

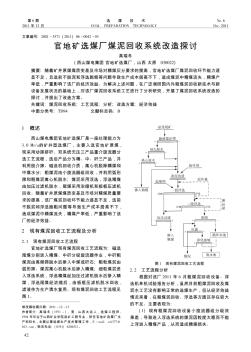
官地选煤厂排矸车间升级改造研究
格式:pdf
大小:188KB
页数:3P
人气 :56
 4.6
4.6
为了解决官地选煤厂排矸车间处理能力不足、故障繁多、矸石带煤严重等问题,提出将动筛排矸工艺改造成浅槽排矸工艺。分析了改造后的排矸工艺、设备选型、车间布置、投资及效益情况;改造结果表明:改造后矸石带煤量下降5个百分点,原煤灰分下降3个百分点,选煤厂提质增效明显。



桃山选煤厂原煤准备车间选矸工艺改造
针对桃山选煤厂选择性破碎机排矸效率低的问题,对原煤准备工艺各排矸方案进行分析对比;依据桃山选煤厂原煤的特点,提出适合该厂原煤排矸的最佳工艺。利用动筛跳汰机排矸,每年可为该厂创收2200万元左右。

xx煤矿选煤厂升级改造说明书
新疆天然物产贸易有限公司拜城县梅斯布拉克煤矿 选煤厂项目 申 报 资 料 新疆天然物产贸易有限公司梅斯布拉克煤矿 二〇一二年五月 目录 一、项目背景.........................................1 (一)项目名称、所在位臵及隶属关系................1 (二)企业基本情况................................1 二、项目基本情况.....................................2 (一)项目现状....................................2 (二)项目存在问题................................3 三、项目升级改造技术方案.............................3 (一)建立
编辑推荐下载
下峪口选煤厂工艺技术升级改造
格式:pdf
大小:255KB
页数:4P
4.6
为解决下峪口选煤厂煤质变化、设备老化、工艺落后等问题,通过对原煤煤质、现有生产系统的分析及产品结构的定位,提出对选煤工艺进行升级改造。生产实践证明:在技术升级改造后,采用脱泥无压三产品重介旋流器+tbs粗煤泥分选+煤泥浮选的选煤工艺,系统运行稳定可靠,同时提高了精煤产率,取得了较好的经济效益和社会效益。
官地选煤厂排矸车间升级改造研究热门文档
建新矿选煤厂升级改造、优化产品结构的实践
格式:pdf
大小:239KB
页数:4P
4.3
针对建新矿选煤厂生产能力不足、产品结构单一等问题,在煤质分析的基础上,制定了升级改造目标,通过选用合理的跳汰排矸工艺,优化了产品结构,提高了煤炭产品质量,取得了良好的经济效益和社会效益。
选煤厂集中控制系统升级改造初探
格式:pdf
大小:112KB
页数:1P
4.8
针对选煤厂低耗、高效的发展趋势,选煤厂集中控制系统的升级改造势在必行。本文论述了当前国内选煤厂集中控制系统的发展现状,针对在升级改造中经常出现的问题进行了改造探索,并提出了具体的改造措施,希望对国内选煤厂的集中控制系统升级改造提供借鉴。
杏花选煤厂原煤车间的改造
格式:pdf
大小:82KB
页数:1P
4.5
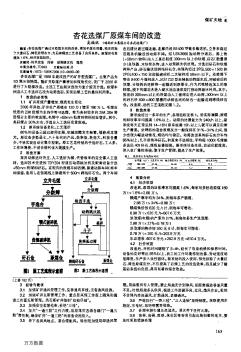
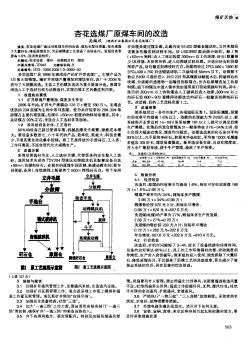
杏花选煤厂通过对原煤车间的改造,增加毛煤处理量,预先排除了大量矸石,降低原煤灰分,为后续精选工艺准备了良好条件.原煤回收率提高1.6%,经济效益较好.
杏花选煤厂原煤车间的改造
格式:pdf
大小:94KB
页数:1P
4.6
杏花选煤厂通过对原煤车间的改造,增加毛煤处理量,预先排除了大量矸石,降低原煤灰分,为后续精选工艺准备了良好条件。原煤回收率提高1.6%,经济效益较好。
选煤厂原煤车间的改造
格式:pdf
大小:139KB
页数:2P
4.7
基于阳煤五矿选煤厂现状以及改造的有利与不利因素,介绍了改造的内容.通过采取提高环保意识、增加矸石皮带,由溜槽排矸改为皮带运输排矸、安装除尘设备、安装清水雾化喷淋装置、煤留转载点及落煤点改造等改造措施,阳煤五矿选煤厂原煤车间改造良好并得到了上级部门的认可.
官地选煤厂排矸车间升级改造研究精华文档
官地矿选煤厂粗煤泥工艺改造的研究
格式:pdf
大小:247KB
页数:4P
4.4
通过对官地矿选煤厂洗选工艺状况进行分析,指出工艺存在的缺陷和改造的必要性;通过对目前粗煤泥工艺应用状况进行对比和分析,结合官地矿的煤质特征,确定了合理的分选工艺和改造方案,可以有效解决该厂生产存在的问题。

