



编辑推荐下载

 分析钢结构焊接连接柱拼接节点设计
分析钢结构焊接连接柱拼接节点设计 分析钢结构焊接连接柱拼接节点设计
格式:pdf
大小:144KB
页数:3P
 4.4
4.4
针对钢结构焊接连接柱节点设计现状,进行科学合理的分析,详细介绍合理设计钢结构焊接连接柱拼接节点的重要性、影响钢结构焊接缺陷主要因素,如焊接设备不合理、焊接工艺落后、环境差等,并提出钢结构焊接连接柱拼接节点设计要点,希望能够给相关工作人员提供一定的参考与帮助。

钢结构连接计算
格式:pdf
大小:18KB
页数:1P
4.7
钢结构连接计算书 一、连接件类别: 焊缝连接中的对接焊缝强度 二、计算公式: 1.在对接和t形接头中,垂直于轴心拉力或轴心压力的对接焊缝强度,可按下式计算: 2.在对接和t形接头中,承受弯矩和前力共同作用的对接焊缝,其正应力和剪应力分别进行 计算。 在同时受有较大正应力和剪应力处,应按下式计算折算应力: 式中──对接焊缝强度; n──构件轴心拉力或轴心压力,取n=100n; lw──对接焊缝或角焊缝的计算强度,取lw=50mm; ──作用力与焊缝方向的角度=90度; t──在对接接头中为连接件的最小厚度;在t形接头中为腹板的厚度,取t=15mm; ──剪应力值; ftw,fcw──对接焊缝的抗拉强度设计值,取10n/mm2。 三、计算结果: 1.正应力=n×sin
钢结构连接施工图示(焊接连接)热门文档

钢管接口焊接连接
格式:pdf
大小:23KB
页数:1P
4.6
表c.0.2-1钢管接口焊接连接分项工程检验批质量验收记录 工程名称验收部位 施工单位项目经理 品种、规格焊接方法焊接工艺评定报告编号 质量验收规范的规定施工单位检查平定记录 质量等级 及合格率 主 控 项 目 1. 管 及 管 件 管材强度等级应≥q235,质量符合现行标准gb/t700规定。 手工焊接用的焊条,应符合现行标准gb/t5117的规定,选用的焊条 型号应与钢管管材力学性能相适应。 自动焊或半自动焊应采用与钢管管材力学性能相适应的焊丝和焊剂。 焊丝应符合现行标准gb/t14957的规定。 成品质量应符合相关的现行标准,其品种规格、外姓尺寸、技术要求 应符合设计的规定。 钢管焊缝的质量等级应不低于ⅱ级,并应符合设计的规定。 2.焊接材料的品种、规格、性能应符合现行标准和设计规定。 3.焊缝坡口形式和尺寸,应符合设计和焊接作业指导书的规定。无规定时应


钢结构连接施工图示(焊接连接)精华文档


电磁阀焊接连接与法兰连接
格式:pdf
大小:10KB
页数:1P
4.6
电磁阀焊接连接与法兰连接 电磁阀焊接连接: 如果采用不同的钎焊材料,其钎焊连接的强度并不见得很好,强度大小取决于管道外壳 与电磁阀套管之间正常的、大范围的清洁维护工作。银钎焊的电磁阀套管的内部直径的机械 公差和表面光滑度要求非常精确,以确保有足够的附着力。 注意:在清理和清除过程中,应该细心的观察清洗介质的残留物。在已经弄脏或不正确 清洗的表面上进行钎焊,焊接效果就很难令人满意,因为银钎焊合金并不会流过或粘接在氧 化物上,而油污的表面及暴露的、容易氧化和导致空隙和杂物排斥焊剂。 电磁阀清理 硬渣、污物或任何外部物质在管道内积累都可能妨碍电磁阀的工作效率并严重损坏电磁阀 的关键部件。必须用空气或蒸气对管道内部进行彻底清洗。当对管道进行攻丝时,要测定管 道螺纹的尺寸和长度,避免将管道塞满阀座和阀瓣。彻底清洗螺纹末端,清除任何有害的钢 或铁沉淀物。如果要时焊接更牢固

