

钢结构焊钉焊接施工工艺标准
格式:pdf
大小:61KB
页数:5P
人气 :85
 4.8
4.8
3.4钢结构焊钉焊接施工工艺标准 3.4.1 总则 3.4.1.1 适用范围 本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为 6~22mm 的焊钉(圆 柱头焊钉、熔焊栓钉、剪力钉) 。 3.4.1.2 编制参考标准及规范 《圆柱头焊钉》 GB 10433 《建筑钢结构焊接规程》 JGJ81-2002 《钢结构工程施工质量验收规范》 GB50205-2001 3.4.2 基本规定 3.4.2.1 为保证施工焊接电源的电压稳定性,熔焊栓钉机的电源应单独布设; 3.4.2.2 施工前应进行焊接工艺评定,选择合格的焊接工艺进行施工。 3.4.3 施工准备 3.4.3.1 技术准备 施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行的有关标准的规定。 根据工艺评定、设计和图纸深化的结果编制施工作业指导书,作好施工技术交底。 3.4.3.2 材料要求 根据栓钉的安装位置



4钢结构焊钉焊接施工工艺标准
4钢结构焊钉焊接施工工艺标准 4.1.适用范围 本标准规定了钢结构焊钉焊接的施工要求、方法和质量标准,适用 于各类钢结构工程中的抗剪件、预埋件及锚固件,公称直径为6~22mm 的焊钉(圆柱头焊钉、熔栓焊钉、剪力钉)的焊接。 4.2编制依据的标准、规范

钢结构焊钉焊接施工工艺标准则
钢结构焊钉焊接施工工艺标准则 3.4.1总则 3.4.1.1适用范围 本标准适用于各类钢结构工程中的抗剪件、预埋件及锚固件,公 称直径为6~22mm的 焊钉(圆柱头焊钉、熔焊栓钉、剪力钉)。 3.4.1.2编制参考标准及规范 (1)《圆柱头焊钉》gb10433 (2)《建筑钢结构焊接技术规程》jgj81—2002 (3)《钢结构工程施工质量验收规范》gb50205—2001 3.4.2基本规定 3.4.2.1为保证施工焊接电源的电压稳定性,熔焊栓钉机的电源 应单独布设; 3.4.2.2施工前应进行焊接工艺评定,选择合格的焊接工艺进行 施工。 3.4.3施工准备 3.4.3.1技术准备 施工单位应进行焊接工艺评定,结果应符合设计要求和国家现行 的有关标准的规定。 根据工艺评定、设计和图纸深化的结果编制施工作业指导书,做 好施工技术交底。 3.
编辑推荐下载

yv钢结构焊钉焊接施工工艺共7页word资料
格式:pdf
大小:99KB
页数:6P
4.7
8钢结构焊钉焊接施工工艺 公称101316192225 dmin9.6412.5712.5718.48
焊钉焊接施工工艺 (2)
格式:pdf
大小:245KB
页数:15P
4.4
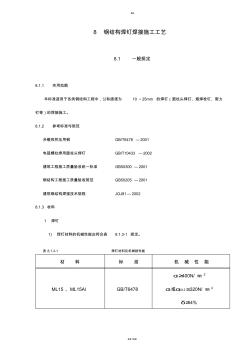
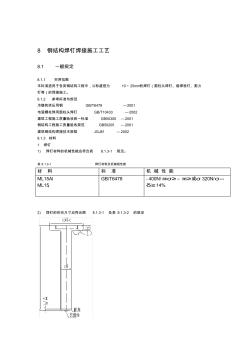
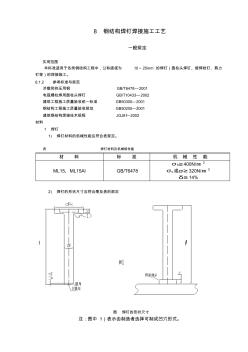
精品 感谢下载载 8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力 钉等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb/t6478 σb≥400n/㎜2 σs或σp0.2≥320n/㎜2 δ≥14% 2
钢结构焊钉焊接施工工艺热门文档
焊钉焊接施工工艺
格式:pdf
大小:222KB
页数:8P
4.4
. . 8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)的焊接施工。 8.1.2参考标准与规 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb

