

在役管道不停输焊接三通工艺试验
格式:pdf
大小:720KB
页数:7P
人气 :79
 4.7
4.7
论述了在役管道不停输焊接三通工艺的特点及实现焊接工艺的方法 ,介绍了在役管道三通焊接工艺试验装置、有关参数的计算、焊接方法和原则、焊接评定过程及焊接工艺在苏丹红海山区 71 1 .2mm管道加阀改造中的应用



 管道不停输状态封堵三通焊接工艺模拟试验
管道不停输状态封堵三通焊接工艺模拟试验 管道不停输状态封堵三通焊接工艺模拟试验
对在管道不停输状态下影响封堵三通焊接质量的主要因素及控制方法进行了分析,制定出科学、经济和可靠的焊接工艺模拟试验方法,通过该方法已成功制定了管道储运分公司部分在运行管道不停输封堵三通的焊接工艺。
编辑推荐下载
大型厚壁等径焊接三通应力测试与爆破试验研究 大型厚壁等径焊接三通应力测试与爆破试验研究
格式:pdf
大小:537KB
页数:5P
4.7
对一大型厚壁(φ356mm×55mm)等径焊接三通进行了应力测试及爆破试验,分析得到了三通不同部位在试验压力下的应力分布规律,确定了结构的薄弱部分。试验结果可为大型厚壁焊接三通的设计、制造及使用提供参考。
厚壁焊接三通角焊缝射线照相工艺 厚壁焊接三通角焊缝射线照相工艺
格式:pdf
大小:275KB
页数:3P
4.4
采用4mev直线加速器对厚壁(t≥50mm)焊接三通角焊缝的内部质量进行射线检验,如果照相工艺参数选择不当,不但严重影响焊缝缺陷的检出率,而且给底片评定和缺陷返修带来诸多不便,本文讨论了厚壁焊接三通角焊缝的射线照相工艺.1焊接三通角焊缝的结构特点如图1所示,支管侧焊缝坡口,从腹部至肩部为0°~25°连续变化;而主管侧则依圆柱形态从与轴向正交断面变化到平行方向.焊接采取手工电弧焊,全焊透结构,在变位工装支持下挑立焊,外层以横焊盖面,属多层多道焊接.焊后镗掉内侧焊根或衬板.
管道不停输焊接三通工艺试验热门文档

焊接三通尺寸
格式:pdf
大小:243KB
页数:5P
4.4
对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1518182525 3/4×1/220×1525182929 ×3/4×20252929 1×1/225×1532183838 ×3/4×20253838 ×1×25323838 11/2×1/232×1538184848 ×3/4×20254848 ×1×25324848 ×11/2×32384848 13/4×1/240×1545185757 ×3/4×20255757 ×1×25325757 ×11/2×32385757 ×13/4×40455757 2×3/450×205725644

焊接三通尺寸
格式:pdf
大小:211KB
页数:3P
4.4
. . 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857

焊接三通尺寸
格式:pdf
大小:566KB
页数:3P
4.8
对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.3185757
直径为426毫米的高压焊接三通强度试验 直径为426毫米的高压焊接三通强度试验
格式:pdf
大小:281KB
页数:5P
4.4
试验简介本试验的焊接三通,其结构尺寸如图1所示,用于1000吨/时锅炉机组的给水管道上。三通母管尺寸为φ426×50毫米,材料为12cr1mov,支管尺寸为φ355×50毫米,材料为10crmo910,加强筋直径为36毫米,材料为20a,材料的机械性能列于表1。

焊接三通尺寸 (2)
格式:pdf
大小:211KB
页数:3P
4.8
. . 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857
管道不停输焊接三通工艺试验精华文档

