

01钢筋混凝土电杆焊接作业指导书
格式:pdf
大小:58KB
页数:8P
人气 :78
 4.6
4.6
- 1 - 1、 使 用 范 围 本 作 业 指 导 书 使 用 于 500k V 及 以 下 送 变 电 工 程 钢 筋 混 凝 土 电 杆 焊 接 施 工 。 2、 编 写 依 据 2.1 特 殊 工 序 控 制 程 序 编 号 : QP0 9-0 1 2.2 《 11 0 ~5 0 0kV 架 空 电 力 线 路 施工 及 验 收 规 范 》 编 号 : GBJ 233-9 0 2.3 《 35 k V 及 以 下 架 空 电 力 线 路 施 工 及 验 收 规 范 》 编 号 : GB5 017 3-9 2 2.4 《电 力 建 设 安 全 工 作 规 程 ( 架空 电 力 线 路 部 分 )》 编 号 : DL5 009.2 -9 4 3、 对 作 业 人 员的 要 求 及 资 格 3.1 作 业 组 长 3.1. 1 具 有高 中 以 上 文 化 程 度 。 3.1.2 从




钢筋对焊接作业指导书
钢筋对焊接作业指导书 一、目的 通过对钢筋焊接施工工艺进行全过程控制,确保焊接质量符合设计、规范和验标的要求。 二、适用范围 适用于镇胜高速公路第24合同段王家岩1号大桥、王家岩2号特大桥二座桥梁的钢筋加工。 三、职责 工程部针对本工程的特点,编制作业指导书,明确工序、工艺流程和控制要速。项目总工批准,桥梁主管 工程师负责现场技术交底并检查落实。 现场施工负责人对本工序作业中的人员、设备配置负责。 质检和试验部门根据执行工序检验和试验。 物设部对使用的机电设备负责,并制定机电设备操作及维护细则,确保机械设备正常运转。 四、钢筋焊接技术和质量标准 《公路桥涵施工技术规范》jtj(041—2000) 《公路工程质量检验评定标准》jtj(071—98) 五、工艺操作程序 (一)钢筋的可焊性 ⅱ级钢筋的焊接性能较ⅰ级钢筋为差。本合同段工程钢筋级别为ⅰ、ⅱ级,符合焊接要求。 (二)对

钢筋焊接作业指导书
钢筋闪光焊作业指导书 一、施工准备 1、机械设备 焊机un-100一台。 2、材料 各种规格钢筋级别必须有出厂合格证,并经检验合格. 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作 人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。对焊机容量、电压要符 合要求。 二、操作工艺 1、闪光焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光 焊、闪光一预热一闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处 理措施,以改善接头塑性。 (1)连续闪光焊:工艺过程包括连续闪光和顶锻过程。施焊时,先闭 合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般 熔化的金属微粒一闪光,接着徐徐移动钢筋使两端面仍保持轻微接触。形 成连续闪光。当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以 一定的压力迅速进行顶锻,再灭电顶锻到一
编辑推荐下载
钢筋焊接作业指导书
格式:pdf
大小:65KB
页数:10P
4.5
1 钢筋闪光焊作业指导书 一、施工准备 1、机械设备 焊机un-100一台。 2、材料 各种规格钢筋级别必须有出厂合格证,并经检验合格. 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作 人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。对焊机容量、电压要符 合要求。 二、操作工艺 1、闪光焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光 焊、闪光一预热一闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处 理措施,以改善接头塑性。 (1)连续闪光焊:工艺过程包括连续闪光和顶锻过程。施焊时,先闭 合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般 熔化的金属微粒一闪光,接着徐徐移动钢筋使两端面仍保持轻微接触。形 成连续闪光。当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以 一定的压力迅速进行顶锻,再灭电顶锻
钢筋加工焊接作业指导书
格式:pdf
大小:164KB
页数:18P
4.4
四川省西昌至攀枝花高速公路项目c7合同段 钢筋加工及焊接 作业指导书 编制: 审核: 中铁一局集团西攀高速公路c7合同段项目经理部 二○○四年六月二十二日 钢筋加工及焊接作业指导书 一、基本要求 1、钢筋、焊条品种规格和技术性能应符合国家现行标准规定和设计 要求及西攀公司的规定。 2、冷拉钢筋的机械性能必须符合规范要求,钢筋平直,表面不应有 裂皮和油污。 3、受力钢筋同一截面的接头数量、搭接长度和焊接、机械接头质量 应符合规范要求。 4、经监理工程师同意,屈服强度高的钢筋可以代替屈服强度低的钢 筋,但代用钢筋总面积和总周长及根数分别不得小于原图所用钢筋。光圆 钢筋不得代替带肋钢筋。 5、钢筋表面无铁锈及焊渣。 6、多层钢筋网应加有足够的钢筋支撑。 二、钢筋加工 表1、受力主钢筋制作 弯曲部位弯曲角度钢筋种类 弯曲直径 (d) 平直部分长 度 备注 末端弯钩
钢筋混凝土电杆焊接作业指导书热门文档