钢结构焊钉焊接分项工程检验批质量验收记录
格式:pdf
大小:26KB
页数:2P
4.8
钢结构焊钉焊接分项工程检验批质量验收记录 gj3。2 工程名称检验批部位施工执行 标准及编号 施工单位项目经理专业工长 分包单位分包项目经理施工班组长 序号gb50205-2001的规定施工单位 检查评定记录 监理(建设) 单位验收记录 主 控 项 目 1焊接材料的品种、规格、性能等应符合现行国 家产品标准和设计要求。 2重要钢结构采用的焊接材料应进行抽样复验, 复验结果应符合现行国家产品标准和设计要求。 3施工单位对其采用的焊钉和钢材焊接应进行焊 接工艺评定,其结果应符合设计要求和国家现行有 关标准的规定,瓷环应按其产品说明书进行烘焙。 4焊钉焊接后应进行弯曲试验检查,其焊缝和热 影响区不应有肉眼可见的裂纹。 一 般 项 目 1焊钉及焊接瓷环的规格、尺寸及偏差应符合现 行国家标准《圆柱头焊钉》gb10433中的规定。 2焊钉根部焊脚应均匀,焊脚立面的局部
钢结构焊钉焊接分项工程检验批质量验收记录 (2)
格式:pdf
大小:22KB
页数:2P
4.3
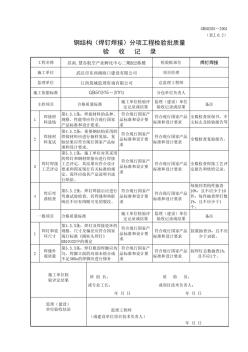
钢结构焊钉焊接分项工程检验批质量验收记录gj3.2 工程名称 南京长安福特马自达 发动机厂餐厅屋面 检验批部位楼承板 施工执行标准 名称及编号 gb502005-2001 施工单位 重庆长安建设工程 有限公司 项目经理蔡茂平专业工长段书林 分包单位 杭州恒达钢结构实业 有限公司 分包项目经理陈建军施工班组长张振伟 序号gb502005-2001的规定 施工单位 检查评定记录 监理(建设)单 位验收记录 主 控 项 目 1 焊接材料的品种、规格、性能等应符合现行国家 产品标准和设计要求。 合格 2 重要钢结构采用的焊接材料应进行抽样复验,复 验结果应符合现行国家产品标准和设计要求。 合格 3 施工单位对其采用的焊钉和钢材焊接应进行焊接 工艺评定,其结果应符合设计要求和国家现行有关标 准的规定,瓷环应接其产品说明书进行烘焙。 合格 4 焊钉焊接后应进行弯曲试验
钢结构焊钉焊接分项工程检验批质量验收记录 (3)
格式:pdf
大小:19KB
页数:1P
4.5
钢结构焊钉焊接分项工程检验批质量验收记录 gj3。2 工程名称检验批部位施工执行 标准及编号 施工单位项目经理专业工长 分包单位分包项目经理施工班组长 序号gb50205-2001的规定施工单位 检查评定记录 监理(建设) 单位验收记录 主 控 项 目 1焊接材料的品种、规格、性能等应符合现行国 家产品标准和设计要求。 2重要钢结构采用的焊接材料应进行抽样复验, 复验结果应符合现行国家产品标准和设计要求。 3施工单位对其采用的焊钉和钢材焊接应进行焊 接工艺评定,其结果应符合设计要求和国家现行有 关标准的规定,瓷环应按其产品说明书进行烘焙。 4焊钉焊接后应进行弯曲试验检查,其焊缝和热 影响区不应有肉眼可见的裂纹。 一 般 项 目 1焊钉及焊接瓷环的规格、尺寸及偏差应符合现 行国家标准《圆柱头焊钉》gb10433中的规定。 2焊钉根部焊脚应均匀,焊脚立面的局部
钢结构焊钉焊接施工工艺精华文档

