





钢结构油漆
一:油漆问题: 按国家标准钢结构面积按58㎡/吨计算;大型钢结构经验计算为25-30㎡/吨。 单位平方米用漆量: 1*50μm厚环氧富锌底漆-----约0.25㎏/㎡。 1*100μm厚厚浆环氧云母氧化铁中间漆-----约0.4㎏/㎡; 2*40μm厚丙稀酸脂肪族聚氨脂面漆------约0.25㎏/㎡。 1000吨钢结构预算用漆量: 厚环氧富锌底漆:1000吨×30㎡/吨×0.25㎏/㎡==7500㎏; 厚厚浆环氧云母氧化铁中间漆:1000吨×30㎡/吨×0.4㎏/㎡==12000 ㎏; 厚丙稀酸脂肪族聚氨脂面漆1000吨×30㎡/吨×0.25㎏/㎡==7500㎏ 报价只是一个形式,按吨位报价是目前国标清单采用的方法,这样方便竣工结算, 计算表面积也是很简单的事情,一般算量都采用
钢结构油漆
钢结构涂装施工工艺及安全说明 一.施工流程: 底材喷射除锈涂车间底漆焊接加工焊缝 除锈、除锌盐涂底漆干燥(23℃,24/时)涂中 间漆干噪(23℃,24/时)涂面漆完工 二..施工工艺: 1.钢材表面处理:不采用环氧富锌、水性富锌、无机富锌及硅酸锌、 无机磷酸盐富锌等对使用年限要求不长,没有喷射除锈设备的可采用 电动钢刷除锈达到st2级。 1.1钢材表面预处理 1.1.1钢材表面除锈采取喷射除锈法。除锈时应在有防尘措施的场 地进行,以防止粉尘飞扬。 1.1.2喷射使用的空气压缩机应设有油、水分离装置,确保压缩空 气中不含水分和油污。 1.1.3喷射除锈时,施工现场环境湿度大于80%或钢材表面温度 低于空气露点温度3℃时,应禁止施工。露点温度按下表查对。 露点温度查对表 环境 温度 (℃) 相对湿度(%) 5560657075
编辑推荐下载
钢结构油漆用量表
格式:pdf
大小:140KB
页数:8P
 4.4
4.4
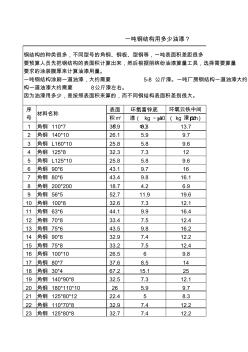
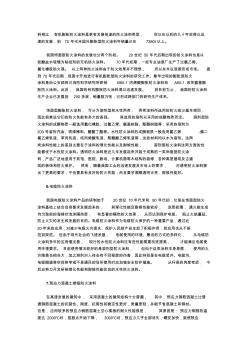
表面环氧富锌底环氧云铁中间 漆积㎡ /t 漆(kg·40μ m) (kg·80μm) 1角钢110*736.98.313.7 2角钢140*1026.15.99.7 3角钢l160*1025.85.89.6 4角钢125*832.37.312 5角钢l125*1025.85.89.6 6角钢90*643.19.716 7角钢80*643.49.816.1 8角钢200*20018.74.26.9 9角钢56*552.711.919.6 10角钢100*832.67.312.1 11角钢63*644.19.916.4 12角钢70*833.47.512.4 13角钢75*643.59.816.2 14角钢90*832.97.412.2 15
钢结构油漆施工 (2)
格式:pdf
大小:72KB
页数:7P
4.4
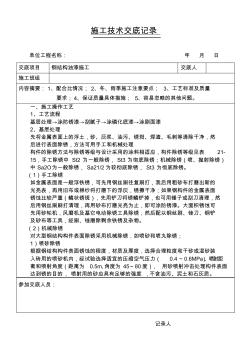