聚力选煤厂干燥车间工艺改造
格式:pdf
大小:258KB
页数:4P
4.8
针对聚力选煤厂干燥车间存在的问题,采用无烟煤作为干燥车间燃料,制定了多套试验方案指导调试,探索了干燥车间正常运行时燃料煤的发热量、粒级要求等技术指标.经过试验对比分析表明,优化方案满足要求,燃料煤>13mm粒级含量为60.41%,发热量为19.86mj/kg,水分8.15%,链条炉能保证炉膛温度稳定,干燥机入料口温度可达到正常生产要求.
哈拉沟选煤厂快速装车系统安全升级改造
格式:pdf
大小:228KB
页数:3P
4.4
针对哈拉沟选煤厂快速装车系统存在的安全问题,结合现场实际情况,设计安装了装车溜槽自锁装置、平煤呼应系统及推车声光报警装置,保障了装车系统的安全运行和操作工人的安全,提高了系统的运行效率,降低了工人的劳动强度。
官地矿选煤厂煤泥水系统工艺改造
格式:pdf
大小:1.8MB
页数:3P
4.6
针对官地矿选煤厂煤泥水环节处理能力不足、系统无法满负荷生产的现状,对该选煤厂煤泥水工艺系统进行了改造,着重阐述了技术改造方案、应用实践和效果,以期达到提高原煤入选能力、提高精煤回收率和经济效益的目的。
官地选煤厂排矸车间升级改造研究最新文档
官地矿选煤厂煤泥回收系统改造探讨
格式:pdf
大小:157KB
页数:3P
4.8
随着矿井原煤煤质变差及市场对精煤灰分要求的提高,官地矿选煤厂煤泥回收环节能力逐显不足,且选前不脱泥和浮选跑粗等问题导致生产成本居高不下,造成煤泥中精煤流失,精煤产率低,严重影响了该厂的经济效益。为解决上述问题,在广泛调研国内外粗煤泥回收新技术与新设备发展状况的基础上,对该厂煤泥回收系统工艺进行了分析研究,开展了煤泥回收系统改造的探讨,并提出了改造方案。
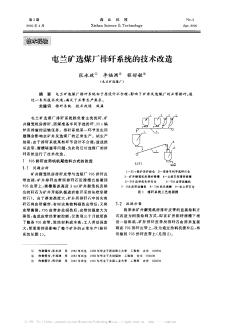
屯兰矿选煤厂排矸系统的技术改造
格式:pdf
大小:250KB
页数:2P
4.5
屯兰矿选煤厂排矸系统由于原设计不合理,影响了矿井及选煤厂的正常排矸。通过一系列技术改造,满足了正常生产要求。