钢筋混凝土电杆技术规范书
格式:pdf
大小:14KB
页数:10P
4.6
... . z. 钢筋混凝土电杆技术规书 1.总则 1.1为贯彻gb4623《环形预应力混凝土电杆》和gb396《环形 钢筋混凝土电杆》标准,加强企业的生产技术和质量管理,保证 产品质量,提高行业的生产管理水平,特制定本规程。 1.2本规程适用于按gb4623《环形预应力混凝土电杆》和gb396 《环形钢筋混凝土电杆》标准生产的环形预应力混凝土电杆和环 形钢筋混凝土电杆。 1.3凡本工艺技术规程中未作规定的部分,按gb50204《混凝土 结构工程施工质量验收规》的有关规定执行。 1.4凡采用新技术,新工艺,新材料,应通过试验和鉴定后可使 用。如新技术的应用和本规程不相适应时,可另制订专项规程。 1.5生产企业应格执行本技术规程,并结合生产实际,制订相应 的操作规程。2.原材料2.1水泥 2.1.1水泥宜采用硅酸盐水泥,普通硅酸盐水泥或快硬硅酸盐水 泥,也可采用
钢筋加工及焊接作业指导书作业指导书
格式:pdf
大小:86KB
页数:11P
4.7
钢筋加工及焊接作业指导书 1适用范围 适用于新建宁安铁路工程桥梁、涵洞及附属结构物的钢筋加工及焊接施 工。 2作业准备 2.1内业技术准备 作业指导书编制后,应在开工前组织技术人员认真学习实施的施工组织 设计,阅读和审核施工图纸,澄清有关技术问题,熟悉规范和标准,制定施 工安全质量保证措施,提出应急方案。对施工人员进行技术交底,对参加施 工人员进行岗前技术培训,考核合格后持证上岗。 2.2外业技术准备 平整场地,做好三通一平工作,设置好场内排水系统,将钢筋加工台座 和雨棚按要求制作好。 3.技术要求 3.1钢筋加工要求工厂化施工。 3.2钢筋必须要除锈调直。 3.3加工完每种规格的钢筋后要求分类堆码,贴上标签,然后报请监理单 位验收。 4施工程序与工艺流程 4.1施工工序 整个钢筋加工分为原材料、半成品加工堆放、半成品运输和钢筋安装。 施工程序为:原材料检验下料加工堆放
2-1钢筋绑扎、焊接作业指导书
格式:pdf
大小:129KB
页数:18P
4.5
第二篇作业指导书 钢筋闪光对焊作业指导书 1.编制目的 通过对钢筋电弧焊全过程控制,确保钢筋焊接质量符合设计、 规范和验收的要求。 2.适用范围 适用于我指挥部范围内结构物的钢筋闪光对焊施工控制。 3.职责分工 工程部 针对本工程特点编制作业指导书,明确控制要素和工序工艺流 程,项目总工批准,工程部长负责现场技术交底并检查落实。 办公室 根据工序要求,按公司《人力资源控制程序》对技术人员、技术 工种等进行组织教育、培训、考核。 现场负责人 对作业人员、设备配置以及过程控制负责。 质检和试验部门 根据规范及工艺细则进行工序检验和试验。 物机部 对使用的机电设备负责,并制定机械设备操作及维护细则,确保 机械设备正常运转。 4.技术及质量标准 《铁路混凝土工程施工技术指南》(tz210-2005) 《铁路混凝土与砌体工程施工质量验收标准》(tb10424-2003j283- 2004)