单位工程名称:年月日 施工技术交底记录 记录人 交底项目钢结构油漆施工交底人 施工班组 内容摘要:1、配合比情况;2、冬、雨季施工注意要点;3、工艺标准及质量 要求;4、保证质量具体措施;5、容易忽略的其他问题。 一、施工操作工艺 1、工艺流程 基层处理→涂防锈漆→刮腻子→涂磷化底漆→涂刷面漆 2、基层处理 先将金属表面上的浮土,砂、灰浆、油污、锈斑、焊渣、毛刺等清除干净,然 后进行表面除锈,方法可用手工和机械处理 构件的除锈方法与除锈等级与设计采用的涂料相适应,构件除锈等级见表21- 15,手工除锈中st2为一般除锈,st3为彻底除锈;机械除锈(喷、抛射除锈) 中sa2o为一般除锈,sa21/2为较彻底除锈,st3为彻底除锈。 (1)手工除锈 如金属表面是一般浮铁锈,可先用钢丝刷往复刷打,我后用粗砂布打磨出新的 光亮表,再用旧布或棉纱将打磨下的浮灰,
钢结构油漆定额表热门文档
钢结构油漆 (2)
格式:pdf
大小:118KB
页数:14P
4.3
料相比,有机膨胀防火涂料是更有发展前途的防火涂料类型,所以在以后的几十年间得以迅 速的发展,到70年代末国外膨胀型防火涂料年销量已在7380t以上。 我国饰面型防火涂料的发展也分两个阶段。20世纪50年代后期出现的防火涂料也是以 硅酸盐水玻璃为粘结剂的无机防火涂料。70年代初期,一些专业油漆厂生产了过氯乙烯、 氯化橡胶防火漆。以上两种防火涂料由于防火效果并不理想,所以并未在我国形成市场。直 到70年代后期,我国才开始进行有机膨胀型防火涂料的研究工作。最早出现的膨胀型防火 涂料是由公安部四川消防科学研究所研制b60-1丙烯酸膨胀防火涂料和a60-1改性氨基膨 胀防火涂料。此后,我国的有机膨胀防火涂料得以迅速发展。到目前为止,我国的防火涂料 生产企业已发展到200多家,销量数万吨,已形成跨部门的研究生产体系。 饰面型膨胀防火涂料,可分为溶剂型和水性两类,
钢结构油漆施工
格式:pdf
大小:66KB
页数:6P
4.6
施工技术交底记录 单位工程名称:年月日 交底项目钢结构油漆施工交底人 施工班组 内容摘要:1、配合比情况;2、冬、雨季施工注意要点;3、工艺标准及质量 要求;4、保证质量具体措施;5、容易忽略的其他问题。 一、施工操作工艺 1、工艺流程 基层处理→涂防锈漆→刮腻子→涂磷化底漆→涂刷面漆 2、基层处理 先将金属表面上的浮土,砂、灰浆、油污、锈斑、焊渣、毛刺等清除干净,然后 进行表面除锈,方法可用手工和机械处理 构件的除锈方法与除锈等级与设计采用的涂料相适应,构件除锈等级见表21-15, 手工除锈中st2为一般除锈,st3为彻底除锈;机械除锈(喷、抛射除锈)中sa2o 为一般除锈,sa21/2为较彻底除锈,st3为彻底除锈。 (1)手工除锈 如金属表面是一般浮铁锈,可先用钢丝刷往复刷打,我后用粗砂布打磨出新的光 亮表,再用旧布或棉纱将打磨下的浮灰,
钢结构油漆计算专用表
格式:pdf
大小:135KB
页数:6P
4.5
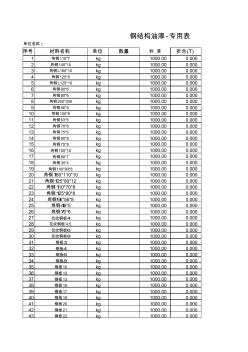
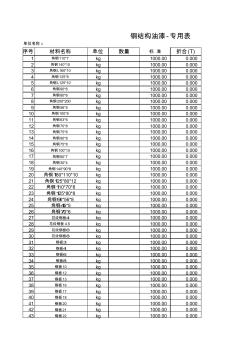
序号材料名称单位数量标准折合(t) 1角钢110*7kg1000.000.000 2角钢140*10kg1000.000.000 3角钢l160*10kg1000.000.000 4角钢125*8kg1000.000.000 5角钢l125*10kg1000.000.000 6角钢90*6kg1000.000.000 7角钢80*6kg1000.000.000 8角钢200*200kg1000.000.000 9角钢56*5kg1000.000.000 10角钢100*8kg1000.000.000 11角钢63*6kg1000.000.000 12角钢70*8kg1000.000.000 13角钢75*6kg1000.000.000 14角钢90*8kg1000.0
