

Φ45~Φ60 mm高精度热轧圆钢开发实践
格式:pdf
大小:150KB
页数:2P
人气 :76
 4.7
4.7
结合棒材生产线设备布置情况,制定了大规格高精度热轧圆钢开发方案,通过严格控制加热炉各段温度和开轧温度,应用高压水除鳞技术,精确设计孔型系统,采用硬质合金轧辊和防划伤传送专用导槽等,张钢开发出Q235、45#、20#、弹簧圆钢等钢种Φ45~Φ60 mm热轧高精度圆钢,产品迅速批量生产,几何尺寸及力学性能均满足GB/T 702-2008标准要求。




20CrMnMo圆钢{热轧圆钢
20crmnmo圆钢 规格:20—500 材质:20#、35#、45#、50#、55#、60#、20mn、30mn、35mn、40mn、q235(b/d)、q345(b/d/d)、 20cr、40cr、27simn、20mn2、30mn2、35mn2、40mn2、45mn2、65mn、60si2mn、gcr15、 gcr15simn、15crmo、20crmo、35crmo、42crmo、38crmoal、9cr18、9cr18mo、9sicr、 16mncr5、20mncr5、20crnimoa、40crnimoa、20crmnmo、40crmnmo、20crmnti、40crmnti 详讯:山东宝雷钢铁135_6129_1801 服务与承诺: 服务三保:保证质量、保证时间、保证数量。 服务宗旨:雄厚的实力、优质的产品、低廉的价格、一流的服 务。 郑重承诺:保
编辑推荐下载
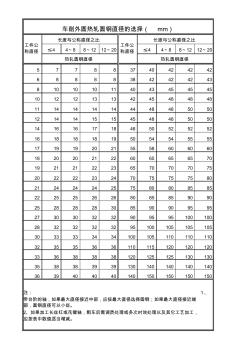
车削外圆热轧圆钢直径的选择
格式:pdf
大小:28KB
页数:1P
4.5
≤44~88~1212~20≤44~88~1212~20 577883740424242 688883842424243 8101010114043454545 10121213134245484848 11141414144448485050 12141415154548485050 14161617184650525252 16181818195054545555 17191920215558606060 18202021226065656570 19212122236570707075 20222223247075757580 2124242425
高精度热轧圆钢开发实践热门文档
 首钢长钢成功开发Q345热轧圆钢
首钢长钢成功开发Q345热轧圆钢 首钢长钢成功开发Q345热轧圆钢
格式:pdf
大小:142KB
页数:1P
4.5
2010年6月18日,首钢集团长钢成功开发并生产出q345低合金高强度φ30mm热轧圆钢。q345低合金高强度热轧圆钢被广泛应用于地脚螺栓的制作,对轧制工艺标准要求严格。为保证该产品的成功开发,该公司轧钢厂工艺技术科对钢坯入炉温度、导卫安装、轧制节奏等工艺技术进行了严格控制,并制订了轧制方案和q345低合金高强度热轧圆钢轧制工艺标准及要点。在轧制过程中,对加热段温度、均热段
《耐磨钢球用热轧圆钢》编制说明
格式:pdf
大小:91KB
页数:11P
4.4
《耐磨钢球用热轧圆钢》团体标准编制说明 一、任务来源 本标准由中国特钢企业协会提出并归口,冶金工业规划研究院作 为标准组织协调单位。根据中国特钢企业协会团体标准化工作委员会 2019年第四批团体标准制修订计划,由江苏利淮钢铁有限公司等单位 共同参与起草,计划于2020年完成《耐磨钢球用热轧圆钢》标准的制 定工作。 二、制定本标准的目的和意义 耐磨钢球作为研磨机用耐磨介质,其主要用途为研磨物料,使物 料研磨的均匀细小,以便达到使用标准。耐磨钢球通常作为一种消耗 品,广泛应用于矿山、电厂、水泥厂、硅沙厂等领域。随着我国制造 业转型升级发展需要,特别是原材料行业绿色化发展,强化了对能源 节约和高效利用的要求,提出了节能减排的标准。高性能耐磨钢球有 利于大幅度降低材料的损耗、提高研磨效率、减少装球量、降低设备 运转载荷,实现节能减排。 我国是耐磨钢球的消耗大国,钢球生产企