钢筋加工及焊接作业指导书
格式:pdf
大小:12KB
页数:7P
4.4
钢筋加工及焊接作业指导书 1、目的 编制钢筋加工及焊接作业指导书的目的就是为了更好的指导施 工生产,使现场作业人员能够规范施工。 2、编制依据 1《铁路混凝土与砌体工程施工规范》。tb10210-2001 j118-2001 2《客货共线铁路桥涵工程施工技术指南》。tz 203-2008 3《铁路桥涵工程施工质量验收标准》。tb10415-2003 j286-2004 4《铁路混凝土与砌体工程施工质量验收标准》。tb10424-2003 j283-2004 5《铁路混凝土与砌体工程施工质量验收补充标准》。铁建设 [2005]160号 6新建铁路兰州至重庆线广元至重庆段施工设计图 3、适用范围 本作业指导书适用于铁路桥梁、涵洞及附属结构物的钢筋加工及 焊接施工。 4、钢筋材料质量检验 钢筋进场后,必须检查产品合格证、
钢筋焊接作业指导书 (3)
格式:pdf
大小:235KB
页数:20P
4.6
精选 钢筋焊接作业指导书 1、工程概况: 万盛区人民医院综合业务楼工程,建筑面积28628m2,地下一层,地上 二十一层,平面呈矩形,高89m。钢筋砼框架结构,人工挖孔桩基础。桩身 砼c30,墙柱板砼c30-c50;受力钢筋为ii级(φ)hrb335和ⅲ级(φ) hrb400及带肋钢筋(φr)hrb550,构造钢筋为i级(φ)hpb235;焊条: e43型用于hpb235级钢筋焊接,e50型用于hrb级钢筋焊接。设计要求, 直径大于等于22以上,采用机械连接,整个工程的钢筋焊接采用电弧焊、闪 光对焊或电渣压力焊三种方式。 2、作业指导书编制依据 2.1由深圳市华蓝建筑设计有限公司设计的施工图。 2.2万盛区人民医院综合业务楼工程施工组织设计。 2.3钢筋机械连接技术规程《jgj107-2010》。 2.4钢筋焊接及验收规程《jg
钢筋混凝土电杆焊接作业指导书精华文档
5.钢筋加工及焊接作业指导书
格式:pdf
大小:495KB
页数:9P
4.5
-270- 沪昆铁路客运专线hkjx-6标段桥涵工程 编号:桥005 钢筋工程施工作业指导书 单位:中国港湾沪昆铁路hkjx-6标 编制:孙玮砜 审核:孟晓鹏 批准:万先德 2010年5月1日发布2010年5月5日实施 -271- 沪昆铁路客运专线hkjx-6标段桥涵工程 钢筋工程施工作业指导书 1.适用范围 适用于沪昆铁路客运专线杭州至长沙(江西)段hkjx-6标段钢筋工 程施工。 2.作业准备 2.1内业技术准备 应在开工前组织技术人员认真学习实施性施工组织设计,阅读、审核 施图纸,对设计文件进行全面核对和研究,澄清有关技术问题,对设计文 件进行全面核对和研究,熟悉相关规范和技术标准。制定施工安全保证措 施,提出应急预案。对施工人员进行技术交底,对参加施工人员进行上岗 前技术培训,考核合格后持证上岗。 2.2外业技术准备 施工

