

钢结构设计图中的焊接符号标注
格式:pdf
大小:287KB
页数:5P
人气 :79
 4.7
4.7
1 建筑钢结构设计图中的焊接符号标注 本文所讲的并非只是个制图方面的问题, 焊缝要求在图纸中能否正确反映是个技术性问题。 焊 接是钢结构的灵魂, 焊缝设计是钢结构连接设计的主要内容。 现在有许多钢结构设计员对此往往不 够重视,对焊缝的本质理解不够,有的只标上少数的焊缝符号,技术说明中加上“除图中表注的焊 缝外,其余一律为焊脚为 ** 的角焊缝”;有的干脆图中一个焊接符号都没有,只在说明中进行文字 描述性的要求。由于对焊缝标注的欠缺,使设计者的意图不能正确或全面在图中反映出来。造成实 际构件中焊缝欠缺和错误,从而对结构造成质量或受力方面的欠缺。 但要真正准确的反映出焊缝的要求则由于接头形式不同和焊接要求不同, 焊缝符号的标注显得 复杂而难以在一个符号表达清楚。 所以往往在符号后面加尾部编号, 再在技术说明中另行编制尾部 编号的焊缝和坡口的图解和说明。这样每一个工程都要对图中所用符号编制一套




钢结构设计图中的焊接符号标注
1 ** gb/t324-2008 gb/t50105-2001 jgj81-2002 2 k s 16mm sk, s 20mm 12-20mm 16mm 3mm 3 sk v b b b , b v v v 4 u r j r r . 5 1. 2. gb/t50105-2001 15162021 3.1424 25 4.17192627gb/t324-2008 a.31 5.171819 1516 6.23223 7.28 8.u 9. [1].c.w.1985364 1966 tel.:1336254651118919663363email:wzg-305@vip.163.com
钢结构设计图中的焊接符号标注大全_图_
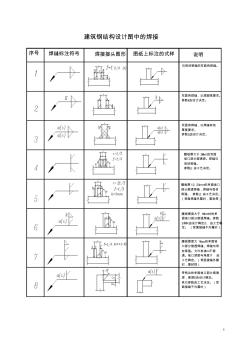
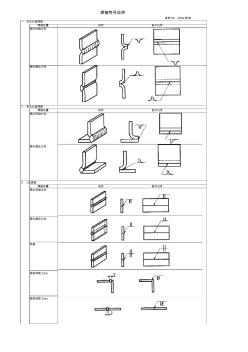
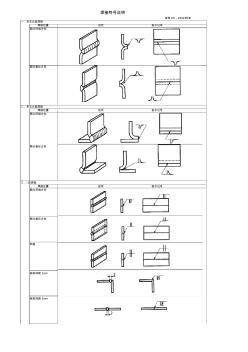
1 建筑钢结构设计图中的焊接 序号焊缝标注符号焊接接头图形图纸上标注的式样说明 双面角焊缝,以焊脚高要求。 参数k由设计决定。 双面角焊缝,以焊缝有效 厚度要求。 参数s由设计决定。 腹板厚度大于16mm时的单 面坡口部分熔透焊缝。参数 s和k由设计确定,由工艺确 定。(背面接缝不外露时) 带钝边的单面坡口部分熔透 焊,熔深s由设计确定。 其它参数由工艺决定。(背 面接缝不外露时) 腹板厚大于20mm的双面 坡口部分熔透焊。焊缝与 母材等强。 参数由工艺决定。 腹板厚12-20mm的单面坡口 部分熔透焊缝,焊缝与母材 等强。参数由工艺决定。 (背面焊缝外露时,要封焊) 与母材等强的双面角焊缝。 腹板厚度大16mm的单面坡 口部分熔透焊缝。焊缝与母 材等强。允许有3mm不熔 透。坡口深度与角度由 工艺确定。(背面接缝外露 时,要封焊) ,且不大于
编辑推荐下载