钢结构油漆计算专用表 (2)
格式:pdf
大小:140KB
页数:6P
4.4
序号材料名称单位数量标准折合(t) 1角钢110*7kg1000.000.000 2角钢140*10kg1000.000.000 3角钢l160*10kg1000.000.000 4角钢125*8kg1000.000.000 5角钢l125*10kg1000.000.000 6角钢90*6kg1000.000.000 7角钢80*6kg1000.000.000 8角钢200*200kg1000.000.000 9角钢56*5kg1000.000.000 10角钢100*8kg1000.000.000 11角钢63*6kg1000.000.000 12角钢70*8kg1000.000.000 13角钢75*6kg1000.000.000 14角钢90*8kg1000.0

钢结构油漆质量检验评定表
格式:pdf
大小:68KB
页数:4P
4.5
钢结构防腐工程质量检验评定表 工程编号47-2-5分项工程名称引水钢管0~47.31m油漆部位外防腐 评 定 结 果 一类检验项目检验2项,符合要求2项。 二类检验项目检验4项,合格率100%,优良率95%。 三类检验项目检验点(处、件),合格率%。 质 量 等 级 优良 类 别 序 号 检验项目 质量标准 检验(实测)结果 合格优良 一 类 ⒈ 油漆品种 规格质量 符合设计要求和施工 规范规定 符合设计要求 和施工规范规定 ⒉ 分层油漆遍数 及间隔时间 必须符合设计要求符合设计要求 二 类 ⒊ 基 层 处 理 酸洗、喷 丸、喷砂 钢材表面应露出金属 色泽 油漆基层 不允许有焊渣、焊疤 和灰尘、油污 无焊渣、焊疤和灰尘、 油污 玻璃纤维布 包裹均匀,不允许有 打皱,起鼓 包裹均匀,无打皱,起鼓 ⒋ 外 观 质 量 涂刷 不得误涂、漏
钢结构油漆定额表精华文档

钢结构油漆质量检验评定表
格式:pdf
大小:69KB
页数:4P
4.5
钢结构防腐工程质量检验评定表 工程编号47-2-5分项工程名称引水钢管0~47.31m油漆部位外防腐 评 定 结 果 一类检验项目检验2项,符合要求2项。 二类检验项目检验4项,合格率100%,优良率95%。 三类检验项目检验点(处、件),合格率%。 质 量 等 级 优良 类 别 序 号 检验项目 质量标准 检验(实测)结果 合格优良 一 类 ⒈ 油漆品种 规格质量 符合设计要求和施工 规范规定 符合设计要求 和施工规范规定 ⒉ 分层油漆遍数 及间隔时间 必须符合设计要求符合设计要求 二 类 ⒊ 基 层 处 理 酸洗、喷 丸、喷砂 钢材表面应露出金属 色泽 油漆基层 不允许有焊渣、焊疤 和灰尘、油污 无焊渣、焊疤和灰尘、 油污 玻璃纤维布 包裹均匀,不允许有 打皱,起鼓 包裹均匀,无打皱,起鼓 ⒋ 外 观 质 量 涂刷 不得误涂、漏

钢结构油漆作业指导书
格式:pdf
大小:9KB
页数:1P
4.8