钢筋制安、焊接作业指导书
格式:pdf
大小:27KB
页数:6P
4.3
天津地铁1号线营口道(既有线改建)——营口道站 钢筋制安、焊接作业 指 导 书 编制: 复核: 审定: 中铁隧道集团天津地铁1号线第八合同段项目经理部 二00三年二月 2 一、编制依据 1、《施工设计图》(铁道部第三勘察设计院) 2、《天津市地铁1号线工程(既有线改建)第八合同段——营口道站实施 性施工组织设计》(中隧集团天津地铁1号线工程第八合同段项目经理部) 2、天津市地铁1号线工程(既有线改造)专用技术规范。 3、《铁路桥涵工程质量检验评定标准》(tb10415-98) 二、施工方法及技术要求 钢筋的制作与安装 进场钢筋必须具有质量证明书、合格证,进场后及时按施工规范要求 进行原材取样试验和焊接试验,经试验合格后方可进入制作棚用于施工。 钢筋存放时必须垫高、覆盖,以防止钢筋锈蚀。 ①钢筋制作 钢筋制作前,要先清除表面油渍,漆污,并进行调直
钢筋加工焊接作业指导书 (2)
格式:pdf
大小:147KB
页数:13P
4.4
四川省西昌至攀枝花高速公路项目c7合同段 钢筋加工及焊接 作业指导书 编制: 审核: 中铁一局集团西攀高速公路c7合同段项目经理部 二○○四年六月二十二日 西攀高速公路c7合同段作业指导书 中铁一局集团有限公司1 钢筋加工及焊接作业指导书 一、基本要求 1、钢筋、焊条品种规格和技术性能应符合国家现行标准规定和设计 要求及西攀公司的规定。 2、冷拉钢筋的机械性能必须符合规范要求,钢筋平直,表面不应有 裂皮和油污。 3、受力钢筋同一截面的接头数量、搭接长度和焊接、机械接头质量 应符合规范要求。 4、经监理工程师同意,屈服强度高的钢筋可以代替屈服强度低的钢 筋,但代用钢筋总面积和总周长及根数分别不得小于原图所用钢筋。光圆 钢筋不得代替带肋钢筋。 5、钢筋表面无铁锈及焊渣。 6、多层钢筋网应加有足够的钢筋支撑。 二、钢筋加工 表1、受力主钢筋制作 弯曲

钢筋焊接作业指导书 (3)
格式:pdf
大小:91KB
页数:22P
4.7
目录 一、工程概况,,,,,,,,,,,,,,,,,,,,,,1 二、编制目的及依据,,,,,,,,,,,,,,,,,,,2 三、焊接工艺 电渣压力焊,,,,,,,,,,,,,,,,,,,,,3 电弧焊,,,,,,,,,,,,,,,,,,,,,,,10 闪光对焊,,,,,,,,,,,,,,,,,,,,,,15 四、职业健康安全要求,,,,,,,,,,,,,,,,,,21 五、环境、安全环保措施,,,,,,,,,,,,,,,,,22 一、工程概况 宜昌均瑶国际广场位于宜昌市铁路坝,建成后将是宜昌市唯一家 五星级酒店,为宜昌市的标志性建筑物之一。本工程地下三层、地上 38层,建筑物总高度165m,建筑面积约10万㎡。基础采用独立柱基 与筏板基础相结合,主楼结构为框剪结构,裙楼为框剪结构。本工程 钢筋主要采用hpb235,hrb335,hrb40
钢筋混凝土电杆焊接作业指导书最新文档
钢筋焊接作业指导书 (2)
格式:pdf
大小:32KB
页数:11P
4.3
钢筋闪光焊作业指导书 一、施工准备 1、机械设备 焊机un-100一台。 2、材料 各种规格钢筋级别必须有出厂合格证,并经检验合格. 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作 人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。对焊机容量、电压要符 合要求。 二、操作工艺 1、闪光焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光 焊、闪光一预热一闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处 理措施,以改善接头塑性。 (1)连续闪光焊:工艺过程包括连续闪光和顶锻过程。施焊时,先闭 合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般 熔化的金属微粒一闪光,接着徐徐移动钢筋使两端面仍保持轻微接触。形 成连续闪光。当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以 一定的压力迅速进行顶锻,再灭电顶锻到一

钢筋制安、焊接作业指导书 (2)
格式:pdf
大小:27KB
页数:6P
4.4
天津地铁1号线营口道(既有线改建)——营口道站 钢筋制安、焊接作业 指 导 书 编制: 复核: 审定: 中铁隧道集团天津地铁1号线第八合同段项目经理部 二00三年二月 2 一、编制依据 1、《施工设计图》(铁道部第三勘察设计院) 2、《天津市地铁1号线工程(既有线改建)第八合同段——营口道站实施 性施工组织设计》(中隧集团天津地铁1号线工程第八合同段项目经理部) 2、天津市地铁1号线工程(既有线改造)专用技术规范。 3、《铁路桥涵工程质量检验评定标准》(tb10415-98) 二、施工方法及技术要求 钢筋的制作与安装 进场钢筋必须具有质量证明书、合格证,进场后及时按施工规范要求 进行原材取样试验和焊接试验,经试验合格后方可进入制作棚用于施工。 钢筋存放时必须垫高、覆盖,以防止钢筋锈蚀。 ①钢筋制作 钢筋制作前,要先清除表面油渍,漆污,并进行调直