钢筋对焊焊接连接技术交底
格式:pdf
大小:5KB
页数:2P
4.8
合肥市中级人民法院综合审判楼工程 闪光对焊焊接连接结构工程 一、技术要求: 1、闪光对焊焊接连接适用于hpb235级、hrb335级、hrb400级以及rrb400 级钢筋的连接。 2、闪光对焊分为连续闪光焊、预热闪光焊、闪光-预热闪光焊三种,本 工程采用连续闪光焊施工工艺。 3、连续闪光焊的施工过程包括连续闪光和顶锻的过程,施焊时,先闭合 一次电路,使两根钢筋端部轻微接触,此时,端面间隙处即喷射出熔化 的金属微粒---闪光,接着慢慢移动移动两端面,使两端面仍保持轻微接 触,形成连续闪光。当闪光到预定长度、钢筋端头加热到将近熔点时, 就以一定的压力迅速进行顶锻。先带电顶锻,再无电顶锻到一定长度, 此时,焊接接头焊接完成。 4、钢筋焊接前,应对钢筋对焊参数详细了解:1)、钢筋的调伸长度应根 据所焊接钢筋的品种及尺寸定,达到使接头能均匀预热并使钢筋在顶锻 时不致发生旁弯
钢结构件组装(焊接连接组装)质量检查记录
格式:pdf
大小:28KB
页数:1P
4.4
gb50205-2001 表c.0.2 钢结构件组装(焊接连接组装)质量检查记录(8.5.1,8.3.2,8.3.3,8.3.4条) 工程名称:构件名称:制作数量:检查批次:共批,第批。 检查内容 对口 错边 (△) 对接 接口 间隙 (a) 搭接 长度 组装连 接面缝 隙 (△) h型、十字型构件双肢型钢错位箱形柱顶紧接 触面 桁架杆 件轴线 交点错 位 高度 (h) 翼板垂 直度 (△) 翼板与腹板 中心偏移 (e) 连接 处 其它 处 截面高 度 (h) 宽度 (b) 侧板与面 板垂直度 (△) 允许偏差(mm)0.15t, ≤2.0 ±1.0±5.01.5±2.0b/100, ≯3.0 2.01.02.0±2.0±2.0b/200, ≯3.0 75%以 上密贴 ≯3.0 检查日期构件 规