钢结构设计图中的焊接符号标注大全(图)
格式:pdf
大小:284KB
页数:4P
4.6
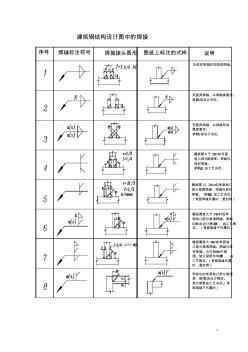
1 建筑钢结构设计图中的焊接 序号焊缝标注符号焊接接头图形图纸上标注的式样说明 双面角焊缝,以焊脚高要求。 参数k由设计决定。 双面角焊缝,以焊缝有效 厚度要求。 参数s由设计决定。 腹板厚度大于16mm时的单 面坡口部分熔透焊缝。参数 s和k由设计确定,由工艺确 定。(背面接缝不外露时) 带钝边的单面坡口部分熔透 焊,熔深s由设计确定。 其它参数由工艺决定。(背 面接缝不外露时) 腹板厚大于20mm的双面 坡口部分熔透焊。焊缝与 母材等强。 参数由工艺决定。 腹板厚12-20mm的单面坡口 部分熔透焊缝,焊缝与母材 等强。参数由工艺决定。 (背面焊缝外露时,要封焊) 与母材等强的双面角焊缝。 腹板厚度大16mm的单面坡 口部分熔透焊缝。焊缝与母 材等强。允许有3mm不熔 透。坡口深度与角度由 工艺确定。(背面接缝外露 时,要封焊) ,且不大于 2

