

钢筋搭接单面焊工艺评定报告
格式:pdf
大小:1.1MB
页数:64P
人气 :83
 4.3
4.3
1 钢筋Ф22搭接焊工艺试验报告 编 号: 001 编 制: 技术人员: 批 准: 单 位: 天津久缘建筑工程有限公司 日 期: 2 表 B-1 焊接工艺试验报告目录 序号 报 告 名 称 报告编号 页数 1 焊接工艺试验报告 001 1 2 焊接工艺试验指导书 001 1 3 焊接工艺试验记录表 / 1 4 焊接工艺试验检验结果 / 1 5 焊接工艺作业指导书 / 2 3 焊接工艺试验报告 共 1 页第 1 页 工程(产品)名称 钢筋焊件 试验报告 编号 001 委托单位 天津久缘建筑工程有限公司 工艺指导 书编号 001 项目负责人 依据标准 《钢筋焊接及验收规程》 ( JGJ18-2012) 试样焊接单位 天津久缘建筑工程有限公司 施焊日期 焊工 伏金良 资格代号 32000209044461 级别 中级 母 材 钢 号 HRB400E 规格 Φ22 供货状态



2011年钢筋搭接单面焊工艺评定报告16
钢筋ф16搭接焊工艺试验报告 编号:szyj003 编制: 技术人员: 批准: 单位:苏州第一建筑集团有限公司 日期: 表b-1焊接工艺试验报告目录 序号报告名称报告编号页数 1焊接工艺试验报告szyjhj0031 2焊接工艺试验指导书hjzd0011 3焊接工艺试验记录表/1 4焊接工艺试验检验结果/1 5焊接工艺作业指导书/2 焊接工艺试验报告 共1页第1页 工程(产品)名称钢筋焊件 试验报告 编号 szyjhj003 委托单位苏州第一建筑集团有限公司 工艺指导 书编号 hjzd001 项目负责人依据标准《钢筋焊接及验收规程》(jgj18-2012) 试样焊接单位苏州第一建筑集团有限公司施焊日期 焊工黄加军资格代号 32092519730312673 9 级别初级 母材钢 号

编辑推荐下载

单面搭接焊工艺试验报告
格式:pdf
大小:74KB
页数:8P
4.7
. . 高家湾充电站项目 钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 . . 钢筋电弧焊工艺试验报告审批表 工程名称 编 制 单 位 申报简述: 编制人: 年月日 施 工 单 位 审 批 审核意见: 施工单位技术负责人: 公章 年月日 监 理 单 位 审 批 审批意见: 总监理工程师: 公章 年月日 . . 目录 一、工程概况................................................................................ 二、指导依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 三、试验目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 四、施工准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 五、操作工艺⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 六、