油漆作业指导书总1页,第1页 油漆作业指导书 文件编号: 版本:a (1)喷漆前构件表面状况要求 在涂装前,应检查构件表面是否已按照《钢材表面处理工艺要求》进行过表 面处理。 构件焊接区域及其周边区域不应有焊接飞溅、焊渣等。 构件表面不得有油污、灰尘等影响涂装质量的杂质。 (2)油漆质量 所有油漆必须符合《油漆规范要求》中的要求。没有入库验收手续的油漆不 得使用。 在作业过程中,应注意以下主要指标: (a)颜料和溶剂组分所产生的欺膜在外露的气候条件下,为期30~60天不出 现水斑; (b)组分要求:固体体积含量不少于45%;固体重量含量不少于70%; (c)底漆中必须含有铬酸锌、氧化锌或磷酸锌等防锈颜料,其最低含量应为 0.0168kg/l。在铬被禁止使用的场合,防锈颜料应菜油氧化锌或磷酸锌 代替,其保护作用的用量应等同于被代替的铬酸锌。 (d)

钢结构油漆及焊材用量的计算
格式:pdf
大小:28KB
页数:7P
4.7
钢结构油漆及焊材用量计算 主次钢结构都是根据防腐的要求来打砂油漆的,油漆的用量很大程度和干膜厚度有关的,与 施工方法和涂装系统也有关系(喷涂要比手工刷的损耗率),以下数据是理论涂布率(仅供 参考),实际用量乘上1.5-1.8的系数: 75微米厚度的,大约8.5平方米/升; 125微米厚度的,大约6.5平方米/升; 200微米厚度的,大约4平方米/升。 一般是使用容积单位来衡量的。 油漆说明书里有个理论涂布率,就是涂1平方米100um(或者是50um等等自己可以换算) 用多少l油漆。咱们比如这个数是x% 那么油漆用量=x%*25000*油漆厚度/100 这个结果之后你再乘以一个损耗系数比如1.3一般这个与施工的设备有关系 在钢结构上焊缝的净重量是钢构件的1.5~2%左右。然后根据这个来提焊条,由于是净 重量所以焊条重量有些增加,加上留
钢结构油漆工艺
格式:pdf
大小:6KB
页数:3P
4.5
钢结构油漆工艺流程 1、工艺流程 基层处理→涂防锈漆→刮腻子→涂磷化底漆→涂刷面漆。 2、基层处理 先将金属表面上的浮土、砂、灰浆、油污、锈斑、焊渣、毛刺等 清除干净。然后进行表面除锈,方法可用手工处理。如金属表面是一 般浮铁锈,可先用钢丝刷往复刷打,然后用粗砂布打磨出新的光亮表 面,再用旧布或棉纱将打磨下的浮灰、锈擦干净;如果钢构件的金属 表面锈蚀比较严重(鳞状锈斑),先用铲刀将锈鳞铲掉,也可用锤子 或刮刀清理,然后用钢丝刷刷打清理,再用砂布打磨光亮为止,即可 涂防锈漆。大面积锈蚀可先用砂轮机、风磨机及其它电动除锈工具除 锈,然后配以钢丝刷、锉刀、钢铲及砂布等工具,经刷、锉、磨除去 剩余铁锈及杂物。 3、涂防锈漆干燥后涂红丹防锈漆 涂红丹防锈漆时,构件表面必须干燥,如有水珠、水气必须擦干。 施涂时一定要涂刷到位、刷满、刷匀。对小型钢结构构件或金属制品 花样复杂的可两人合作,一
钢结构油漆施工方案
格式:pdf
大小:8KB
页数:3P
4.4
钢结构油漆施工方案 第1篇:钢结构防腐油漆施工方案一、钢结构防腐油漆操作施工工艺介绍:1、工艺流程: 首先是钢结构表面的清理(包括除尘、除锈等)然后是第一遍底漆涂刷第二遍面漆涂刷建设 方进行工程质量的检查与验收(1)钢结构防腐油漆时建筑结构表面的清理工艺:a、表面清 理是为了更好为钢结构进行底漆的涂刷,因此在进行底漆的涂刷前,应将需涂装部位的进 行相应的清理操作,便于以后的施工,主要清理涂刷部位的灰尘,锈渍,油污等。b、对 于涂刷部位的清理将直接影响涂刷底层的质量好坏。因此为了更好地提高施工工艺,钢结 构表面的除锈质量可分为一级除锈和二级除锈。c、所谓一级除锈要使钢材表面能够显示 出金属的特有的色泽。d、所谓二级除锈是除了使钢材表面出现金属光泽外,还要对金属 表面进行一定的打磨,使底漆可以和钢结构表面更好地接触,达到更好的防腐效果。二、 二级除锈经常采用的除锈方法与工
