直,不允许有马蹄形或挠曲,不得用冲切下料, 不得用电焊、气割等加热方式切断。这是保证钢筋丝头长度、直径质

钢筋连接技术镦粗直螺纹套筒连接最新文档
直螺纹套筒连接技术交底 (2)
格式:pdf
大小:43KB
页数:3P
4.6
1 施工技术交底 工程名称xxxxxxxx分部工程墩身 分项工程钢筋直螺纹连接日期2013年8月18日 交底内容: 1.技术要求 (1)钢筋先调直再下料,切口端面与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割和切断机下料。 (2)钢筋下料时必须符合下列规定: a.设置在同一构件内同一截面受力钢筋的接头位置应相互错开。同一截面接头百分率不应超过50%。 b.接头端头距钢筋受弯点不得小于钢筋直径的10倍长度。 c.钢筋连接套的砼保护层厚度应满足《混凝土结构设计规范》中受力钢筋砼保护层最小厚度的要求,且 不得小于15mm,连接套之间的横向净距不宜小于25mm。 2.施工程序与工艺流程 2.1施工程序 原材检测→钢筋下料→丝头加工→钢筋连接(制安)。 2.2钢筋丝头加工工艺流程 (1)钢筋端部平头使用钢筋切割机进行切割; (2)按照钢筋规格所需的调整试棒调
直螺纹套筒连接技术交底
格式:pdf
大小:42KB
页数:3P
4.7
技术交底记录 工程名称交底部位梁钢筋 交底项目直螺纹套筒连接日期年月日 交底内容: 施工工艺 下料――直螺纹丝头加工――戴护帽――分类堆放――现场对接――检查――隐 蔽验收。 1、钢筋下料 钢筋下料时,端头不平处应预留出30mm用无齿锯进行切割,切口端面要与钢筋轴线 垂直,端面要平整,不得有马蹄形或扭曲,钢筋端部不得有弯曲,出现弯曲时应进行 调直。需要注意的是:接头处钢筋端部不得用气割进行下料,采用无齿锯进行切割。 2、直螺纹丝头加工 套丝机必须用水溶性切削冷却润滑液,当气温低于零度时,应掺入15%~20%的亚硝酸 钠,不得用机油润滑。 钢筋丝头的牙形、螺距必须与连接套的牙形、螺距相吻合,有效丝扣内的秃牙部分累 计长度不大于一扣周长的1/2。 滚压式丝头加工尺寸应符合下表规定: 丝头加工尺寸(mm) 规格螺纹螺距丝头长度完整丝扣圈数 1622
直螺纹套筒连接技术交底
格式:pdf
大小:44KB
页数:4P
4.5
技术交底记录 工程名称武侯区第五人民医院施工单位四川新润建筑工程有限责任公司 交底部位钢筋分项工程工序名称钢筋直螺纹套筒连接 交底提要: 钢筋直螺纹套筒连接的技术要求、施工程序与工艺流程、施工要求、质量控制及检验、成品保护、安全 及环保要求。 交底内容: 1.技术要求 (1)钢筋先调直再下料,切口端面与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 (2)钢筋下料时必须符合下列规定: a.设置在同一构件内同一截面受力钢筋的接头位置应相互错开。同一截面接头百分率不应超过50%。 b.接头端头距钢筋受弯点不得小于钢筋直径的10倍长度。 c.钢筋连接套的砼保护层厚度应满足《混凝土结构设计规范》中受力钢筋砼保护层最小厚度的要求,且 不得小于15mm,连接套之间的横向净距不宜小于25mm。 2.施工程序与工艺流程 2.1施工程序 原材检测→钢筋下料→丝头加工→钢筋连接(制
滚压直螺纹套筒钢筋连接工艺
格式:pdf
大小:13KB
页数:3P
4.3
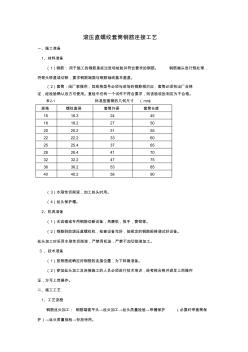
滚压直螺纹套筒钢筋连接工艺 一、施工准备 1、材料准备 (1)钢筋:用于施工的钢筋是经过进场检验并符合要求的钢筋。钢筋端头进行预处理, 将弯头矫直或切除,要求钢筋端面与钢筋轴线基本垂直。 (2)套筒:由厂家提供,其规格型号必须与进场的钢筋相对应,套筒必须有出厂合格 证,经检验确认后方可使用。 (3)水溶性切削液,加工丝头时用。 (4)丝头保护帽。 2、机具准备 (1)无齿锯或专用钢筋切断设备,角磨机,扳手,管钳等。 (2)钢筋剥肋滚压直螺纹机,检查设备完好,按规定的钢筋规格调试好设备。 丝头加工时采用水溶性切削液,严禁用机油,严禁不加切削液加工。 3、技术准备 (1)按照图纸确定好钢筋的连接位置,为下料做准备。 (2)参加丝头加工及连接施工的人员必须进行技术培训,经考核合格并颁发上岗操作 证,方可上岗操作。 二、施工工艺 1、工艺流程 钢筋丝头加工:钢筋端面平头→丝头加工→丝头质
滚压直螺纹套筒钢筋连接资料
格式:pdf
大小:30KB
页数:4P
4.4
滚压直螺纹套筒钢筋连接工艺 一、施工准备 1、材料准备 (1)钢筋:用于施工的钢筋是经过进场检验并符合要求的钢筋。钢筋端头进行预处理, 将弯头矫直或切除,要求钢筋端面与钢筋轴线基本垂直。 (2)套筒:由厂家提供,其规格型号必须与进场的钢筋相对应,套筒必须有出厂合格 证,经检验确认后方可使用。复检中仍有一个试件不符合要求,则该验收批判定为不合格。 表2-1标准型套筒的几何尺寸(mm) 规格螺纹直径套筒外径套筒长度 1616.32445 1818.22750 2020.23155 2222.23360 2525.43765 2828.44170 3232.24775 3636.25385 4040.25890 (3)水溶性切削液,加工丝头时用。 (4)丝头保护帽。 2、机具准备 (1)无齿锯或专用钢筋切断设备,
直螺纹套筒连接作业指导书
格式:pdf
大小:77KB
页数:7P
4.7
********工程 编号:sgz-zds-13 直螺纹套筒连接作业指导书 编制: 审核: 批准: 2013年12月17日发布2013年12月18日实施 1 ********工程 直螺纹套筒连接作业指导书 1.目的 指导直螺纹套筒机械连接作业。 2.适用范围 本作业指导书适用于本工程所有钢筋直螺纹套筒机械连接 作业。 3.直螺纹套筒连接 3.1材料准备 钢筋应具有出厂合格证和力学性能检验报告,所有检验结 果,均应符合现行规范的规定和设计要求。连接套筒应有出厂合 格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准值 应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒 长为钢筋直径的二倍,套筒应有保护盖,保护盖上应注明套筒的 规格。套筒在运输、储存过程中,要防止锈蚀和沾污,套筒为标 准定型套筒,允许尺寸偏差为±0.5mm。 3.2技术准