单面搭接焊工艺试验报告
格式:pdf
大小:58KB
页数:8P
4.4
高家湾充电站项目 钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 钢筋电弧焊工艺试验报告审批表 工程名称 编 制 单 位 申报简述: 编制人: 年月日 施 工 单 位 审 批 审核意见: 施工单位技术负责人: 公章 年月日 监 理 单 位 审 批 审批意见: 总监理工程师: 公章 年月日 目录 一、工程概 况......................................................... ....................... 二、指导依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 三、试验目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 四、施工准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 五、操作工艺⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 六、试验时间及试验结果⋯⋯⋯⋯⋯⋯⋯⋯
钢筋搭接单面焊工艺评定报告热门文档
 轻型焊接H型钢单面焊工艺的研究及应用
轻型焊接H型钢单面焊工艺的研究及应用 轻型焊接H型钢单面焊工艺的研究及应用
格式:pdf
大小:500KB
页数:5P
4.7
本文研究开发了轻型焊接h型钢单面焊新技术,研究使用了深熔双头co_2气体保护自动焊新工艺,使h型钢焊接一次完成。此项新技术已在武钢薄板厂试点工程中得到应用。本文还介绍了耐候钢08cupvre的co_2焊工艺试验及h型钢单面焊工艺试验,提出了最佳焊接规范参数,并对单面焊h型钢梁进行了静载破坏试验,介绍了试验结果。
钢筋搭接焊工艺试验记录表
格式:pdf
大小:16KB
页数:1P
4.6
钢筋搭接焊工艺试验记录表 工程名称***项目搭接焊种类单面搭接焊□双面搭接焊□ 工艺试验日期送检日期操作者姓名焊工姓名岗位证编号焊工证证号 钢筋原材料情况钢筋牌号hrb400e钢筋直径(mm)18炉批号 焊剂厂家焊剂型号合格证编号 电焊机情况电焊机型号焊机容量(kv·a)设备状况良好 搭接焊工艺参数 焊接位置搭接焊电源及极性交流搭接长度(mm) 焊前清理角向磨光机接头处理人工清理焊后处理手工清理 备注 记录人:(可以是资料员或质检员)施工员:技术负责人:
板材对接单面焊双面成形焊接中成形缺陷研究 板材对接单面焊双面成形焊接中成形缺陷研究
格式:pdf
大小:88KB
页数:1P
4.6
单面焊双面成形焊技术是指在焊件坡口的正面进行施焊,而焊接后坡口的正面和反面都形成焊缝,均匀美观、成形良好且表面和内在质量均符合要求的焊接工艺。相对于双面焊,单面焊双面成形工艺改善了焊接条件,极大地提高了焊接的效率。本文主要对板材对接单面焊双面成形焊接工艺中成形缺陷的现象、原因进行分析,并提出保障焊接质量与成形的对策。
关于钢板对接单面焊双面成型的探讨 关于钢板对接单面焊双面成型的探讨
格式:pdf
大小:139KB
页数:未知
4.5
经过对我公司职业技能鉴定的初、中级实际操作技能及我公司排头兵选拔赛实际操作技能单面焊双面成型考试一些试板和焊工的操作过程进行的分析,谈一下关于钢板对接单面焊双面成型的一些想法。
钢筋搭接单面焊工艺评定报告精华文档