钢筋加工与焊接作业指导书★
格式:pdf
大小:151KB
页数:14P
4.7
湘桂线永州至柳州段ⅵ标段钢筋加工与焊接作业指导书 1中铁十一局集团 钢筋加工与焊接作业指导书 一、编制说明 钢筋工程是控制和影响构造物内在质量的关键工程,为了统一指 导本标段钢筋加工及焊接施工,保证各分项工程钢筋加工与焊接质 量,根据本标段工程施工的实际情况,特编制下发《钢筋加工与焊接 作业指导书》。本作业指导书对钢筋加工与下料、钢筋接头、钢筋骨 架的组成和安装等关键工序作了相应要求,明确了施工方法和施工注 意事项,用以指导现场施工。 二、编制依据: 1、《铁路混凝土工程施工技术指南》tz210-2005 2、《铁路混凝土工程施工质量验收补充标准》铁建设[2005]160号 3、《钢筋焊接接头试验方法标准》jgj/t27-2001 4、《钢筋焊接及验收规程》jgj18-2003 5、《钢筋混凝土用热轧光圆钢筋》gb13013 6、《钢筋混凝土用热轧带肋钢筋》gb
钢筋加工及焊接作业指导书 (2)
格式:pdf
大小:104KB
页数:9P
4.3
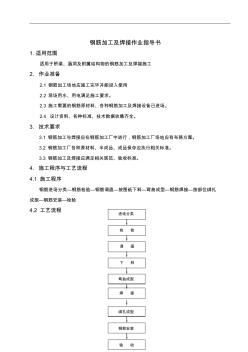
钢筋加工及焊接作业指导书 1.适用范围 适用于桥梁、涵洞及附属结构物的钢筋加工及焊接施工 2.作业准备 2.1钢筋加工场地应施工完毕并能投入使用 2.2现场用水、用电满足施工要求。 2.3施工需要的钢筋原材料、各种钢筋加工及焊接设备已进场。 2.4设计资料、各种标准、技术数据收集齐全。 3.技术要求 3.1钢筋加工与焊接应在钢筋加工厂中进行,钢筋加工厂场地应有布臵方案。 3.2钢筋加工厂各种原材料、半成品、成品保存应执行相关标准。 3.3钢筋加工及焊接应满足相关规范、验收标准。 4.施工程序与工艺流程 4.1施工程序 钢筋进场分类—钢筋检验—钢筋调直—按图纸下料—弯曲成型—钢筋焊接—按部位绑扎 成型—钢筋安装—检验 4.2工艺流程 进场分类 弯曲成型 焊接 验收 绑扎成型 钢筋安装 检验 调直 下料 5.施工要求 5.1一般规定 5.1.1从事钢

钢筋焊接作业指导书 (2)
格式:pdf
大小:91KB
页数:22P
4.5
目录 一、工程概况,,,,,,,,,,,,,,,,,,,,,,1 二、编制目的及依据,,,,,,,,,,,,,,,,,,,2 三、焊接工艺 电渣压力焊,,,,,,,,,,,,,,,,,,,,,3 电弧焊,,,,,,,,,,,,,,,,,,,,,,,10 闪光对焊,,,,,,,,,,,,,,,,,,,,,,15 四、职业健康安全要求,,,,,,,,,,,,,,,,,,21 五、环境、安全环保措施,,,,,,,,,,,,,,,,,22 一、工程概况 宜昌均瑶国际广场位于宜昌市铁路坝,建成后将是宜昌市唯一家 五星级酒店,为宜昌市的标志性建筑物之一。本工程地下三层、地上 38层,建筑物总高度165m,建筑面积约10万㎡。基础采用独立柱基 与筏板基础相结合,主楼结构为框剪结构,裙楼为框剪结构。本工程 钢筋主要采用hpb235,hrb335,hrb40
钢架组合焊接作业指导书
格式:pdf
大小:115KB
页数:6P
4.4
报验申请表 工程名称:锡林郭勒盟额吉淖尔盐场锅炉安装工程编号: 致:锡林郭勒盟额吉淖尔盐场 我单位已完成了锅炉钢架组合安装焊接作业指导书的编制工作,现 报上该报验申请表,请予以审查和验收。 附:锅炉钢架组合安装焊接作业指导书 承包单位(章):山东兴润建设有限公司 项目经理: 日期:年月日 监理单位审查意见: 项目监理机构: 总/专业监理工程师: 日期:年月日 建设单位审查意见: 建设单位工程师: 日期:年月日 锡林郭勒盟额吉淖尔盐场锅炉安装工程钢架组合焊接作业指导书 山东兴润建设有限公司第1页 锡林郭勒盟额吉淖尔盐场 45t/h锅炉安装工程 钢架组合焊接 作业指导书 编制: 审核: 批准: 编制单位:山东兴润建设有限公司 锡林郭勒盟额吉淖尔盐场锅炉安装工程钢架组合焊接作业指导书 山东兴润建设有限公司第2页 一.编制依据 《电力建设施工及验收技