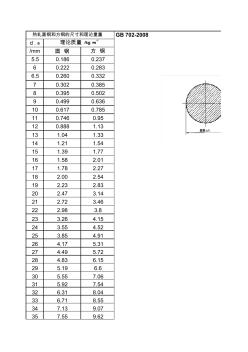
热轧圆钢和方钢的理论重量
格式:pdf
大小:40KB
页数:2P
4.3
热轧圆钢和方钢的理论重量 圆钢直径和方钢边长及理论重量 圆钢直径d方钢边长amm 理论重量 kg/m 圆钢直径d方钢边长a mm 理论重量kg/m 圆钢方钢圆钢方钢 5.50.1860.237131.041.33 60.2220.283141.211.54 6.50.2600.332151.391.77 70.3020.385161.582.01 80.3950.502171.782.27 90.4990.636182.002.54 100.6170.785192.232.83 *110.7460.950202.473.14 120.8881.13212.723.46 222.983.806324.531.2 *233.264.15
莱钢热轧圆钢内裂纹缺陷的研究 莱钢热轧圆钢内裂纹缺陷的研究
格式:pdf
大小:149KB
页数:未知
4.8
热轧圆钢内裂纹是质量异议的主要问题,本文研究生产过程中造成钢材内裂的原因,主要从炼钢和轧制过程探成因以及改进的办法。
高精度热轧圆钢开发实践精华文档

热轧圆钢每米重量表
格式:pdf
大小:8KB
页数:1P
4.6
热轧圆钢每米重量表 直径 每米重 量 直径 每米重 量 直 径 每米重 量 直 径 每米重 量 直 径 每米重 量 直径 每米重 量 (d) (公 斤) (d) (公 斤) (d) (公 斤) (d) (公 斤) (d) (公 斤) (d) (公 斤) 毫米毫米 毫 米 毫 米 毫 米 毫米 50.154120.888212.72315.934814.216324.47 5.50.193131.04222.98326.315015.426526.05 60.222141.21233.26336.715216.676828.51 6.50.26151.39243.55347.135317.327030.21 70.302161.58253.85357.5555

热轧圆钢采购验收规范
格式:pdf
大小:16KB
页数:2P
4.5
热轧圆钢采购、验收规范 1适用范围 本规范仅适用于42crmo圆棒料的采购及验收。 2材料生产厂家资质要求 2.1必须具备iso9001-质量管理体系认证; 2.2必须具备国家企业管理部门颁发的相应生产、经营资质证书; 2.3企业必须有独立法人和生产、经营相应产品额度的注册资金。 3采购前的要求 3.1必须具备产品所需原材料的详细技术资料,如技术说明、特殊说明及相关 标准; 3.2签订正规的原材料采购技术协议(必要时应与技术人员、质量管理人员进 行评审); 3.3签订正规的原材料采购合同(必要时应与合同管理人员、技术人员进行评 审,并经上级相关领导批复); 3.4供货时每根产品上必须贴有含“材质、炉号、直径、重量”的标识(可写进 合同内)。 4采购过程中的要求 4.1向原材料生产厂家及时索取每批材料的《产品质量证明书》; 4.2
45热轧圆钢顶锻开裂原因分析 45热轧圆钢顶锻开裂原因分析
格式:pdf
大小:1.4MB
页数:5P
4.6
对45热轧圆钢室温顶锻试验中出现的裂纹进行了研究,分析了表面缺陷、变形温度、变形量、显微组织、夹杂物等对顶锻开裂的影响。结果表明:引起室温顶锻开裂的直接原因是钢中存在大量脆性氧化铝和塑性硫化物非金属夹杂物,该夹杂物沿轧制方向不均匀分布,对拉伸性能影响不大,但对顶锻开裂有较大的影响,特别是当夹杂物处在变形鼓形区附近时;脆性夹杂物造成应力集中,塑性夹杂物形成空洞,使夹杂物和基体界面处容易形成裂纹源,进而在应力作用下不断扩展并最终开裂;原始片状珠光体组织及热轧后的热应力加剧了夹杂物开裂倾向。
20CrMoA抽油杆用热轧圆钢的开发 20CrMoA抽油杆用热轧圆钢的开发
格式:pdf
大小:31KB
页数:2P
4.7
为改善产品结构,增加企业效益,石横特钢厂开发出技术要求较高的抽油杆用热轧圆钢。制定了圆钢成分内控标准,通过合理的生产工艺控制、严密的生产组织、试生产分析及技术改进,产品一次开发成功,各项性能满足用户需求。