(完整)钢结构设计图中的焊接符号标注大全(图),推荐文档
格式:pdf
大小:284KB
页数:4P
4.6
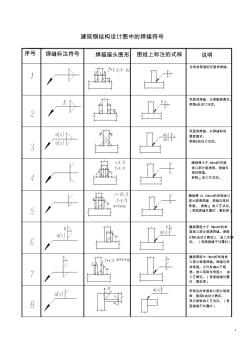
1 建筑钢结构设计图中的焊接 序号焊缝标注符号焊接接头图形图纸上标注的式样说明 双面角焊缝,以焊脚高要求。 参数k由设计决定。 双面角焊缝,以焊缝有效 厚度要求。 参数s由设计决定。 腹板厚度大于16mm时的单 面坡口部分熔透焊缝。参数 s和k由设计确定,由工艺确 定。(背面接缝不外露时) 带钝边的单面坡口部分熔透 焊,熔深s由设计确定。 其它参数由工艺决定。(背 面接缝不外露时) 腹板厚大于20mm的双面 坡口部分熔透焊。焊缝与 母材等强。 参数由工艺决定。 腹板厚12-20mm的单面坡口 部分熔透焊缝,焊缝与母材 等强。参数由工艺决定。 (背面焊缝外露时,要封焊) 与母材等强的双面角焊缝。 腹板厚度大16mm的单面坡 口部分熔透焊缝。焊缝与母 材等强。允许有3mm不熔 透。坡口深度与角度由 工艺确定。(背面接缝外露 时,要封焊) ,且不大于 2
钢结构设计图中的焊接符号标注热门文档
钢结构设计图中的焊接符标注大全图
格式:pdf
大小:322KB
页数:4P
4.6
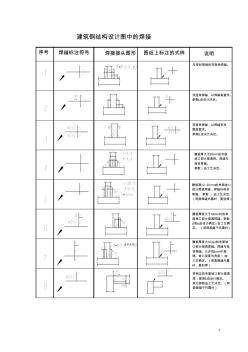
1 建筑钢结构设计图中的焊接 序号焊缝标注符号焊接接头图形图纸上标注的式样说明 双面角焊缝,以焊脚高要求。 参数k由设计决定。 双面角焊缝,以焊缝有效 厚度要求。 参数s由设计决定。 腹板厚度大于16mm时的单 面坡口部分熔透焊缝。参数 s和k由设计确定,由工艺确 定。(背面接缝不外露时) 带钝边的单面坡口部分熔透 焊,熔深s由设计确定。 其它参数由工艺决定。(背 面接缝不外露时) 腹板厚大于20mm的双面 坡口部分熔透焊。焊缝与 母材等强。 参数由工艺决定。 腹板厚12-20mm的单面坡口 部分熔透焊缝,焊缝与母材 等强。参数由工艺决定。 (背面焊缝外露时,要封焊) 与母材等强的双面角焊缝。 腹板厚度大16mm的单面坡 口部分熔透焊缝。焊缝与母 材等强。允许有3mm不熔 透。坡口深度与角度由 工艺确定。(背面接缝外露 时,要封焊) ,且不大于 2
【精】建筑钢结构设计图中的焊接符号大全
格式:pdf
大小:296KB
页数:5P
4.3
1 建筑钢结构设计图中的焊接符号 序号焊缝标注符号焊接接头图形图纸上标注的式样说明 双面角焊缝,以焊脚高要求。 参数k由设计决定。 双面角焊缝,以焊缝有效 厚度要求。 参数s由设计决定。 腹板厚度大于16mm时的单 面坡口部分熔透焊缝。参数 s和k由设计确定,由工艺确 定。(背面接缝不外露时) 带钝边的单面坡口部分熔透 焊,熔深s由设计确定。 其它参数由工艺决定。(背 面接缝不外露时) 腹板厚大于20mm的双面 坡口部分熔透焊。焊缝与 母材等强。 参数由工艺决定。 腹板厚12-20mm的单面坡口 部分熔透焊缝,焊缝与母材 等强。参数由工艺决定。 (背面焊缝外露时,要封焊) 与母材等强的双面角焊缝。 腹板厚度大16mm的单面坡 口部分熔透焊缝。焊缝与母 材等强。允许有3mm不熔 透。坡口深度与角度由 工艺确定。(背面接缝外露 时,要封焊) ,且不大于
钢结构设计图中的焊接符号标注大全(图)0204192302
格式:pdf
大小:254KB
页数:4P
4.3
1 建筑钢结构设计图中的焊接 序号焊缝标注符号焊接接头图形图纸上标注的式样说明 双面角焊缝,以焊脚高要求。 参数k由设计决定。 双面角焊缝,以焊缝有效 厚度要求。 参数s由设计决定。 腹板厚度大于16mm时的单 面坡口部分熔透焊缝。参数 s和k由设计确定,由工艺确 定。(背面接缝不外露时) 带钝边的单面坡口部分熔透 焊,熔深s由设计确定。 其它参数由工艺决定。(背 面接缝不外露时) 腹板厚大于20mm的双面 坡口部分熔透焊。焊缝与 母材等强。 参数由工艺决定。 腹板厚12-20mm的单面坡口 部分熔透焊缝,焊缝与母材 等强。参数由工艺决定。 (背面焊缝外露时,要封焊) 与母材等强的双面角焊缝。 腹板厚度大16mm的单面坡 口部分熔透焊缝。焊缝与母 材等强。允许有3mm不熔 透。坡口深度与角度由 工艺确定。(背面接缝外露 时,要封焊) ,且不大于 2 单面坡口的部
钢结构设计焊接符号表示方法
格式:pdf
大小:4.8MB
页数:24P
4.7
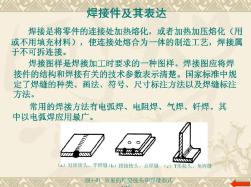
焊接符号 什么是焊接符号 焊接符号是一种工程语言,能简单、明了地在图纸上说明焊缝的形状、几何尺寸和焊接 方法。我国的焊接符号是由国家标准gb324规定的。 焊接符号有什么作用 焊接符号是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号 来表示的方法。焊接符号可以表示出: (1)所焊焊缝的位置。 (2)焊缝横截面形状(坡口形状)及坡口尺寸。 (3)焊缝表面形状特征。 (4)表示焊缝某些特征或其他要求。 焊接加工符号的国家标准有哪些 焊接符号的国家标准主要有两个: (1)gb324一1988《焊缝代号》。 (2)gb985-1988《手工电弧焊焊接接头的基本形式与尺寸》。 焊缝形式及坡口尺寸在图纸上是怎样表示的 焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。为了简化焊缝在图样上的 表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表
焊接符号标注示例-焊接标注示例
格式:pdf
大小:4.1MB
页数:13P
4.6
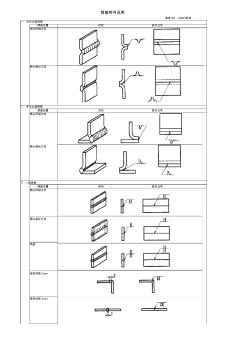
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向16
钢结构设计图中的焊接符号标注精华文档
钢结构设计图纸审查的主要内容
格式:pdf
大小:14KB
页数:8P
4.4
钢结构设计图纸审查的主要内容 一、工程概况和技术特点 在此一节中可以看出施工方对施工图纸的消化程度,同时也可反映 出施工方的工程施工经验和技术保障系统的强弱。因此,在审查这一 节时应注意施工单位对工程施工技术特点、难点的分析是否切中要害, 是否有他们自认为施工困难的方面或应注意的事项,对此应分门别类 作记录,在施工过程中重点监控 二、施工作业工艺及主要技术措施 本节是“钢结构施工组织设计”的核心内容。由于钢结构工程涉及 到制造和安装两个施工现场,因此本本节内容应涵盖两现场的工艺内 容。施工组织设计不如施工技术方案或施工技术措施对施工工艺的描 述那么详实,但要求主干明确,逻辑性强,工艺特征要切中要害,因 此,对此节审查时应注意以下几点: 1、制造加工工艺程序有无矛盾与前后倒置现象。一般来说其加工工 艺是:①确认进场材料;②电脑或1:1实样出落
焊接符号标注示例
格式:pdf
大小:4.1MB
页数:13P
4.8
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向16