焊钉焊接验收
格式:pdf
大小:5KB
页数:2P
4.8
4.3.1焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。 检查数量:全数检查。 检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。 说明:4.3.1焊接材料对焊接质量的影响重大,因此,钢结构工程中所采用的焊接材料应 按设计要求选用,同时产品应符合相应的国家现行标准要求。本条为强制性条文。 4.3.2重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和 设计要求。 检查数量:全数检查。 检验方法:检查复验报告。 说明:4.3.2由于不同的生产批号质量往往存在一定的差异,本条对用于重要的钢结构工 程的焊接材料的复验作出了明确规定。该复验应为见证取样、送样检验项目。本条中“重要” 是指: 1建筑结构安全等级为一级的一、二级焊缝。 2建筑结构安全等级为二级的一级焊缝。 3大跨度结构中一级焊缝。 4重级工作制吊车梁结构中一级焊
焊钉焊接施工工艺(20201014151608)
格式:pdf
大小:281KB
页数:11P
4.5
8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力 钉等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能 材料
钢结构栓钉焊接施工工艺
格式:pdf
大小:89KB
页数:7P
4.8
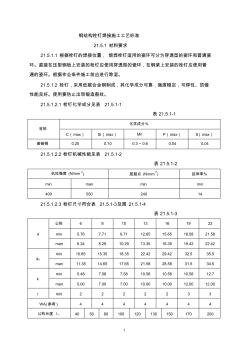
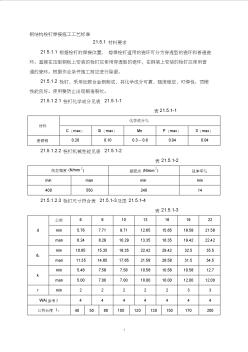
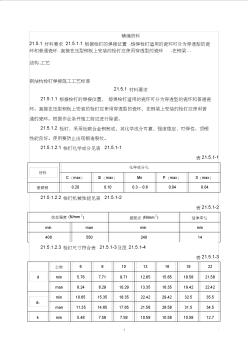
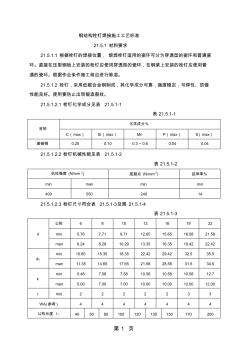
1 钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmin 400
焊钉焊接施工工艺(20201014151528)
格式:pdf
大小:276KB
页数:11P
4.7
. 8钢结构焊钉焊接施工工艺 8.1一般规定 8.1.1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力 钉等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8.1.3材料 1焊钉 1)焊钉材料的机械性能应符合表8.1.3-1规定。 表8.1.3-1焊钉材料及机械相性能
焊钉焊接施工工艺(20201014151544)
格式:pdf
大小:199KB
页数:7P
4.7
8钢结构焊钉焊接施工工艺 8、1一般规定 8、1、1实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm得焊钉(圆柱头焊钉、熔焊栓钉、剪力钉 等)得焊接施工。 8.1.2参考标准与规范 冷镦与挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 8、1、3材料 1焊钉 1)焊钉材料得机械性能应符合表8、1、3-1规定。 表8、1、3-1焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb/t6
钢结构焊钉焊接施工工艺最新文档
焊钉焊接施工工艺(20201014211557)
格式:pdf
大小:215KB
页数:8P
4.6
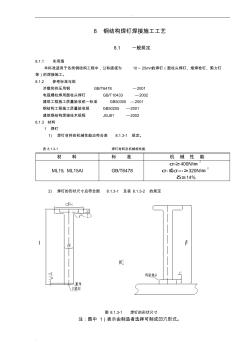
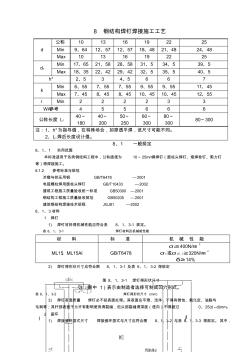
8钢结构焊钉焊接施工工艺 一般规定 实用范围 本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力 钉等)的焊接施工。 8.1.2参考标准与规范 冷镦和挤压用钢gb/t6478—2001 电弧螺柱焊用圆柱头焊钉gb/t10433—2002 建筑工程施工质量验收统一标准gb50300—2001 钢结构工程施工质量验收规范gb50205—2001 建筑钢结构焊接技术规程jgj81—2002 材料 1焊钉 1)焊钉材料的机械性能应符合表规定。 表焊钉材料及机械相性能 材料标准机械性能 ml15、ml15algb/t6478 σb≥400n/㎜2 σs或σ≥320n/㎜2 δ≥14% 2)焊钉的形状尺寸应符合图及表的规定 图焊钉的形状尺寸 注:图中1)表示由制造者选择可制成凹穴形式。 ll1 表焊钉的形状