钢结构油漆定额表最新文档

钢结构油漆涂装施工方案
格式:pdf
大小:24KB
页数:10P
4.7
邵伯航道站六圩灯塔维护工程 钢结构油漆涂装施工方案 扬州市华盟建筑装饰工程有限公司 2012-6-4 钢结构油漆涂装施工方案 一、工程概况 1、本工程名称:航道站六圩灯塔钢构件油漆。 2、钢结构总重约105t,钢构件展开表面积约为3500㎡。 3、施工标高约60m。 二、施工内容 1、铲除钢构件表面涂层。 2、用砂轮机把钢构件表面的锈迹打磨、清理干净。 3、所有钢构件重新涂富锌环氧防锈漆一遍。 4、所有钢构件涂装氟碳漆二遍。 三、施工难点、重点分析 1、因施工标高在60m,采用吊板作业,保证施工安全是施工重点。 2、钢构件表面将其铲除后再打磨是施工重点也是施工难点。 4、重新涂装氟碳漆,保证施工质量,是施工重点。 四、吊板作业施工方案 a、吊板构成工具与设备 工作绳、安全绳、吊板(座板)、安全带、自锁器、u型卡、工作桶等。 1、工作绳:材质为锦纶,规格:直径为20
钢结构油漆涂刷合同书
格式:pdf
大小:18KB
页数:3P
4.4
施工合同 发包单位:xxxxxxxxxxxxxxxxxxxxxxxx公司(以下简称甲方) 施工单位:(以下简称乙方) 经甲乙双方平等协商,甲方将下列工程任务委托乙方进行施工,为明 确双方权利和义务,特制定本合同,共同遵守。 一、工程名称及建设地点: 1、工程名称:xxxxxxxx公司厂房钢结构油漆涂料涂装工程 2、建设地点:xxxxx经济开发区 二、工程范围: 所有钢结构厂房所含工程(钢柱、钢梁、檩条、拉条、套管、柱 间撑、屋面撑)。 三、工程总造价: 按图纸面积计算,每平方xx元。 四、工期:年月日至年月日,共计天。 五、承包方式:包工包料。 六、甲方委派工地代表,对工程进度、工程质量进行监理、督促乙 方按规定做好各项技术资料报表整理及处理其它事宜。 七、乙方负责完成的工作: 1.保质、保量,按时完成所承包的工程项目,服从甲
技术交底(钢结构油漆)1
格式:pdf
大小:40KB
页数:3P
4.7
技术交底记录编号: 审核人:交底人:接受交底人:1 工程名称柳州阳和中小企业交底日期2005.07.25 施工单位十一冶建设有限责任公司分项工程名称钢结构油漆 交底提要 交 底 内 容 (一)施工准备 1、材料 漆料、稀释剂和固化剂等的种类和质量必须符合设计要求和有关标准的规定,并有产品质量证明书和出厂 合格证。 2、作业条件 (1)钢结构制作和钢结构安装分道工序完成后,经质量检查均符合要求。 (2)基层面经清理已无铁锈、油污、焊渣(制作及安装时)灰尘等杂质。 (3)有关漆料调配的各配合比已由试验室送至施工现场,并经调试检查均符合现场施工使用及验收要求。 (4)施工料具及施工计划项目已到现场。 (二)操作工艺 1、一般规定 (1)本操作工艺适用于工业与民用建筑钢结构工程的漆料涂刷工序。 (2)涂刷应分两次进行:涂底层应于构件制作完毕组装之前进行;涂面

钢结构油漆施工方案
格式:pdf
大小:6KB
页数:3P
