





 碳钢板坯连铸凝固模拟
碳钢板坯连铸凝固模拟 碳钢板坯连铸凝固模拟
采用开发的凝固模拟系统对0.07%~0.70%碳钢1500mm×150mm连铸板坯凝固过程进行了模拟。研究了化学成分、结晶器水量、二冷区水流密度、拉坯速度和浇注温度对液相穴深度(l)、液固两相区高度(h)、结晶器出口处和二冷区出口处的坯壳厚度(s1和s2)的影响。结果表明,随钢中c%由0.07%增至0.70%时,l值由400cm增至540cm,在0.17%c时h有最小值(100cm),s1和s2有最大值(18mm和52mm)。为保证结晶器出口处的已凝固的坯壳厚度(s1),增大结晶器冷却水流量和降低浇注温度具有明显的效果
编辑推荐下载
Q345钢宽板坯连铸凝固末端位置的研究 Q345钢宽板坯连铸凝固末端位置的研究
格式:pdf
大小:459KB
页数:5P
 4.3
4.3
根据武汉钢铁集团鄂城钢铁有限责任公司q345钢宽板坯实际生产条件,建立宽板坯凝固传热数学模型来确定其凝固末端位置,并采用射钉法验证及修正。结果表明:射钉试验测量结果与凝固传热数学模型结果误差在±1.3%以内,模型计算结果能真实反映此钢种宽板坯凝固末端位置。在典型拉速1.15m/min下,200mm厚宽板坯两相区位于距结晶器液面13.32~20.95m处;在典型拉速0.95m/min下,250mm厚宽板坯两相区位于距结晶器液面16.16~23.45m处;在典型拉速0.80m/min下,300mm厚宽板坯两相区位于距结晶器液面19.34~27.65m处。不同拉速及铸坯厚度下,凝固末端位置差别较大。采用优化的轻压下技术后,q345宽板坯中心偏析ⅰ级内平均合格率由85.4%提高到99.5%。

凝固模型在方坯连铸二冷改造中的应用
格式:pdf
大小:570KB
页数:4P
4.6
根据连铸坯凝固传热的特点,在南钢电炉厂小方坯连铸机二冷改造的过程中,建立二维的传热模型。对改造前后的系统进行温度场分析,为二冷系统的改造提供了理论依据,进而实现二冷三段和四段气雾改造。
钢的凝固及连铸坯的凝固结构热门文档
316不锈钢连铸结晶内坯壳凝固规律研究 316不锈钢连铸结晶内坯壳凝固规律研究
格式:pdf
大小:1.3MB
页数:6P
4.7
为研究连铸过程中拉速及过热度对钢水凝固的影响,采用商业有限元软件ansys,利用生死单元技术,对316不锈钢板坯生长情况进行了模拟.模型采用3-d模型,分别计算了拉速为0.4,0.5,0.6,0.8m/min及过热度为30,40,50℃时坯壳出口温度、角部温度及出口厚度的变化.结果表明,随着拉速和过热度的提高,坯壳出口温度及角部温度均升高,坯壳的出口厚度减薄,而角部温度波动随拉速提高,越来越小;在低拉速条件下坯壳最薄处均在横向距角部40mm左右位置处,高拉速条件下坯壳最薄处向角部靠近.
攀钢连铸坯角横裂缺陷产生的原因与对策 攀钢连铸坯角横裂缺陷产生的原因与对策
格式:pdf
大小:468KB
页数:4P
4.7
对攀钢q235g钢连铸坯出现的角横裂缺陷进行了调查分析,在此基础上确定了连铸保护渣是引起角横裂的主要原因。并对保护渣的配方进行了改进,通过试验,研制出了适合攀钢普碳包晶钢用的连铸保护渣,有效地控制了q235g钢连铸坯角的横裂缺陷。
马钢板坯连铸机铸坯凝固偏移起始位置的测定与计算 马钢板坯连铸机铸坯凝固偏移起始位置的测定与计算
格式:pdf
大小:750KB
页数:3P
4.7
马钢四钢轧板坯连铸机生产过程中发现铸坯在二冷过程中内、外弧冷却极不均匀,铸坯组织出现等轴晶区向外弧方向严重偏移。通过射钉试验确定铸坯综合凝固系数,并对铸坯低倍组织的测量获得铸坯凝固组织发生不均匀的起始坯壳厚度,再结合二冷区坯壳厚度的计算公式就可推导出铸坯凝固组织偏移的起始位置。
微合金钢连铸坯角横裂的研究进展 微合金钢连铸坯角横裂的研究进展
格式:pdf
大小:1.4MB
页数:8P
4.5
针对微合金钢连铸生产过程中铸坯出现的角部横裂纹缺陷,从其产生原因、影响因素及解决方法等方面进行阐述。介绍了角横裂产生于结晶器内,并进一步扩展于二冷区。分析了连铸过程中的应力、热塑性、结晶器锥度和二次冷却模式等因素对微合金钢连铸坯角横裂的影响。总结了目前解决角横裂的几种方法。重点介绍了连铸微合金钢的脆化机制、微观组织和微合金元素对连铸坯热塑性的影响。最后对微合金钢连铸坯角横裂新的解决方法进行了展望。
钢的凝固及连铸坯的凝固结构精华文档
20号钢连铸坯表面凹陷成因及对策 20号钢连铸坯表面凹陷成因及对策
格式:pdf
大小:553KB
页数:3P
4.4
分析了莱钢股份公司特钢厂20号管坯钢铸坯表面凹陷的产生原因,制定了相应的控制措施,使20号钢连铸坯表面凹陷得到了有效控制。