焊接三通尺寸知识讲解
格式:pdf
大小:211KB
页数:3P
4.7
精品文档 精品文档 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31
高压加氢焊接三通的设计计算 高压加氢焊接三通的设计计算
格式:pdf
大小:262KB
页数:2P
4.4
我厂从建厂到现在,高压管件均为方铁锻件。这种管件其联接体系为方铁、透镜垫圈、螺纹法兰、螺栓、螺母。为了克服方铁三通零部件多、易泄漏、浪费材料、加工周期长、投资大和安装复杂等缺点,1992年5月大修时,用焊接三通代替方铁三通,使用情况良好。现就焊接三通的结构设计和应力分析计算介绍如下。我们对φ267.4mm×28.6mm主管进行了
电厂四大管道及焊接三通的质量控制 电厂四大管道及焊接三通的质量控制
格式:pdf
大小:88KB
页数:2P
4.6
本文主要介绍了从提高管理水平和技术措施两方面,阐述通过一系列有效的措施如选择合理的运行方式等方面来降低线损,使电网达到最优的经济运行,提高社会的经济效益。由于电力是一种特殊的能源不能大量储存,发、输、供同时完成。从发电到供电至电力用户这个环节中,其自身的损耗是相当大的,所以降低电力系统的损耗是电力部门的重要任务之一,同时对电力部门自身而言也是具有相当可观的经济效益的。
HDPE焊接三通管件壁厚数值优化设计 HDPE焊接三通管件壁厚数值优化设计
格式:pdf
大小:732KB
页数:3P
4.8
输气焊接hdpe三通管道,由于焊接使材料性能下降,并产生应力集中,因此必须对管道连接处增加壁厚。基于对hdpe材料性能和焊接处hdpe材料拉伸强度的试验,对hdpe材料三通管道壁厚进行数值优化设计。有限元模型中采用理想弹塑性和ramberg-osgood两种材料本构模型,计算得到管道等应力线以及壁厚优化曲线,对管道设计具有实际意义。
管道不停输焊接三通工艺试验最新文档

焊接三通相贯接头坡口面的数控切割
格式:pdf
大小:1.2MB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
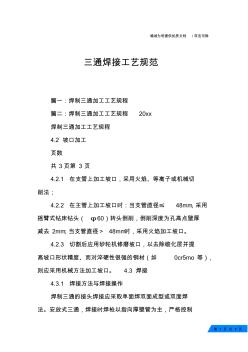
三通焊接工艺规范
格式:pdf
大小:16KB
页数:2P
4.4
第1页共7页 竭诚为您提供优质文档/双击可除 三通焊接工艺规范 篇一:焊制三通加工工艺规程 篇二:焊制三通加工工艺规程20xx 焊制三通加工工艺规程 4.2坡口加工 页数 共3页第3页 4.2.1在支管上加工坡口,采用火焰、等离子或机械切 削法; 4.2.2在主管上加工坡口时:当支管直径≤48mm,采用 摇臂式钻床钻头(φ60)转头倒削,倒削深度为孔高点壁厚 减去2mm;当支管直径>48mm时,采用火焰加工坡口。 4.2.3切割后应用砂轮机修磨坡口,以去除碳化层并提 高坡口形状精度、而对淬硬性很强的钢材(如0cr5mo等), 则应采用机械方法加工坡口。4.3焊接 4.3.1焊接方法与焊接操作 焊制三通的接头焊接应采取单面焊双面成型或双面焊 法。安放式三通,焊接时焊枪以指向厚壁管为主,严格控制 第2页共7页 焊接线能量,防止焊接变形。