焊接符号的标注
格式:pdf
大小:4.3MB
页数:43P
4.7
焊缝符号表示法 gb324-88 国家技术监督局1988-12-10批准1989-07-01实施 1主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2引用标准 gb5185金属焊接及钎焊方法在图样上的表示代号 3总则 3.1为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图方法表示。 3.2焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 3.3焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法, 按技术制图有关规定。 3.4为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。必要时也可在焊缝符号中表示这些内容。 4符号 4.1基本符号 基本符号是表示焊缝横截面形状的符号见表1。
焊接符号及焊接标注方法
格式:pdf
大小:235KB
页数:5P
4.4
精心整理 《焊接接头和焊接符号》培训资料 一、焊接接头 焊接接头共有五种形式,对接,角接,t形,搭接和端接接头。如图4.2所示,这五种基本接头形式都有一 定的焊缝和焊缝符号与之对应。根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每 种接头形式很接近。接头设计确定了其形状,尺寸和结构。 形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。 焊缝的形式是用接头的几何形状来表示的。接头的几何形状就是焊前的截面尺寸及形状。从截面方向上看一 接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。 精心整理 焊接接头部件 接头型式确定后,有必要描述所要求的接头设计。所以,焊接及检验人员应具备相当的能力来识别对于一给 定接头的几何形状的各个特征。与这些特征有关的术语包括: 接头根部、坡口面、根部钝边、根部棱边、根部间隙、单边、单
钢结构设计图中的焊接符号标注最新文档


焊接符号图例
格式:pdf
大小:3.2MB
页数:25P
4.6
焊缝符号表示法 gb324-88 国家技术监督局1988-12-10批准1989-07-01实施 1主题内容及适用范围 本标准规定了焊缝符号表示方法。 本标准适用于金属熔化焊及电阻焊。 2引用标准 gb5185金属焊接及钎焊方法在图样上的表示代号 3总则 3.1为了简化图样上的焊缝一般应采用本标准规定的焊缝符号表示。但也可采用技术制图 方法表示。 3.2焊缝符号应明确地表示所要说明的焊缝,而且不使图样增加过多的注解。 3.3焊缝符号一般由基本符号与指引线组成。必要时还可以加上辅助符号、补充符号和焊 缝尺寸符号。图形符号的比例、尺寸和在图样上的标注方法,按技术制图有关规定。 3.4为了方便,允许制定专门的说明书或技术条件,用以说明焊缝尺寸和焊接工艺等内容。 必要时也可在焊缝符号中表示这些内容。 4符号 4.1基本符号 基本符号是表示焊缝横截面形状的
建筑结构设计中的钢结构设计策略分析
格式:pdf
大小:1006KB
页数:2P
4.6
介绍了钢结构设计在建筑结构设计中的必要性,分析了当前建筑结构中钢结构存在的不足,并从钢结构稳定性、腐蚀问题及火灾问题等方面,提出了钢结构的设计策略,旨在确保建筑结构的稳定性。
建筑结构设计中的钢结构设计策略分析
格式:pdf
大小:1.2MB
页数:2P
4.5
介绍了钢结构设计在建筑结构设计中的必要性,分析了当前建筑结构中钢结构存在的不足,并从钢结构稳定性、腐蚀问题及火灾问题等方面,提出了钢结构的设计策略,旨在确保建筑结构的稳定性.

