

THG—80管道焊接用气保护实芯焊丝的研制
格式:pdf
大小:106KB
页数:3P
人气 :61
 4.4
4.4
通过对THG—80管道焊接用气保护实芯焊丝合金体系的优化设计,使焊缝的力学性能和焊接工艺性能与X80管线钢达到了良好的匹配,其性能完全符合Q/SYGJX0110—2007《西气东输二线管道工程线路焊接技术规范》的规定。通过用户单位的试用和二线工程的应用,研制的THG—80管道焊接用气保护实芯焊丝完全满足设计要求。



 碳钢实芯焊丝CO_2气体保护焊在管道焊接中的应用
碳钢实芯焊丝CO_2气体保护焊在管道焊接中的应用 碳钢实芯焊丝CO_2气体保护焊在管道焊接中的应用
结合我公司在工程项目施工过程中熔化极气体保护焊采用碳钢实芯焊丝进行封底、填充、盖面的焊接过程,阐述了工程施工中熔化极气体保护焊施焊的优越性。
不锈钢管道实芯焊丝脉冲MIG焊接 不锈钢管道实芯焊丝脉冲MIG焊接
对0cr18ni10nb不锈钢进行焊接性分析,详述不锈钢实芯焊丝脉冲mig焊接工艺,包括保护气体的选择和坡口形式的选择。叙述不锈钢实芯焊丝脉冲mig焊接工艺要点。
编辑推荐下载
碳钢用实芯焊丝的生产使用现状 碳钢用实芯焊丝的生产使用现状
格式:pdf
大小:134KB
页数:未知
4.3
阐述了国内外碳钢用实芯焊丝的生产使用现状。工业先进国家焊丝生产占焊材的30%~40%,p(s)实际含量低于0.02%;国内焊丝只占焊材的10%左右,焊丝实际成分p(s)=0.025%~0.04%。提出了发展我国焊接材料的四点建议。
管道焊接用气保护实芯焊丝的研制热门文档
实芯焊丝半自动MIG焊在不锈钢管道焊接中的应用 实芯焊丝半自动MIG焊在不锈钢管道焊接中的应用
格式:pdf
大小:267KB
页数:3P
4.5
在对347h型不锈钢的焊接性充分了解的基础上,通过对347h型不锈钢使用不锈钢实芯焊丝进行半自动mig焊接试验,确定了不锈钢实芯焊丝半自动mig焊焊接347h型不锈钢使用的焊接工艺,为不锈钢管道焊接提供了高效率的焊接方法。

实芯焊丝CO_2气体保护焊在工业管道施工中的应用
格式:pdf
大小:67KB
页数:3P
4.5
通过试验表明实芯焊丝co2气体保护焊工艺可应用于工业管道全位置焊接施工,同时确定了其焊接工艺参数和操作要点。
碳钢自动焊用实芯焊丝的生产使用现状 碳钢自动焊用实芯焊丝的生产使用现状
格式:pdf
大小:128KB
页数:未知
4.5
目前发达国家焊丝生产占焊材的30%~40%,其产品中的有害元素p、s含量实际低于0.02%;国内焊丝生产约占焊材的10%左右,p、s含量一般为0.025%~0.040%。通过综述国内外碳钢用实芯焊丝的生产使用现状,提出了焊丝选用原则以及开发国产焊丝新品种和补充制定焊丝标准的建议。