连铸坯质量外观检验标准
格式:pdf
大小:21KB
页数:2P
4.4
连铸坯质量外观检验标准 作者:周毅发表日期:2007-9-19阅读次数:157 1、尺寸及允许偏差单位:毫米 边长边长允许偏差对角线长度偏差切斜鼓肚 240*240±6.0≤15.0≤20.0≤6.0 200*200±6.0≤9.0≤20.0≤6.0 150*150+5-3≤6.0≤20.0≤5.0 2、连铸坯长度根据客户要求交货,具体如下:单位:米 铸坯断面定尺长度热坯长度短尺坯长度文件发布日期 200*20012+0.05-0.0112.16±0.02不小于9.02004.9.24 9.0±0.039.11±0.02不小于8.952004.9.24 150*15012+0.01-0.0512.12±0.02不小于9.02004.4.2 10.5+0.01-0.0510.6±0.02不小于9
包钢350km/h钢轨用连铸坯的生产工艺优化 包钢350km/h钢轨用连铸坯的生产工艺优化
格式:pdf
大小:1.3MB
页数:3P
4.7
文章根据包钢炼钢厂生产350km/h铁路钢轨用连铸坯的生产实践,分析了350km/h铁路钢轨用连铸坯炼成率低的原因,通过采取相应的措施使350km/h铁路钢轨用连铸坯合格率大幅提升,满足了生产需要。
无缝钢管20钢连铸坯的试生产 无缝钢管20钢连铸坯的试生产
格式:pdf
大小:513KB
页数:3P
4.8
介绍了唐山国丰钢铁有限公司第一炼钢厂采用转炉—简易精炼—连铸工艺流程试生产供轧制无缝钢管用20钢连铸坯的生产情况,采取低拉增碳、钢包底吹氩及喂丝、保护浇注、合理控制拉速等有效措施,解决了生产中存在的质量问题,生产出符合标准及用户要求的优质20钢连铸坯。
钢的凝固及连铸坯的凝固结构最新文档
珠钢CSP薄板坯凝固层厚度研究 珠钢CSP薄板坯凝固层厚度研究
格式:pdf
大小:555KB
页数:4P
4.8
结合珠钢生产实际情况,采用射钉法来测定二冷区不同位置的凝固坯壳厚度,试验结果表明,4.8m/min拉速下铸坯液芯长度为4820mm,4.5m/min拉速下铸坯液芯为4490mm,两种拉速下连铸坯坯壳厚度的实际测量结果与凝固传热模型计算结果一致。整个凝固过程坯壳厚度生长符合平方根定律。