焊接三通尺寸(20200929094539)
格式:pdf
大小:221KB
页数:5P
4.4
. 精品 对焊三通、四通尺寸gb12459 inch公称通径dn 端部外径中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857
焊接原理及工艺试验安排
格式:pdf
大小:386KB
页数:8P
4.5
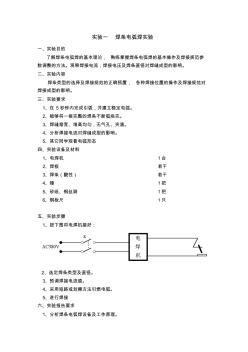
实验一焊条电弧焊实验 一、实验目的 了解焊条电弧焊的基本理论,熟练掌握焊条电弧焊的基本操作及焊接规范参 数调整的方法。观察焊接电流,焊接电压及焊条直径对焊缝成型的影响。 二、实验内容 焊条类型的选择及焊接规范的正确预置,各种焊接位置的操作及焊接规范对 焊接成型的影响。 三、实验要求 1、在5秒钟内完成引弧,并建立稳定电弧。 2、能够将一根完整的焊条不断弧烧完。 3、焊缝熔宽、堆高均匀,无气孔、夹渣。 4、分析焊接电流对焊缝成型的影响。 5、其它同学观看电弧形态 四、实验设备及材料 1、电焊机1台 2、焊板若干 3、焊条(酸性)若干 4、锤1把 5、砂纸、钢丝刷1把 6、钢板尺1只 五、实验步骤 1、按下图将电焊机接好: 2、选定焊条类型及直径。 3、预调焊接电流值。 4、采用短路或划擦方法引燃电弧。 5、进行焊接 六、实验报告要求 1、分析焊条电弧焊设备及工作原理。 2
钢筋焊接工艺试验报告
格式:pdf
大小:1.0MB
页数:63P
4.4
1 钢筋ф22搭接焊工艺试验报告 编号: 编制: 技术人员: 批准: 单位: 日期: 2 表b-1焊接工艺试验报告目录 序号报告名称报告编号页数 1焊接工艺试验报告dqhj0081 2焊接工艺试验指导书hjzd0081 3焊接工艺试验记录表/1 4焊接工艺试验检验结果/1 5焊接工艺作业指导书/2 3 焊接工艺试验报告 共1页第1页 工程(产品)名称钢筋焊件 试验报告 编号 dqhj008 委托单位xx建设公司 工艺指导 书编号 hjzd008 项目负责人依据标准《钢筋焊接及验收规程》(jgj18-2003) 试样焊接单位xx建设公司施焊日期 焊工xx资格代号xx级别中级 母材钢 号 hrb335规格φ22供货状态甲供生产厂家西林 化学成分和力学性
 双相钢全焊接阀体焊接工艺试验
双相钢全焊接阀体焊接工艺试验 双相钢全焊接阀体焊接工艺试验
格式:pdf
大小:159KB
页数:未知
4.6
介绍了14cr18ni11si4alti双相不锈钢材料与e2553焊丝焊接工艺试验,论述了焊接后材料的拉伸试验、韧性冲击试验、硬度检验和弯曲试验结果。
有缝钢管的焊接工艺试验 有缝钢管的焊接工艺试验
格式:pdf
大小:274KB
页数:2P
4.5
有缝钢管具有生产工艺简单、成本低、壁厚均匀、尺寸精度高等优点.我们对哈尔滨钢管厂生产的φ51×3mm20g焊接钢管(采用高频焊)进行了各种焊接方法和接头形式的焊接性试验,证明该有缝钢管的焊接接头与无缝钢管的焊接接头性能相当,符合中低压锅炉钢管的使用要求.
单电双细丝埋弧焊焊接工艺试验研究 单电双细丝埋弧焊焊接工艺试验研究
格式:pdf
大小:246KB
页数:未知
4.5
通过单电双细丝与单电单粗丝埋弧焊工艺的对比试验研究,得出:与单电单粗丝埋弧焊工艺相比,单电双细丝埋弧焊的焊接熔敷速度更高。其原因是焊接电流与焊丝直径是影响熔敷速度的主要因素,在同等的焊接电流下,单电双细丝埋弧焊的焊丝直径较小,电流密度更大,因而焊接熔敷速度更高;与单电单粗丝埋弧焊工艺相比,由于单电双细丝埋弧焊可使用较高的焊接速度,因此在焊接电流、电压相同的条件下,单电双细丝埋弧焊可获得更低的焊接热输入和良好的焊接接头冲击韧性。
管道不停输焊接三通工艺试验相关
文辑推荐
知识推荐
百科推荐


职位:高级给排水工程师
擅长专业:土建 安装 装饰 市政 园林