钢结构连接施工图示(焊接连接)最新文档
镀锌钢管不能采用焊接连接
格式:pdf
大小:112KB
页数:8P
4.4
精心整理 镀锌钢管不能采用焊接连接,因为管道不可能去二次镀锌处理,焊口内侧也没办法 做防腐处理(能进人的除外)。现在从设计开始,通常都是大于等于dn100的管道用 卡箍连接,小于dn100的可以采用丝接连接。如果设计不是,建议写变更。 从规范解释上看,采用镀锌管的目的就是防腐,所以镀锌管和焊接连接本来就是矛 盾的。 从实际使用情况来看,如果管道内通常是常温水并且是满水状态的话,焊口内侧腐 蚀情况通常不怎么严重。但如果断水或供热水,腐蚀程度还是比较严重的 首先150不能套丝的。 如果一定要镀锌管埋地,那就沟槽吧,管道和沟槽部位(尤其螺栓)加强防腐,虽 然给排水和消防的验收规范有些描述不大一致的情况,但这样做也算是折中的方法 了 验收规范是这么形容的: 您请教的高人说的太绝对了,不是不能用,而是用了会很麻烦,卡箍连接较之其他 几种方式主要是容易坏,连接的牢固程度没有其他几种高,对于室外
不锈钢管道焊接连接
格式:pdf
大小:97KB
页数:4P
4.8
不锈钢管道焊接连接施工作业指导书 1.总则 1.0.1.在管道直径dn≥125时,为使不锈钢管道在施工中采用焊接方 式连接,做到经济合理、安全适用、确保质量,特制定本指导 书。 1.0.2.本指导书适用于流体压力≤2.5mpa,温度≤110℃的管道系统,其 流体卤族元素离子浓度≤50ppm。 1.0.3.共同牌不锈钢管的管材、管件应符合:q/74364329-3.1-2008《低 压流体输送用薄壁不锈钢管》、q/74364329-3.2-2008《低压流体 输送用环压式不锈钢管件》的相关要求。 1.0.4.在管道系统施工中除应符合本指导书外,必须遵循国家 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 和jb/z261-86《钨极惰性气体保护焊的工艺方法》。 1.0.5.原则上是只能相同材质之间进行焊接;但允许采用高1级焊条 (丝)焊接低1级材质
镀锌钢管不能采用焊接连接
格式:pdf
大小:226KB
页数:8P
4.3
精心整理 镀锌钢管不能采用焊接连接,因为管道不可能去二次镀锌处理,焊口内侧也没办法 做防腐处理(能进人的除外)。现在从设计开始,通常都是大于等于dn100的管道用 卡箍连接,小于dn100的可以采用丝接连接。如果设计不是,建议写变更。 从规范解释上看,采用镀锌管的目的就是防腐,所以镀锌管和焊接连接本来就是矛 盾的。 从实际使用情况来看,如果管道内通常是常温水并且是满水状态的话,焊口内侧腐 蚀情况通常不怎么严重。但如果断水或供热水,腐蚀程度还是比较严重的 首先150不能套丝的。 如果一定要镀锌管埋地,那就沟槽吧,管道和沟槽部位(尤其螺栓)加强防腐,虽 然给排水和消防的验收规范有些描述不大一致的情况,但这样做也算是折中的方法 了 验收规范是这么形容的: 您请教的高人说的太绝对了,不是不能用,而是用了会很麻烦,卡箍连接较之其他 几种方式主要是容易坏,连接的牢固程度没有其他几种高,对于室
镀锌钢管不能采用焊接连接 (2)
格式:pdf
大小:51KB
页数:5P
4.4
. . 镀锌钢管不能采用焊接连接,因为管道不可能去二次镀锌处理,焊口 内侧也没办法做防腐处理(能进人的除外)。现在从设计开始,通常 都是大于等于dn100的管道用卡箍连接,小于dn100的可以采用丝接 连接。如果设计不是,建议写变更。 从规范解释上看,采用镀锌管的目的就是防腐,所以镀锌管和焊接连 接本来就是矛盾的。 从实际使用情况来看,如果管道内通常是常温水并且是满水状态的 话,焊口内侧腐蚀情况通常不怎么严重。但如果断水或供热水,腐蚀 程度还是比较严重的 首先150不能套丝的。 如果一定要镀锌管埋地,那就沟槽吧,管道和沟槽部位(尤其螺栓) 加强防腐,虽然给排水和消防的验收规范有些描述不大一致的情况, 但这样做也算是折中的方法了 验收规范是这么形容的: gb50242-2002。第9.2.3条管道接口法兰、卡扣、卡箍等应安装在检 查井或地沟内,不应埋在土壤中 gb50

钢筋焊接连接力学性能检验报告
格式:pdf
大小:23KB
页数:1P
4.7
钢筋焊接连接力学性能检验报告 报告编号委托编号第页/共页 工程名称 委托单位 见证单位 使用部位见证人 样品名称牌号级别公称直径(mm) 样品描述样品来源代表批量(个) 检验性质焊接方法收样日期 检验设备 检验环境 温度℃ 检验日期 检验依据签发日期 检验结果 拉伸试验弯曲试验 试件编号 实测直径抗拉强度 断裂位置断裂特征 弯芯直径 (mm)(mpa)弯曲角度 标准————试件编号弯曲结论 14 25 36 检验结论 备注检验单位 (检验专用章) 批准校核检验 本表由检测机构提供,建设单位、施工单位、城建档案馆各保存一份。
 建筑工程钢结构连接方式培训讲义(焊接、螺栓连接)
建筑工程钢结构连接方式培训讲义(焊接、螺栓连接) 建筑工程钢结构连接方式培训讲义(焊接、螺栓连接)
格式:ppt
大小:1.5MB
页数:未知
3
建筑工程钢结构连接方式培训讲义(焊接、螺栓连接)——对接焊缝连接的构造和计算,角对接焊缝连接的构造和计算,普通螺栓连接的构造和计算,高强度螺栓连接的构造和计算。 钢结构连接是钢结构设计的重要组成部分,通过本单元学习要求达到:熟悉设计规范对...