钢结构焊接作业指导书
格式:pdf
大小:48KB
页数:6P
4.8
江苏长江钢业重工有限公司 1 江苏长江钢业重工有限公司品质部编制 钢结构焊接 作业指导书 1.适用范围 适用于桁架或网架结构、多层或高层梁、柱、框架结构等工业与民用建筑和一般 构筑物的钢结构工程。 2.执行规范与标准 《建筑工程施工质量验收统一标准》(gb50300-2001) 《钢结构工程施工质量验收规范》(gb50205-2001) 《建筑钢结构焊接技术规程》(jgj81-2002) 《碳钢焊条》(gb5117) 《低合金钢焊条》(gb5118) 《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》(gb985-88) 3.施工准备 3.1技术准备 (1)在构件制作前,工厂应按施工图纸的要求以及《建筑钢结构焊接技术规程》的要 求进行焊接工艺评定试验。生产制造过程应严格按工艺评定的有关参数和要求进 行跟踪检测如发现按照工艺评定规范生产质量不稳定,应重做工艺评定


冰箱通用焊接作业指导书
格式:pdf
大小:181KB
页数:2P
4.5
1.1. 2. 2. 3. 4. 1. 2. 7. 序号 1 2 3 4 8. logo作 业 指 导 书 检查焊口质量,保证焊口无虚焊、针孔、堵塞 明显焊瘤、过火。 页码文件编号:1/1 操 作 步 骤操 作 步 骤自 检 内 容图 片 说 明 焊接时注意使用挡火板保护。 焊条 注 意 事 项 助焊剂调整:三通管等要加入氮气,以确保焊接的工件 氧气 物料名称/规格 物 料 表 煤气 设 备/工 具/工装 技术参数 氮气 焊料不足装配倾斜插管过短钎缝不均匀间隙偏大间隙偏小标准焊口外观配管过烧封堵 焊接时必须加氮保护,防止管路内部氧化。 名称型号 助焊剂大小调整以工件焊接处无氧化为宜。助焊 剂的添加见作业指导书《气体助焊剂的使用》。 不能烧伤防振胶、泡沫垫、管套等其它部件。用40℃以下的流动水冷却,并保持水质清洁, 不被
手工焊接作业指导书-A
格式:pdf
大小:63KB
页数:3P
4.5
审批: 手工焊接作业指导书 页次1of3 2005年02月20日发布编号dlhy-zd-01 2011年11月1日5次修订版本a 1、目的和范围 本作业指导书主要用于指导无丝网产品的手工焊接、浸焊产品、pcb修理操作及焊接电缆、 等元件的作业方法。 2、作业前准备 2.1将铬铁、锡盘、焊锡丝、钳子等工具按桌面标识对应放好。 2.2把铬铁插头插入电源插座。 2.3戴好防静电环,同时将工作台面清理干净。 3、贴片元件的焊接 3.1将待焊的pcb板平放到桌面上,要求元件面朝上。 3.2将焊盘挂锡。挂锡时要注意电阻、电容等双焊盘的元件只将一个焊盘挂锡,而芯片、 三极管等多引脚元件要求将全部焊盘均挂锡。 3.3电阻、电容等元件的焊接 3.3.1用镊子轻轻夹起元件,将元件放到对应的位置。 3.3.2将元件先从提前挂锡的一面焊盘焊上,然后再焊
钢筋混凝土电杆焊接作业指导书相关
文辑推荐
知识推荐
百科推荐

职位:弱电工程师
擅长专业:土建 安装 装饰 市政 园林