实芯焊丝CO2气体保护焊在工业管道施工中的应用
格式:pdf
大小:167KB
页数:3P
3
实芯焊丝co2气体保护焊在工业管道施工中的应用——通过试验表明实芯焊丝co2气体保护焊工艺可应用于工业管道全位置焊接施工,同时确定了其焊接工艺参数和操作要点。
低碳钢管道焊接用TIG—LD氩弧焊焊丝研制 低碳钢管道焊接用TIG—LD氩弧焊焊丝研制
格式:pdf
大小:106KB
页数:未知
4.5
研制的低碳钢管道焊接用tig—ld氩弧焊焊丝的化学成分为:005%~010%c、09%~18%mn、05%~12%si、0025%~004%p(s)以及总量小于05%的微量元素ti、al、re等,焊丝用钢采用中频感应电炉氧化法冶炼,先热轧后冷拔工艺成型。焊丝的焊接工艺试验表明,熔池无飞溅,焊丝熔化均匀连续,焊缝金属致密且与母材熔合良好。焊缝金属和焊接接头的性能测试表明,熔敷金属的化学成分、机械性能和耐腐蚀性能等综合性能指标达到了国外同类产品水平,是国内用于低碳钢管道焊接最理想的焊丝。
管道焊接用气保护实芯焊丝的研制精华文档
气体保护实芯焊丝在金属结构中的应用和探讨 气体保护实芯焊丝在金属结构中的应用和探讨
格式:pdf
大小:44KB
页数:2P
4.4
本文概述了国内外气体保护实芯焊丝发展,介绍了气体保护实芯焊丝在金属结构行业中推广应用状况。根据试验与生产实际,对国内实芯焊丝在推广应用中存在的问题进行了探讨,最后阐述了我国气体保护实芯焊丝的发展趋势。
环保型非镀铜实芯焊丝的特点及应用前景 环保型非镀铜实芯焊丝的特点及应用前景
格式:pdf
大小:591KB
页数:3P
4.7
一、传统co_2气体保护焊镀铜焊丝存在的问题co_2气体保护焊是目前世界范围内使用最广泛的焊接方法,其突出优点是焊接效率高,焊丝价格低,但是其许多缺点也一直困扰着焊接界,成为难以解决的锢疾。这些问题主要是:焊接烟尘中有毒物质cu含量高;焊接飞溅大;焊接成形差;镀铜层易剥落,造成送丝软管堵塞,影响送丝,防锈性
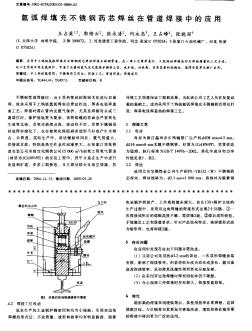
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:121KB
页数:2P
3
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用——采用手工钨极氩孤焊填充不镑钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氢气及充氩保护辅助工具,成本低,功效高,具有显著的...
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:81KB
页数:2P
4.7
采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氩气及充氩保护辅助工具,成本低,功效高,具有显著的优越性,值得安装单位推广应用。
管道焊接用气保护实芯焊丝的研制最新文档
实芯焊丝焊接Q450NQR1耐候钢焊接接头力学性能的研究 实芯焊丝焊接Q450NQR1耐候钢焊接接头力学性能的研究
格式:pdf
大小:143KB
页数:未知
4.6
通过室温拉伸和硬度及分析等方式,对q450nqr1耐候钢混合气体保护焊焊接接头的力学性能进行了研究,试验结果表明:chw-55cnh实芯焊丝焊接时,可以获得拉伸性能均良好的焊接接头,焊缝区硬度较均匀,焊缝的硬度在170~220hv之间。
伊萨在中国发布AristoRod无镀铜实芯焊丝 伊萨在中国发布AristoRod无镀铜实芯焊丝
格式:pdf
大小:81KB
页数:未知
4.5
日前,伊萨在中国市场发布其aristorod无镀铜实芯焊丝产品。伊萨aristorod无镀铜实芯焊丝采用先进表面工艺(asc)技术,是一系列适用于手工焊、自动焊和机器人焊接的高性能无镀铜mag焊焊丝,能提高用户的生产效率,降低焊接成本,并为用户营造更清洁的工作环境。伊萨的无镀铜实芯焊丝代表了焊接材料发展的又一新阶段。
管道环焊缝药芯焊丝自保护焊接的技术关键 管道环焊缝药芯焊丝自保护焊接的技术关键
格式:pdf
大小:134KB
页数:未知
4.6
药芯焊丝自保护焊工艺适用于大口径、高强度管线钢管的焊接.为此,笔者从长期的焊接实践及国际管道工程、"西气东输"站场工程的实际经验中归纳总结了管道环焊缝药芯焊丝自保护焊的技术要点.该工艺的操作关键是:只作简单的摆动,不能有"回带"动作;电弧保持位于熔池的前方;采用"薄层、快速、多道焊"的方法;注意焊接过程的稳定性.
管道环焊缝药芯焊丝自保护焊接的技术关键
格式:pdf
大小:163KB
页数:2P
3
管道环焊缝药芯焊丝自保护焊接的技术关键——药芯焊丝自保护焊工艺适用于大口径.高强度管线钢管的焊接。为此,笔者从长期的焊接实践及国际管道工程.“西气东输”站场工程的实际经验中归纳总结7管道环焊缝药芯焊丝自保护焊的技术要点。该工艺的操作关键是:只...
“无焊接缺陷”高强度实芯气体保护焊丝的缠绕工艺
格式:pdf
大小:54KB
页数:1P
3
“无焊接缺陷”高强度实芯气体保护焊丝的缠绕工艺——“无焊接缺陷”高强度实芯气体保护焊丝的缠绕工艺
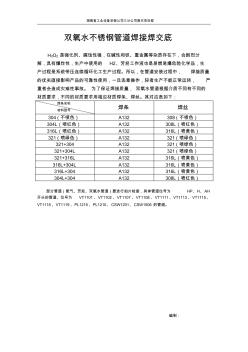
双氧水不锈钢管道焊接焊丝选用
格式:pdf
大小:15KB
页数:1P
4.4
湖南省工业设备安装公司三分公司南天项目部 双氧水不锈钢管道焊接焊交底 h2o2是强化剂、腐蚀性强,在碱性和铁、重金属等杂质存在下,会剧烈分 解,具有爆炸性,生产中使用的h2、芳烃工作液也是易燃易爆危险化学品,生 产过程是系统带压连续循环化工生产过程。所以,在管道安装过程中,焊接质量 的优劣直接影响产品的可靠性使用,一旦违章操作,轻者生产不能正常运转,严 重者会造成灾难性事故。为了保证焊接质量,双氧水管道根据介质不同有不同的 材质要求,不同的材质要求用相应材质焊条、焊丝。其对应表如下: 焊条名称 材料型号 焊条焊丝 304(不喷色)a132308(不喷色) 304l(喷红色)a132308l(喷红色) 316l(喷红色)a132316l(喷黄色) 321(喷绿色)a132321(喷绿色) 321+304a132321(喷绿色) 321+304la1323
管道焊接论文关于焊接论文
格式:pdf
大小:8KB
页数:4P
4.5
关于长输管道焊接质量控制的探讨 摘要:在长输管道工程施工中的关键是焊接过程,长输管道工程的施工质量好 坏与焊接过程的质量控制是密不可分。本文从施工人员、施工经验,焊接环境、 焊接设备和检验仪器工具、材料与焊材、焊接工艺文件、焊接检验检测和焊缝 返修七个方面分析了长输管道焊接过程的质量控制要点,以确保压力管道工程 施工质量。 关键词:长输管道;焊接过程;质量控制 1施工人员的控制 在任何施工质量控制过程中“人”是第一要素,在焊接质量控制中也同样 如此。从事压力管道受压元件焊接的焊工,必须通过基本知识和操作技能考试 合格后,取得质量技术监督部门颁发的焊工合格证,而且在有效期内才能进行 相应项目的焊接工作。施工企业必须与焊工签订劳动合同。坚决杜绝无证人员 从事焊接工作。焊接机组所有人员都必须围绕保证焊接质量这个中心,尽心、 尽责、尽力做好本岗位工作。另外,质检员要起到严格把关的作用。及时