探讨选煤厂动筛排矸工艺改造的必要性
格式:pdf
大小:101KB
页数:1P
4.4
近年来,我国政府正大力推进节约型社会的建设,要求各煤炭企业合理开发煤炭资源,提高煤炭资源的利用效率,尽量用少的资源消耗来获得较大的经济效益和社会效益。与此同时,随着煤炭行业对洗煤精度的要求越来越高,因此,对现有的选煤厂的工艺技术也提出了更高的要求。本文对选煤企业的动筛排矸工艺改造进行的探讨,对相关工艺改造措施提出了一些建议。
塔山选煤厂原煤准备车间技术改造
格式:pdf
大小:120KB
页数:3P
4.8
为适应塔山选煤厂原煤含矸量大的洗选要求,对原煤准备车间手选皮带下料溜槽与运输皮带进行改造,并优化大块煤分级筛筛孔。原煤准备车间技术改造后,满足反手选的要求,工人劳动强度和破碎机磨损程度均下降,人工拣矸效率和精准度均提高,分级筛筛上物料分布均匀,基本没有出现堆积的现象。
选煤厂原煤车间改造与增益
格式:pdf
大小:80KB
页数:1P
4.7
淮南矿业集团某选煤厂通过对原煤车间的改造,增加毛煤处理量,预先排除了大量矸石,降低原煤灰分,为后续精选工艺准备了良好条件.原煤回收率提高1.6%,经济效益较好.
选煤厂机电车间考核制度
格式:pdf
大小:51KB
页数:8P
4.6
1 山西柳林金家庄煤业有限公司 管 理 考 核 制 度 实施单位:机电车间 实施日期:2011年9月21日 2 金家庄选煤厂机电车间管理考核制度 一、总则 第一条机电车间工作涉及面大,项目杂、任务重,为保证设备的正常运转,生产顺利进行,车间决 定从职工的人身安全、劳动纪律、日常行为、包机掌握情况、工器具材料的使用、检修方法、信息反馈 等多方面抓起,进一步强化内部的基础管理工作,从而调动全员的工作积极性、主动性和责任心,逐步 提高检修维护质量和效率,提高车间全员的整体素质,特制定管理考核细则,望相关人员认真执行,具 体制度如下: 二、日常管理考核制度 第二条上班迟到(特殊情况例外),下班早退半小时内考核1元/分钟,2小时内半日工资划零,2小时 以上当日工资划零,班长及班长以上人员如有此现象双倍考核。 第三条旷工1天倒扣半日工资,连续旷工2~4天当月按

选煤厂PLC控制系统改造升级的实践
格式:pdf
大小:75KB
页数:2P
4.6
对选煤厂原煤生产车间集中控制系统升级改造的过程进行了介绍,将modicone984系统升级为施耐德qunatum系统的改造思路及其实施细节进行了详细说明,对选煤厂老旧集控系统升级改造具有一定的参照和借鉴意义。
济宁三号煤矿选煤厂块煤排矸系统的改造
格式:pdf
大小:263KB
页数:4P
4.6
论述了济宁三号煤矿选煤厂存在煤中带矸、矸石带煤量大、动筛跳汰机维修量大、块精煤产品限下率得不到保证、块精煤破碎机过粉碎量大等问题,说明动筛跳汰机入料中-25mm末煤含量高,动筛跳汰机本身的限制,系统不完善是造成上述问题的原因,提出了对块煤系统改造的必要性。通过对重介浅槽分选和重介斜/立轮分选特点和应用范围的对比,选煤厂采用重介浅槽分选取代动筛跳汰排矸系统,将重介浅槽分选机分选上限定为200mm,块原煤破碎粒度改为200mm,并最终确定了选煤厂块煤排矸系统的工艺流程。最后对选煤厂块煤系统改造后的经济效益进行了分析,说明改造后高附加值块精煤产量增加,每年可创造利润约2100万元,7个月即可收回投资成本。

选煤厂集控系统升级改造方案设计
格式:pdf
大小:173KB
页数:3P
4.6
根据小康矿选煤厂的实际情况提出了原系统存在的缺陷和不足。通过现场调研以及对现有集控系统的分析,确定了系统的控制方式,并提出了系统的整体设计方案,设计了下位机硬件电路和上位机监控软件,实现了选煤厂的自动化要求。

陈四楼矿选煤厂集中控制系统的升级改造
格式:pdf
大小:86KB
页数:3P
4.6
陈四楼矿选煤厂因建厂较早,在集中控制系统方面存在较多问题,为了减人提效、安全生产,对全厂集控系统进行了全面升级改造;改造后的选煤厂生产故障降低,有效运行时间增加,岗位人员减少,工作强度减低,企业效益增加。
官地选煤厂排矸车间升级改造研究相关
文辑推荐
知识推荐
百科推荐


职位:建筑智能化照明动力工程师
擅长专业:土建 安装 装饰 市政 园林