4.6
钢结构油漆施工方案 1、作业条件1.1油漆工施工作业应有特殊工种作业操作证。 1.2防腐涂装工程前钢结构工程已检查验收,并符合设计要求。 1.3作业场地应有安全防护措施,有防火和通风措施,防止发生火灾和 人员中毒事故。 1.4露天防腐施工作业应选择适当的天气,大风、遇雨、严寒等均不应 作业。 2、基面清理金属表面防腐前先进行除锈,除锈方式采用动力工具和手 工除锈相结合的方法进行除锈,除锈后金属表达面达到《涂装前钢材 表面锈蚀等级和除锈等级》gb/t8923-88中规定的st3标准;不易清理 的背角亦应达到st2标准。 st3:指已处理的锈蚀表面应露现金属光泽。 st2:指已处理的锈蚀表面无可见的会岑、水份、油污、脏垢以及风化 的氧化皮、锈层和漆皮。 动力工具及人工除锈:用钢丝刷、铲刀、砂纸及砂轮网等除去金属表 面的锈蚀、氧化皮和附着不牢的旧漆膜等附着物。 除锈程序应按照自上而下的施
钢结构油漆用量计算 (2)
格式:pdf
大小:102KB
页数:2P
4.4
钢结构油漆用量计算 主次钢结构都是根据防腐的要求来打砂油漆的,油漆的用量很大程度和干膜厚度 有关的,与施工方法和涂装系统也有关系(喷涂要比手工刷的损耗率),以下数 据是理论涂布率(仅供参考),实际用量乘上1.5-1.8的系数: 75微米厚度的,大约8.5平方米/升; 125微米厚度的,大约6.5平方米/升; 200微米厚度的,大约4平方米/升。 一般是使用容积单位来衡量的。 油漆说明书里有个理论涂布率,就是涂1平方米100um(或者是50um等等自己 可以换算)用多少l油漆。比如这个数是x% 那么油漆用量=x%*25000*油漆厚度/100 这个结果之后你再乘以一个损耗系数,比如1.3一般这个与施工的设备有关系。 在钢结构上焊缝的净重量是钢构件的1.5~2%左右。然后根据这个来提焊条,由 于是净重量所以焊条重量有些增加,加上留下的焊条头,和药皮的

钢结构油漆用量计算 (3)
格式:pdf
大小:846KB
页数:4P
4.7
钢结构油漆用量计算 主次钢结构都是根据防腐的要求来打砂油漆的,油漆的用量很大 程度和干膜厚度有关的,与施工方法和涂装系统也有关系(喷涂要比手 工刷的损耗率),以下数据是理论涂布率(仅供参考),实际用量乘上 1.5-1.8的系数: 75微米厚度的,大约8.5平方米/升; 125微米厚度的,大约6.5平方米/升; 200微米厚度的,大约4平方米/升。 一般是使用容积单位来衡量的。 油漆说明书里有个理论涂布率,就是涂1平方米100um(或 者是50um等等自己可以换算)用多少l油漆。比如这个数是x% 那么油漆用量=x%*25000*油漆厚度/100 这个结果之后你再乘以一个损耗系数,比如1.3一般这个与施工的设 备有关系。 在钢结构上焊缝的净重量是钢构件的1.5~2%左右。然后根据 这个来提焊条,由于是净重量所以焊条重量有些增加
钢结构油漆及焊条用量
格式:pdf
大小:13KB
页数:1P
4.5