单面搭接焊工艺试验报告2018
格式:pdf
大小:75KB
页数:8P
4.5
湖北景盛建筑工程有限公司 高家湾充电站项目 钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 湖北景盛建筑工程有限公司 钢筋电弧焊工艺试验报告审批表 工程名称 编 制 单 位 申报简述: 编制人: 年月日 施 工 单 位 审 批 审核意见: 施工单位技术负责人: 公章 年月日 监 理 单 位 审 批 审批意见: 总监理工程师: 公章 年月日 湖北景盛建筑工程有限公司 目录 一、工程概况................................................................................ 二、指导依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 三、试验目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 四、施工准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 五、操作工艺⋯⋯⋯⋯⋯⋯
钢筋搭接表
格式:pdf
大小:14KB
页数:2P
4.7
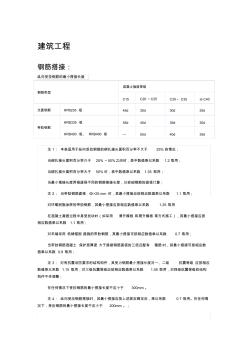
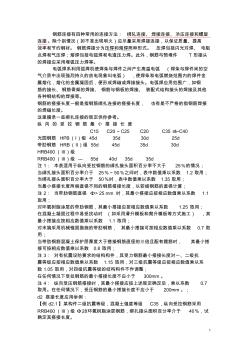
建筑工程 钢筋搭接: 纵向受拉钢筋的最小搭接长度 钢筋类型 混凝土强度等级 c15c20~c25c30~c35≥c40 光圆钢筋hpb235级45d35d30d25d 带肋钢筋 hrb335级55d45d35d30d hrb400级、rrb400级—55d40d35d 注1:本表适用于纵向受拉钢筋的绑扎接头面积百分率不大于25%的情况; 当绑扎接头面积百分率介于25%~50%之间时,表中数值乘以系数1.2取用; 当绑扎接头面积百分率大于50%时,表中数值乘以系数1.35取用; 当最小搭接长度两根直径不同的钢筋搭接长度,以较细钢筋的直径计算; 注2:当带肋钢筋直径φ>25mm时,其最小搭接应按相应数值乘以系数1.1取用; 对环氧树脂涂层的带肋钢筋,其最小搭接应按相应数值乘以系数1.25取用 在混凝土凝固过
钢筋搭接
格式:pdf
大小:244KB
页数:6P
4.6
一般要求: 当受力钢筋采用机械连接接头或焊接接头时,设置在同一构件内的接头宜相互错 开。 纵向受力钢筋机械连接接头及焊接接头连接区段的长度为35倍d(d为纵向受力钢 筋的较大直径)且不小于500mm,凡接头中点位于该连接区段长度内的接头均属 于同一连接区段。同一连接区段内,纵向受力钢筋机械连接及焊接的接头面积百 分率为该区段内有接头的纵向受力钢筋截面面积与全部纵向受力钢筋截面面积 的比值。 同一连接区段内,纵向受力钢筋的接头面积百分率应符合设计要求;当设计无具 体要求时,应符合下列规定: 1)在受拉区不宜大于50%; 2)接头不宜设置在有抗震设防要求的框架梁端、柱端的箍筋加密区;当无法避开 时,对等强度髙质量机械连接接头,不应大于50%; 3)直接承受动力荷载的结构构件中,不宜采用焊接接头;当采用机械连接接头时, 不应大于50%。 目前当受拉钢筋直径大于
钢筋焊接工艺实验记录表(电弧焊单面搭接焊)
格式:pdf
大小:34KB
页数:2P
4.6
钢筋焊接工艺试验记录表 工程名称荣威·万汇城工艺标准 施工单位 四川铁瑞建筑工程有限 公司 监理单位 成都市市政建设监理有限责 任公司 焊接方法电弧焊接头型式 焊接位置钢筋牌号 规格(mm) 钢材牌号 规格(mm) □水平 □竖向 □仰焊 焊材型号焊材规格 焊剂/保护 气体 焊机型号焊机编号 焊接工艺 参数 焊接头 示意图 施焊环境室内/室外焊接时天气相对湿度% 焊接时间/个试件数量试件编号 外观质量检查 力学性能试验 (试验报告编号) 拉伸 弯曲 焊工姓名合格证编号施焊日期 记录人监理见证人 评定结果 1、焊接方法: 2、结论: 项目技术 负责人年月日 专业监理 工程师年月日
对接仰位水平固定板焊条电弧单面焊工艺 对接仰位水平固定板焊条电弧单面焊工艺