高精度热轧圆钢开发实践最新文档
热轧圆钢的冷床夹尾装置 热轧圆钢的冷床夹尾装置
格式:pdf
大小:167KB
页数:1P
4.6
热轧圆钢冷床夹尾装置——制动轮系统,系瑞典中央·莫格斯哈马公司(centro-morgardshammar)设计、制造的定型产品。该装置为一滚筒,安装于成品轧机之后,冷床之前。高速运行的钢材从端部导嘴进入以一定速度旋转的滚筒,这个滚筒起制动作用,使轧件减速并停止下来,然后将其送入冷床。该装置制动精确度较高,在轧件速度为25m/s时,即可在±100mm范围内使其停止。例如:当成品线速为25m/s,根据s自由=(v~2)/(2gf)
热轧圆钢漏磁检验结果准确性分析 热轧圆钢漏磁检验结果准确性分析
格式:pdf
大小:457KB
页数:3P
4.6
莱钢引进了先进的矫直、抛丸、探伤设备,对产品质量提供了有力保证,但设备仪器的操作有待标准化。本文通过对分析尺寸、弯曲度和设备相关参数的设定对探伤数据的影响进行分析,找出了影响因素,确定了关键质量控制点,促进了操作标准化,提高了检验准确度。
热轧圆钢成簇裂纹机理研究 热轧圆钢成簇裂纹机理研究
格式:pdf
大小:178KB
页数:未知
4.5
天钢俸材厂在研制开发品种钢的过程中,发现圆钢表面存在成簇裂纹,造成锻打件开裂、穿管时发生毛管外折等质量问题。通过轧卡实验和轧制过程跟踪,对圆钢表面成簇裂纹的形成机理进行了分析,并通过改进轧辊材质、优化孔型设计、减少粗轧过钢量等措施解决了圆钢表面存在成簇裂纹的质量缺陷,为天钢俸材产品质量提升提供了有力支撑。
开发二、三级船用锚链热轧圆钢工艺实践 开发二、三级船用锚链热轧圆钢工艺实践
格式:pdf
大小:145KB
页数:未知
4.6
详细介绍了船用锚链圆钢市场开发、技术开发与研制开发全过程,通过应用适量的“铝”进行微合金化处理,使锚链圆钢的强塑性得到显著提高,晶粒得到进一步细化,综合性能全部符合ccs及lr规范要求,产品实物质量达到了国内先进水平。
PCrNi1Mo热轧大圆钢的开发 PCrNi1Mo热轧大圆钢的开发
格式:pdf
大小:959KB
页数:3P
4.4
通过提高入炉原料的洁净度、合金烘烤、lf炉底吹氩、炉渣碱度控制、真空脱氢和保护浇注,冶炼出成分均匀、钢质纯净的合格pcrni1mo钢锭;钢锭分段加热,最高加热温度1240℃,总加热时间约13h;开轧温度不低于1150℃,终轧温度不低于870℃,终轧速度3~4m/s,轧后堆垛缓冷。莱钢开发的φ200mm规格pcrni1mo圆钢实现了批量生产,产品性能满足标准要求。
热轧小圆钢耳子缺陷磨修工艺改进与实践 热轧小圆钢耳子缺陷磨修工艺改进与实践
格式:pdf
大小:491KB
页数:3P
4.5
小圆钢表面耳子缺陷有两种解决方法:≥16mm时,用手提砂轮机磨去耳子;<16mm时,用砂轮无芯磨床研磨去除耳子。两种方法在实施前必须对待磨修产品进行一次机械矫直,以保证待修品的平直度。该方法产量低,能耗大,且带来一系列问题。经改进,设计了“三步法”工艺即二次矫直加一次磨修工艺。该方法妥善解决了中低碳和低合金结构钢表面耳子缺陷处理时间长、合格率低的生产难题,使清除小圆钢表面耳子缺陷简便快捷,生产效率高、成本低;同时,圆钢的不圆度、平直度明显改观,产品合格率达100%。
热轧圆钢和方钢尺寸规格(GB-702-2008)
格式:pdf
大小:117KB
页数:4P
4.6
gb702-2008 d,a /mm圆钢方钢 5.50.1860.237 60.2220.283 6.50.2600.332 70.3020.385 80.3950.502 90.4990.636 100.6170.785 110.7460.95 120.8881.13 131.041.33 141.211.54 151.391.77 161.582.01 171.782.27 182.002.54 192.232.83 202.473.14 212.723.46 222.983.8 233.264.15 243.554.52 253.854.91 264.175.31 274.495.72 284.836.15 295.196.6 305.557.06 315.927
高精度热轧圆钢开发实践相关
文辑推荐
知识推荐
百科推荐


职位:方案预算造价工程师
擅长专业:土建 安装 装饰 市政 园林