建筑结构设计中的钢结构设计策略分析
格式:pdf
大小:79KB
页数:2P
4.4
介绍了钢结构设计在建筑结构设计中的必要性,分析了当前建筑结构中钢结构存在的不足,并从钢结构稳定性、腐蚀问题及火灾问题等方面,提出了钢结构的设计策略,旨在确保建筑结构的稳定性。
焊接符号大全
格式:pdf
大小:3.1MB
页数:13P
4.4
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向16
焊接符号大全
格式:pdf
大小:1.7MB
页数:47P
4.8
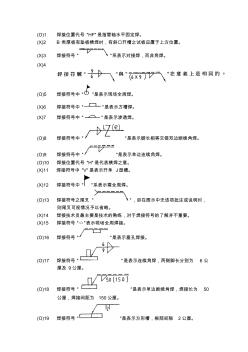
(o)1焊接位置代号"hf"是指管轴水平固定焊。 (x)2b类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。 (x)3焊接符号""系表示对接焊,而非角焊。 (x)4 (o)5焊接符号中""是表示现场全周焊。 (x)6焊接符号中""是表示方槽焊。 (x)7焊接符号中""是表示渗透焊。 (o)8焊接符号中""是表示脚长相等交错双边断续角焊。 (o)9焊接符号中""是表示单边连续角焊。 (o)10焊接位置代号"h"是代表横焊之意。 (x)11焊接符号中"v"是表示开单j型槽。 (x)12焊接符号中""系表示需全周焊。 (o)13焊接符号之尾叉"",如在图示中无该项批注或说明时, 则尾叉可视情况予以省略。 (x)14焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。 (x)15焊接符号"○"表示现场全周焊接。 (
建筑电气设计图中的标注符号
格式:pdf
大小:35KB
页数:5P
4.8
一、导线敷设方式标注: 1、用瓷瓶或瓷柱——k2、塑料线槽——pr 3、金属线槽——mr4、穿焊接钢管——sc 5、穿电线管——mt6、穿硬聚氯乙烯管——pc 7、穿阻燃半硬聚氯乙烯管——fpc8、用电缆桥架——ct 9、用瓷夹——pl10、用塑料夹——pcl 11、穿金属软管——cp12、钢索敷设——m 13、穿聚氯乙烯塑料波纹电线管——kpc14、直接埋设——db 15、电缆沟敷设——tc16、混凝土排管敷设——ce 二、导线敷设部位的标注: 1、暗敷设在不能进入的吊顶内——acc2、沿屋架或跨屋架——ab 3、沿柱或跨柱——ac4、沿墙面——ws 5、沿天棚或顶板面——ce6、吊顶内——sce 7、暗敷设在梁内——bc8、暗敷设在柱内——clc 9、暗敷设在墙内——wc10、暗敷设在地
焊接符号详细说明
格式:pdf
大小:4.1MB
页数:13P
4.6
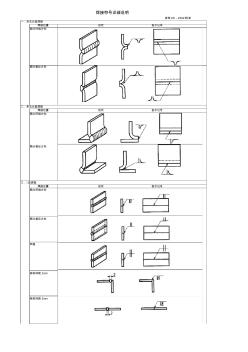
参考jis-z3021标准 一,双法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 二,单法兰型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 三,i型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 两面 板材间距2mm 板材间距2mm 焊接符号详细说明 闪光焊接 摩擦压接 四,v型焊接 焊接位置形状表示记号 箭头所指方向 箭头相反方向 板厚19mm 坡口深度16mm 坡口开口角度60° 板材间距2mm 完全熔透焊接 板厚12mm 坡口开口角度45° 使用垫板 板材间距4.8mm 焊后表面突出部分 要机加处理平整 部分熔透焊接 板厚12mm 坡口深度5mm 坡口开口角度60° 板材间距为0 五,x型焊接 焊接位置形状表示记号 两面 该部位机加磨平处理 闪光焊接闪光焊接 闪光焊接闪光焊接 摩擦压接 坡口深度 箭头方向

焊接符号大全 (2)
格式:pdf
大小:1.7MB
页数:46P
4.4
(o)1銲接位置代號"hf"是指管軸水平固定銲。 (x)2b類厚板有墊板橫銲時,有斜口開槽之試板應置於上方位置。 (x)3銲接符號""係表示對接銲,而非角銲。 (x)4 (o)5銲接符號中""是表示現場全周銲。 (x)6銲接符號中""是表示方槽銲。 (x)7銲接符號中""是表示滲透銲。 (o)8銲接符號中""是表示腳長相等交錯雙邊斷續角銲。 (o)9銲接符號中""是表示單邊連續角銲。 (o)10銲接位置代號"h"是代表橫銲之意。 (x)11銲接符號中"v"是表示開單j型槽。 (x)12銲接符號中""係表示需全周銲。 (o)13銲接符號之尾叉"",如在圖示中無該項註解或說明時, 則尾叉可視情況予以省略。 (x)14銲接技術員最主要是技術的熟練,對於銲接符號的瞭解並不重要。 (x)15銲接符號"○"表示現場全周銲接。 (
钢结构设计图中的焊接符号标注相关
文辑推荐
知识推荐
百科推荐


职位:注册建造师
擅长专业:土建 安装 装饰 市政 园林