钢结构连接桥施工专项方案
格式:pdf
大小:2.0MB
页数:10P
4.8
。 。1 新建连接桥工程 专 项 施 工 方 案 编制人: 审核人: 审批人: 编制单位: 编制日期: 第一章工程概况 。 。2 1工程概况 1.1工程基本概况 工程名称:新世界百货改造项目土建改造工程 项目地点:武汉市硚口区解放大道以南、青年路以西 安全、文明施工目标:达到武汉市安全文明施工示范工地 工程质量:合格 1.2工程范围 工程范围:新世界百货中心店和步行街商铺的室内外饰面等拆除工程、加固 工程、新建土建工程及新建连接桥工程。 结构新建部分:新建部分为连接商场与新世界一、二期间钢结构连接桥、主 入口装饰构架。 结构加固改造:本项目改造范围分为两个区域,一是新世界百货中心商场 1-5楼及屋面(对于超高层塔楼范围内,仅限装修层面改造),二是新建部分的 连接桥引起下部结构需要加固,新建部分的主入口装饰构架会导致其下部相应地 下室进行加固。 1.3建筑设计概况
第三章钢结构连接习题 (2)
格式:pdf
大小:199KB
页数:4P
4.3
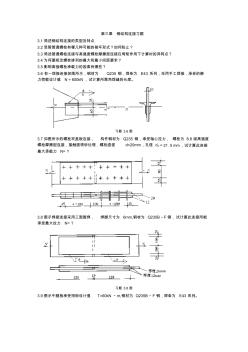
第三章钢结构连接习题 3.1简述钢结构连接的类型及特点 3.2受剪普通螺检有哪几种可能的破坏形式?如何防止? 3.3简述普通螺检连接与高强度螺栓摩擦型连接在弯矩作用下计算时的异同点? 3.4为何要规定螺栓排列的最大和最小间距要求? 3.5影响高强螺栓承载力的因素有哪些? 3.6有一焊接连接如图所示,钢材为q235钢,焊条为e43系列,采用手工焊接,承受的静 力荷载设计值n=600kn,试计算所需角焊缝的长度。 习题3.6图 3.7如图所示的螺栓双盖板连接,构件钢材为q235钢,承受轴心拉力,螺栓为8.8级高强度 螺检摩擦型连接,接触面喷砂处理,螺栓直径d=20mm,孔径do=21.5mm,试计算此连接 最大承载力n=? 3.8图示焊接连接采用三面围焊,焊脚尺寸为6mm,钢材为q235b·f钢,试计算此连接所能 承受最大拉力n=? 习
美欧不锈钢结构连接设计规范比较 美欧不锈钢结构连接设计规范比较
格式:pdf
大小:185KB
页数:4P
4.7
不锈钢具有良好的耐腐蚀性能,已广泛用于多种工程结构,但因我国尚未制订不锈钢结构设计规范,影响了不锈钢的使用。通过对美国不锈钢规范(sei/asce8-02)和欧洲钢结构规范(eurocode3)中关于不锈钢的基本设计规定、焊缝连接计算和螺栓连接设计的有关内容分析比较,为制定中国不锈钢结构设计规范和相关设计提供参考。
钢结构连接施工图示(焊接连接)相关
文辑推荐
知识推荐
百科推荐


职位:运河工程师
擅长专业:土建 安装 装饰 市政 园林