格式:pdf
大小:85KB
页数:2P
4.7
板状试件水平固定仰位手工电弧单面焊接,操作难度较大,焊接时由于液态金属和熔渣受重力的作用,容易下坠,从而使正面焊缝形成焊瘤、夹渣,背面焊缝形成凹陷、未焊透等缺陷。本文就其打底层的焊接方法、焊接工艺参数、操作要领和注意事项做一系统的阐述。
钢筋搭接单面焊工艺评定报告最新文档
单面焊双面成型的工艺
格式:pdf
大小:29KB
页数:14P
4.5
1 南通航运职业技术学院 船舶与海洋工程系 毕业论文 单面焊双面成型的工艺 姓名:洪小兵 学号:425051246 班级:船体5052 专业:船舶工程技术 指导老师:李艳 时间:2010.6.20 2 目录 摘要.....................................................................................................................................................3 绪论.........................................................................................................................
钢筋搭接、焊接检验
格式:pdf
大小:186KB
页数:5P
4.7
5.4.3钢筋的接头宜设置在受力较小处。同一纵向受力钢筋不宜设置两个或两个以上接头。 5.4.4接头末端至钢筋弯起点的距离不应小于钢筋直径的10倍。 检查数量:全数检查。 检验方法:观察,钢尺检查。 说明: 5.4.3受力钢筋的连接接头宜设置在受力较小处,同一钢筋在同一受力区段内不宜多次连 接,以保证钢筋的承载、传力性能。本条还对接头距钢筋弯起点的距离作出了规定。 5.4.4在施工现场,应按国家现行标准《钢筋机械连接通用技术规程》jgj107、《钢筋焊接 及验收规程》jgj18的规定对钢筋机械连接接头、焊接接头的外观进行检查,其质量应符合 有关规程的规定。检查数量:全数检查。 检验方法:观察。 说明: 5.4.4本条对施工现场的机械连接接头和焊接接头提出了外观质量要求。对全数检查的项 目,通常均采用观察检查的方法,但对观察难以判定的部位,可辅以量测检查。 5.4.5当
钢筋搭接方式
格式:pdf
大小:19KB
页数:2P
4.6
钢筋连接技术可分为钢筋焊接和钢筋机械连接两大类。钢筋焊接有6种焊接方法,有的适用 于预制厂,有的适用于现场施工,有的两者都适用。钢筋机械连接常用有3种方法,主要适 用于现场施工。各种方法有其自身特点和不同的适用范围,并在不断发展和改进。在实际生 产中,应根据具体的工作条件、工作环境和技术要求,选用合适的方法以期达到最佳的综合 效益。 钢筋焊接连接 1电阻点焊 将两钢筋安放成交叉叠接形式,压紧于两电极之间,利用电阻热熔化母材金属,加压形成焊 点的一种压焊方法。 特点:钢筋混凝土结构中的钢筋焊接骨架和焊接网,宜采用电阻点焊制作。以电阻点焊代替 绑扎,可以提高劳动生产率、骨架和网的刚度以及钢筋(钢丝)的设计计算强度,宜积极推 广应用。 适用范围:适用于ф6~16mm的热轧ⅰ、ⅱ级钢筋,фb3~5mm的冷拔低 碳钢丝和ф4~
钢筋搭接要求(最新)
格式:pdf
大小:114KB
页数:3P
4.6
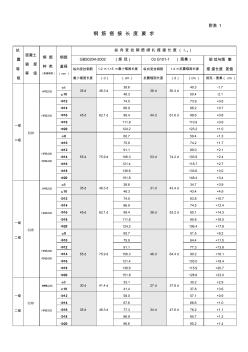
附表1 钢筋搭接长度要求 抗 震 等 级 混凝土 强度 等级 钢筋 种类 (普通钢筋) 钢筋 直径 (mm) 纵向受拉钢筋绑扎搭接长度(lle) gb50204-2002(规范)03g101-1(图集)规范与图集 搭接长度差值纵向受拉钢筋 最小锚固长度 1.2×1.15×最小锚固长度纵向受拉钢筋 抗震锚固长度 1.4×抗震锚固长度 (d)(cm)(d)(cm)规范-图集(cm) 一级 二级 c20 hpb235 ф8 35d48.3d 38.6 36d50.4d 40.3-1.7 ф1048.350.4-2.1 hrb335 ф12 45d62.1d 74.5 44d61.6d 73.9+0.6 ф1486.986.2+0.7 ф16