焊钉焊接工艺评定报告
格式:pdf
大小:109KB
页数:5P
4.7
附: 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工艺评定报告 共页第页 工程(产品)名称评定报告编号 委托单位工艺指导书编号 项目负责人依据标准 《建筑钢结构焊接技 术规程》(jgj81) 试样焊接单位施焊日期 焊工资格代号级别 母材钢号规格供货状态生产厂 化学成分和力学性能 c (%) mn (%) si (%) s (%) p (%) δs (mpa) δb (mpa) δ5 (%) φ (%) akv (j) 标准 合格证 复验 碳含量公式 焊接材料生产厂牌号类型直径(mm)烘干制度(℃×h)备注 焊条

钢结构焊钉(栓钉)焊接分项工程检验批质量验收记录
格式:pdf
大小:19KB
页数:1P
4.5
钢结构焊钉(栓钉)焊接分项工程检验批质量验收记录表205-通-2-2 单位(子单位)工程名称 分部(子分部)工程名称验收部位 施工单位项目经理 分包单位分包项目经理 施工执行标准名称及编号 检控 项目 序 号 质量验收规范规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 1 焊接材料的品种、规格、性能等应符合 现行国家产品标准和设计要求 检查数量:全数检查。检验方法:检查 焊接材料的质量合格证明文件、中文标志 及检验报告等 第4.3.1条 2 重要钢结构采用的焊接材料应进行抽样 复验,复验结果应符合现行国家产品标准 和设计要求 第4.3.2条 3 施工单位对其采用的焊钉和钢材焊接应 进行焊接工艺评定,其结果应符合设计要 求和国家现行有关标准的规定。瓷环应按 其产品说明书进行烘焙 检查数量:全数检查。检验方法:检查 焊接工艺评定

kx钢结构栓钉焊接施工工艺标准
格式:pdf
大小:88KB
页数:7P
4.7
钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmin 400550
kx钢结构栓钉焊接施工工艺标准
格式:pdf
大小:89KB
页数:7P
4.8
钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。
ur钢结构栓钉焊接施工工艺标准
格式:pdf
大小:131KB
页数:8P
4.4
精编资料 21.5.1材料要求21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷 环和普通瓷环.直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁... 结构,工艺 钢结构栓钉焊接施工工艺标准
钢结构栓钉焊接施工工艺-6页精选文档
格式:pdf
大小:69KB
页数:6P
4.4
第1页 钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 材料 化学成分% c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanminmin

钢结构栓钉焊接施工工艺标准
格式:pdf
大小:92KB
页数:7P
4.7
1 21.5钢结构栓钉焊接施工工艺标准 21.5.1材料要求 21.5.1.1根据栓钉的焊接位置,熔焊栓钉适用的瓷环可分为穿透型的瓷环和普通瓷 环。直接在压型钢板上安装的栓钉应使用穿透型的瓷环,在钢梁上安装的栓钉应使用普 通的瓷环。根据作业条件施工前应进行除湿。 21.5.1.2栓钉,采用低碳合金钢制成,其化学成分可靠,强度稳定,可焊性、顶锻 性能良好。使用要防止出现锻造裂纹。 21.5.1.2.1栓钉化学成分见表21.5.1-1 表21.5.1-1 化学成分% 材料 c(max)si(max)mnp(max)s(max) 普碳钢0.200.100.3~0.60.040.04 21.5.1.2.2栓钉机械性能见表21.5.1-2 表21.5.1-2 抗拉强度(n/mm2)屈服点(n/mm2)延伸率% minmanmin
建筑钢结构焊接施工工艺
格式:pdf
大小:100KB
页数:1P
4.7
焊接是钢结构的主要连接方法,在建筑钢结构的建设中发挥了重要的作用。文章详细分析了高强钢焊接、低温焊接和厚钢板焊接的施工工艺。
建筑钢结构焊接施工工艺
格式:pdf
大小:1.7MB
页数:2P
4.5
在建筑工程中,钢结构的主要连接方式就通过焊接来完成,焊接技术在建筑工程中发挥着重要的作用。基于焊接技术的重要性,本文主要阐述了高强钢焊接、低温焊接和厚钢板焊接施工方面的主要工艺。
钢结构焊钉焊接施工工艺相关
文辑推荐
知识推荐
百科推荐


职位:岩土勘察总工程师
擅长专业:土建 安装 装饰 市政 园林