钢结构油漆及焊条用量 1、油漆用量 理论涂布率: 75微米厚度的,大约8.5平方米/升 125微米厚度的,大约6.5平方米/升 200微米厚度的,大约4平方米/升 一般是使用容积单位来衡量的,油漆说明书里有个理论涂布率,就是涂1平方100um(或者 50um自己可以换算),用多少升油漆,比如为l升: 那么油漆用量=l*25000*油漆厚度/100 这个结果之后,再乘以一个损耗系数1.3; 金属面油漆用量系数表 项目名称系数工程量计算 规则 钢屋架、天窗架、屋架梁、挡风架、支撑、檩条38.00按设计图示 尺寸以质量 (t)计算 花式梁柱、空花构件24.00 圆钢操作台,走台、钢梁、制动梁、车挡27.00 空腹式墙架、19.00 格构式墙架31.00 轻型屋架54.00 钢爬梯45.00 踏步式钢
钢结构油漆涂刷施工方案
格式:pdf
大小:187KB
页数:8P
4.5
a 版次 rev. 日期 date 状态 state 编制 preparedby 审核 reviewedby 批准 approvedby 修改说明 revisiondescription. 中国核工业华兴建设有限公司 秦山核电维修项目部 秦山三核厂区建筑物/构筑物维修维护工程 编码codehdsq-xy-hdwx-sgfa-010-a 文件类别 doc. type 施工方案 文件名称 doc. title 乏燃料干式贮存项目延伸厂房钢结构 油漆涂刷工程施工方案 版次rev 页码pageabcdefg 版次rev 页码pageabcdefg 1× 2× 3× 4× 5× 6× 7× 8× 延伸厂房钢结构 油漆涂刷工程施工方案 合同号:编号:xy-
钢结构油漆用量计算
格式:pdf
大小:21KB
页数:3P
4.5
钢结构油漆用量计算 (来源:周口钢结构http://www.***.***/aspcms/news/2012-9-6/196.html) 主次钢结构都是根据防腐的要求来打砂油漆的,油漆的用量很大程度和干膜 厚度有关的,与施工方法和涂装系统也有关系(喷涂要比手工刷的损耗率),以 下数据是理论涂布率(仅供参考),实际用量乘上1.5-1.8的系数: 75微米厚度的,大约8.5平方米/升; 125微米厚度的,大约6.5平方米/升; 200微米厚度的,大约4平方米/升。 一般是使用容积单位来衡量的。 油漆说明书里有个理论涂布率,就是涂1平方米100um(或者是50um等等自己 可以换算)用多少l油漆。咱们比如这个数是x% 那么油漆用量=x%*25000*油漆厚度/100 这个结果之后你再乘以一个损耗系数比如1.3一般这个与施工的设备有关系

钢结构油漆配制工艺规程
格式:pdf
大小:34KB
页数:1P
4.7
钢结构油漆配制工艺流程 天津建工工程总承包有限公司 钢结构工程分公司 秦皇岛港煤五期工程转接塔钢结构 油漆调配工艺规程 工序名称工艺编号编制审核 油漆调配qh-m5-1 油漆配比 工艺流程 序号工序工艺内容要求 名称环氧富锌底漆500颜色灰色 1 准 备 1、1专用工具:量筒、磅秤、容器、标识牌 主剂:固化剂=26.7:3.34(重量比) 稀释比率10-15%(重量比) 稀释剂:环氧稀释剂20# 稀释比例值根据涂装方法和环境温度确定 1、2接受技术交底、明确设计要求,熟悉油漆的性能、使用方法 1、3油漆开桶前将桶盖上的污物除尽,开桶后检查原漆的状态,如出现 桔皮、结块、凝胶及沉淀的现象,表明原漆已变质,不能使用。 1、4油漆配制前应注意: 1、4.1容器、量筒要清理干净,保证油漆的调配质量。 1、4.2校正磅秤的计量精度,以保证
钢结构油漆定额表相关
文辑推荐
知识推荐
百科推荐


职位:工程材料员
擅长专业:土建 安装 装饰 市政 园林