技术交底(钢筋搭接焊)
格式:pdf
大小:32KB
页数:2P
4.7
技术交底记录 工程名称::新建锡乌线忙罕屯至乌兰浩特段工程部位:钢筋对焊沈建施技-21表 工交底日期年月日交底人 交底项目钢筋搭接焊技术交底 交 底 内 容 一、施工地点:dk108+403(1-3.0m)盖板涵、dk105+835(2-2.0m)框架顶进涵、 dk91+960(1-3.0m)框架顶进涵、dk93+679(1-6.0m)框架涵、 二、人员﹑设备﹑材料要求 1、电焊工必须经过培训,合格后持证上岗。 2、施焊前应对电焊设备的状态进行认可,合格后方准使用。 3、每批钢筋进场后,除应具有出厂证明外,还应对其材质进行取样和严格的复检,复检合格后 方准进行焊接工作。 三、设备类型 电弧焊机采用交流电弧设备,采用搭接焊。 焊条:螺纹钢筋采用j506型焊条,光圆钢筋采用j422型焊条。焊条在使

主体钢筋搭接焊技术交底
格式:pdf
大小:31KB
页数:2P
4.5
1 技术交底记录tj1.5 工程名称xx工程xx号楼施工单位xx建设集团有限公司 交底部位主体分部工序名称钢筋搭接焊 交底提要: 按照有关操作规程和施工规范进行钢筋连接,确保钢筋接头质量符合钢筋分项检验评定标 准相关要求。 交底内容: 一、施工准备 (一)作业条件 1、焊工必须持证上岗。 2、作业现场要有安全防护、防火、通风措施,防止发生触电、火灾、中毒及烧伤等事故。 3、正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规格的钢筋各焊3个 模拟试件,做拉伸试验,经试验合格后,方可参加施工作业。 (二)材料要求 1、钢筋:钢筋的级别、规格必须符合设计要求,有产品合格证、出厂检测报告和进场复 验报告。进口钢筋还应做化学试验及可焊性试验,结果符合要求。钢筋表面应清洁无裂纹、老 锈和油污。 2、钢材:预埋件用的钢板不得有裂纹锈蚀、变形。 3、焊条:焊条
钢筋搭接长度规范-搭接规范
格式:pdf
大小:15KB
页数:2P
4.7
1 钢筋连接有四种常用的连接方法:绑轧连接、焊接连接、冷压连接和螺旋 连接。除个别情况(如不准出现明火)应尽量采用焊接连接,以保证质量、提高 效率和节约钢材。钢筋焊接分为压焊和熔焊两种形式。压焊包括闪光对焊、电阻 点焊和气压焊;熔焊包括电弧焊和电渣压力焊。此外,钢筋与预埋件t形接头 的焊接应采用埋弧压力焊等。 电弧焊系利用弧焊机使焊条与焊件之间产生高温电弧(焊条与焊件间的空 气介质中出现强烈持久的放电现象叫电弧),使焊条和电弧燃烧范围内的焊件金 属熔化,熔化的金属凝固后,便形成焊缝或焊接接头。电弧焊应用范围广,如钢 筋的接长、钢筋骨架的焊接、钢筋与钢板的焊接、装配式结构接头的焊接及其他 各种钢结构的焊接等。 钢筋的搭接长度一般是指钢筋绑扎连接的搭接长度,也有是不严格的指钢筋焊接 的焊缝长度。 这里摘录一些绑扎连接的规定供你参考。 纵向的受拉钢筋最小
关于钢板对接单面焊双面成型的一些想法 关于钢板对接单面焊双面成型的一些想法
格式:pdf
大小:130KB
页数:1P
4.4
经过对我公司职业技能鉴定的初、中级实际操作技能及我公司排头兵选拔赛实际操作技能单面焊双面成型考试一些试板和焊工的操作过程进行的分析,谈一下关于钢板对接单面焊双面成型的一些想法。
钢筋搭接焊接(桩基础)技术交底
格式:pdf
大小:34KB
页数:3P
4.4
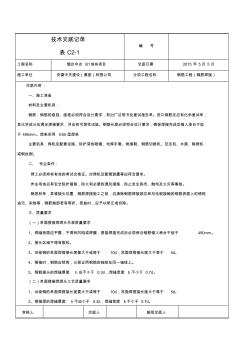
技术交底记录 表c2-1 编号 工程名称烟台中冶b1地块项目交底日期2015年5月5日 施工单位安徽中天建设(集团)有限公司分项工程名称钢筋工程(钢筋焊接) 交底内容: 一、施工准备 材料及主要机具: 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单, 其化学成分应满足焊接要求,并应有可焊性试验。钢筋长度必须符合设计要求,确保焊接完成后锚入承台不低 于490mm。焊条采用e55型焊条 主要机具:焊机及配套设施、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机 或钢丝刷。 二、作业条件: 焊工必须持有有效的考试合格证。对焊机及配套装置等应符合要求。 作业场地应有安全防护措施,防火和必要的通风措施,防止发生烧伤、触电及火灾等事故。 熟悉料单,弄清接头位置,钢筋焊接施工之前,应清除钢筋焊接部位和与电极
钢筋搭接电弧焊焊条选用通病 钢筋搭接电弧焊焊条选用通病
格式:pdf
大小:284KB
页数:2P
4.6
在房屋建筑的主体结构施工中,钢筋连接除常见的绑扎搭接外,比较常用的方法还有机械连接和焊接两种方式。焊接中又以闪光对焊、电渣压力焊和搭接电弧焊等较为普遍。然而,在实际的施工操作中,焊接工人对于施工现场采用的搭接电弧焊,应该采用哪种型号或系列的焊条概念模糊,质量检查以及工序把关不严,检查中经常发现用低系列型号的焊条去焊接高级别型号的钢筋,下面就分析钢筋搭接电弧焊中一些施工单位和质检人员易忽略的质检环节。
钢筋搭接单面焊工艺评定报告相关
文辑推荐
知识推荐
百科推荐


职位:驻场安全员
擅长专业:土建 安装 装饰 市政 园林