降低HRB600钢连铸坯裂纹的生产实践
格式:pdf
大小:394KB
页数:6P
4.7
降低hrb600钢连铸坯裂纹的生产实践 徐震 1 ,赵磊 1 ,杨世俊 2 (1江苏永钢集团有限公司技术处,2江苏永钢集团炼钢二厂,江苏张家港215628) 摘要:为满足hrb600钢成品质量要求,通过对连铸坯裂纹产生原因的探讨和研究,针对性的采取降低和 稳定中包过热度至平均27.6℃、提高结晶器振频同时降低振幅、大幅度降低二冷区比水量至平均0.85l/kg, 优化二冷区各段水量配比、二冷区喷嘴调整、适当降低拉速等措施保证了铸坯在矫直前的表面温度平均 1000℃以上,面部与角部的温度差在25℃以内,从而显著的降低了该钢种连铸坯裂纹发生率,有效提高了 连铸坯合格率。 关键词:连铸坯裂纹;hrb600钢;二次冷却 practiceinreductionofconcastingbilletcracksofhrb600steel xuzhen
凝固缺陷及控制
格式:pdf
大小:6KB
页数:2P
4.8
凝固缺陷及控制 凝固缺陷是金属在冷却凝固过程中极易出现的一类缺陷,它们以不同的类型和形态存在于固 态金属中,对金属的性能产生不同程度的影响。本章主要介绍偏析、气孔、夹杂、缩孔、缩 松和裂纹等重要凝固缺陷的形成机理、影响因素及控制措施。 第一节合金中的成分偏析 根据偏析范围的不同,可将偏析分为: 微观偏析和宏观偏析两大类。 微观偏析是指微小范围(约一个晶粒范围)内的化学成分不均匀现象,按位置不同可分 为晶内偏析(枝晶偏析)和晶界偏析。 宏观偏析是指凝固断面上各部位的化学成分不均匀现象,按其表现形式可分为正常偏析、 逆偏析、重力偏析等。 (一)晶内偏析 晶内偏析:是在一个晶粒内出现的成分不均匀现象,常产生于具有结晶温度范围、能够形成 固溶体的合金中。 枝晶偏析:固溶体合金按树枝晶方式生长时,先结晶的枝干与后结晶的分枝也存在着成分差 异。这种在树枝晶内出现的成分不均匀现象又称为枝
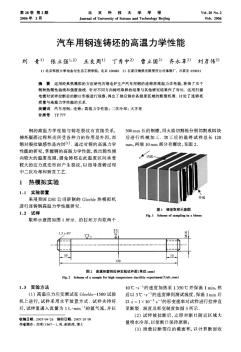
汽车用钢连铸坯的高温力学性能
格式:pdf
大小:1.8MB
页数:8P
4.7
★首选渠道:租车公司 杭州租车公司在婚车租赁这一方面实力比较雄厚,从最普通的中高 级级车到最顶级的豪华车都有,可以提供的选择较多。但是由于自有车 辆需要有养护、停车、专业司机等方面的支出,所以它的价格相对于消 费而言,没有太大的商量余地。 ★常见渠道:婚庆公司 婚庆公司通常会向新人提供“套餐服务”,包括了主持策划、摄像、 dvd、鲜花和整个车队而且价格看上去会很诱人。大部分的婚庆公司的 婚辆都是从外面租赁而来,只不过它们得到的是“批发价”。有个别婚庆 公司不求服务质量,甚至向一些私人车主来借车来业务,在服务质量和 车型上都得不到保障。 ★新兴渠道:网络租车杭州租车网http://www.***.***/ 随着网络技术和电子商务的不断发达,在婚嫁类专业网站和一些电 子商务网站上租借婚车,也成了婚车租赁的主要渠道之一。这些网站都 提供了一个信息平台,使婚车的价格
准沸腾碳素焊条钢的连铸坯质量 准沸腾碳素焊条钢的连铸坯质量
格式:pdf
大小:795KB
页数:4P
4.8
研究了准沸腾碳素焊条钢连铸坯的凝固结构以及铸坯中的夹杂物类型和分布情况,可对准沸腾钢铸坯有更深一步的认识,以便控制它的质量。
高碳钢矩形坯凝固末端永磁搅拌试验 高碳钢矩形坯凝固末端永磁搅拌试验
格式:pdf
大小:46KB
页数:未知
4.5
高碳钢连铸坯在凝固过程中易形成中心偏析、中心疏松、缩孔、v形偏析等内部缺陷。高碳钢中心偏析导致盘条质量和性能不均匀,在拉丝和扭转过程中容易发生断裂,严重影响了盘条质量,因此需严格控制碳元素的中心偏析。目前,国内外各钢厂采用凝固末端电磁搅拌、低过热度浇注以及二次强冷等技术有效降低了高碳钢小方坯的中心碳偏析。北京科技大学的学者为了改善高碳钢82a断面

柴油的标号及凝固点
格式:pdf
大小:22KB
页数:7P
4.5
柴油的标号及凝固点 2008-01-2814:33:53|分类:默认分类|标签:|字号大中小订阅 据介绍,柴油是柴油汽车、拖拉机等柴油发动机的燃料,也称轻柴油。同车用汽油一样,柴油也有不同的 标号,不同的是汽油标号由辛烷值确定,而划分柴油标号的依据则是柴油的凝固点。目前国内应用的轻柴 油按凝固点分为6个标号:5#柴油、0#柴油、-10#柴油、-20#柴油、-35#柴油和-50#柴油。选 用不同标号的柴油应主要根据使用时的气温决定。 一般来讲,5#柴油适合于气温在8℃以上时使用;0#柴油适用于气温在8℃至4℃时使用;-10# 柴油适用于气温在4℃至-5℃时使用;-20#柴油适用于气温在-5℃至-14℃时使用;-35#柴油适用 于气温在-14℃至-29℃时使用;-50#柴油适用于气温在-29℃至-44℃或者低于该温度时使用。 专
连铸过程中的应力对微合金钢连铸坯角横裂的影响 连铸过程中的应力对微合金钢连铸坯角横裂的影响
格式:pdf
大小:69KB
页数:未知
4.8
在铸机内运行过程中,坯壳受到的应力作用是产生裂纹的外部因素。浇入结晶器的钢水因冷却而生成坯壳,铸坯逐渐收缩,其收缩过程分为过热度消失的液态收缩、凝固时的体积收缩和凝固后的线收缩及相变收缩等。结晶器凝固坯壳的收缩使坯壳与钢板形成较大的气隙,热阻相应也较大。由于传热不均匀,凝固速度不同,凝固坯壳厚度也不均匀。
钢的凝固及连铸坯的凝固结构相关
文辑推荐
知识推荐
百科推荐


职位:高级室内设计师
擅长专业:土建 安装 装饰 市政 园林