PE管道焊接文档
格式:pdf
大小:10KB
页数:2P
4.7
pe给水管道焊接要领13条 ⑴要采用同材质、同牌号的管材和管件。对不同牌号的管材、 管件间热熔连接,应经过试验判定连接质量能得到保证后, 方可进行连接,切断管材应使其端面垂直于轴线。 ⑵焊接前,进行倒角焊接端正圆并给出溶融深度刻线,用清 洁布蘸少量96%乙醇清洗管材焊接区域。 ⑶管材与管件应在焊接现场放置一定时间,使其温度接近施 工现场温度,同时缩小管材与管件温差,大风环境下施工要 采取相应措施,雨天或低于-5℃时停止作业。 ⑷液压调整接口机调整接口时要使待连接管材处于同一高 度且在同一平面上,受调整一端能够灵活移动以便调整接 口位置。 ⑸调整机拖瓦夹持管材时,紧固螺栓压力应一致,夹持压力 小管件会产生移位,夹持压力大管件断面会产生变形影响 断面刮切效果影响焊接质量使其反边不一致。 ⑹当加热板温度达到焊接温度时,继续加热10nin,使加电 热板的温度均匀对于管壁厚度≤5mm
管道焊接用气保护实芯焊丝的研制相关
文辑推荐
知识推荐
百科推荐


职位:全职房建建造师
擅长专业:土建 安装 装饰 市政 园林