直螺纹套筒连接套丝标准---精品资料
格式:pdf
大小:92KB
页数:3P
4.4
表c2-2 技术、安全交底记录 施工单位:年月日编号: 工程名称交底部位 共页 第页 交底内容: 钢筋机械连接(直螺纹滚压套筒)¢16及以上钢筋拟用直螺纹套筒连接。通过连接件的机械 咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋。实践证明采用机械连接接 头质量稳定可靠,不受钢筋化学成分的影响,人为因素的影响也小,操作简便,施工速度快,且不 受气候条件影响。 钢筋滚压直螺纹套筒连接是利用金属材料塑性变形后冷作硬化增强金属材料强度的特性,使接 头与母材等强的连接方法。根据滚压直螺纹成型方式,又可分为直接滚压螺纹、挤压肋滚压螺纹、 剥肋滚压螺纹三种类型。 剥肋滚压螺纹加工:采用钢筋剥肋滚丝机,先将钢筋的横肋和纵肋进行剥切处理后,使钢筋滚 丝前的柱体直径达到同一尺寸,然后再进行螺纹滚压成型。螺纹精度高,接头质量稳定,施工速度 快。 钢筋剥肋滚丝机工作过程:将待加工
直螺纹套筒连接套丝标准 (2)
格式:pdf
大小:168KB
页数:4P
4.6
葿表c2-2 袇技术、安全交底记录 袅施工单位:年月日编号: 袄工程名称天 羇交底部 位 芆共页 莁第页 芁交底内容: 肇钢筋机械连接(直螺纹滚压套筒)¢16及以上钢筋拟用直螺纹套筒连接。通过连接件的机械咬 合作用或钢筋端面的承压作用,将一根钢筋中的力传递至另一根钢筋。实践证明采用机械连接接头 质量稳定可靠,不受钢筋化学成分的影响,人为因素的影响也小,操作简便,施工速度快,且不受 气候条件影响。 蚆钢筋滚压直螺纹套筒连接是利用金属材料塑性变形后冷作硬化增强金属材料强度的特性,使接 头与母材等强的连接方法。根据滚压直螺纹成型方式,又可分为直接滚压螺纹、挤压肋滚压螺纹、 剥肋滚压螺纹三种类型。 肃剥肋滚压螺纹加工:采用钢筋剥肋滚丝机,先将钢筋的横肋和纵肋进行剥切处理后,使钢筋滚 丝前的柱体直径达到同一尺寸,然后再进行螺纹滚压成型。螺纹精度高,接头质量稳定,施工速度 快。 聿钢筋
直螺纹套筒连接施工工艺
格式:pdf
大小:232KB
页数:4P
4.6
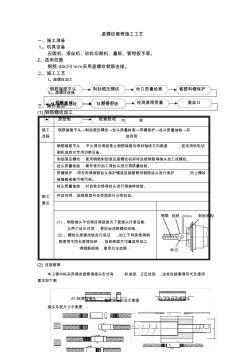
钢筋端面平头剥肋辊压螺纹丝口质量检查套塑料帽保护 丝口质量抽检存放待安装钢筋安放对丝口检测套筒质量套丝口 加扭矩检查验收 直螺纹套筒施工工艺 一、施工准备 1。机具设备 压圆机、滚丝机、砂轮切割机、量规、管钳扳手等。 2、适用范围 钢筋d≥20mm采用直螺纹钢筋连接。 二、施工工艺 1。直螺纹加工 2。直螺纹连接 三、操作要点 (1)钢筋螺纹加工 内容 施工 流程 钢筋端面平头→剥肋滚压螺纹→丝头质量检查→带帽保护→丝头质量抽检→存 放待用 施工 要点 钢筋端面平头:平头得目得就是让钢筋端面与母材轴线方向垂直,宜采用砂轮切 割机或其它专用切断设备、 剥肋滚压螺纹:使用钢筋剥肋滚压直螺纹机将待连接钢筋得端头加工成螺纹、 丝头质量检验:操作者对加工得丝头进行得质量检验、 带帽保护:用专用得钢筋丝头保护帽或连接套筒将钢筋丝头进行保护,防止螺纹 被磕碰或
钢筋连接技术镦粗直螺纹套筒连接相关
文辑推荐
知识推荐
百科推荐

职位:建设项目环境影响评价
擅长专业:土建 安装 装饰 市政 园林


