

各车间主要生产设备流程图及各车间主要的质量控制指标
格式:pdf
大小:1.0MB
页数:8P
人气 :80
 4.5
4.5
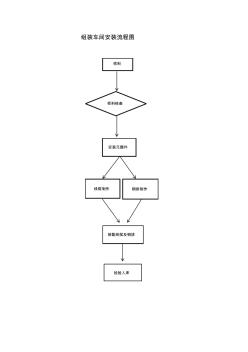
各车间主要生产设备流程图及各车间主要的质量控制指标 石灰石预均化库 工艺流程简介: 石灰石在矿山经破碎后,通过皮带运输机输送到石灰石预均化库,采用 圆形悬臂堆料机,堆料方式为连续合成式,轨道直径为 90米,均化库总储量为 52000T, 取料采用圆形刮板式取料机,取料方式为全断面取料,这样可保证石灰石的进一步均化, 石灰石经取料机后进入水泥库下边的溜槽进入皮带机输送至石灰石库。 粘土砂岩预均化堆场 工艺流程简介: 粘土,砂岩经辊式破碎机破碎后经皮带运输机运送至粘土,砂岩预均化 堆场进行均化,均化后,经取料机全断面取料,再经皮带运输机输送至粘土库和砂岩库, 铁矿石一般只经过辊式破碎机,直接通过皮带输送机输送至铁矿石库,然后进行配料。 生料配料站 工艺流程简介: 石灰石,粘土,铁矿石进入各自的库以后,经板式喂料机下料至皮带秤 (定量给料机),原料经称量后下料至皮带机,皮带机直接将原料输送至立磨



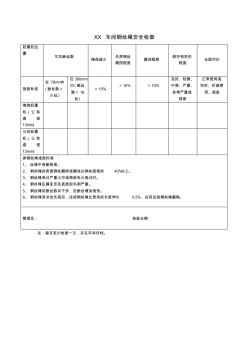
各车间钢丝绳检查表
xx车间钢丝绳安全检查 起重机位 置 可见断丝数 绳径减少 外层钢丝 磨损程度 腐蚀程度 损坏和变形 程度 全面评价 报废标准 在78mm内 (断丝数> 9丝) 在390mm 内(断丝 数>18 丝) >10% >10%>10% 完好、轻微、 中等、严重、 非常严重或 报废 正常使用或 完好、折减使 用、报废 卷绕起重 机(公称 直径 13mm) 分切起重 机(公称 直径 13mm) 参钢丝绳报废标准: 1、丝绳中有断股者。 2、钢丝绳的表面钢丝磨损或腐蚀达钢丝直径的40%以上。 3、钢丝绳受过严重火灾或局部电火烧过时。 4、钢丝绳压扁变形及表面起毛刺严重。 5、钢丝绳的断丝数目不多,但断丝增加很快。 6、钢丝绳受冲击负荷后,这段钢丝绳比原来的长度伸长0.5%,应将这段钢丝绳截除。 管理员:检验日期: 注:每月至少检
编辑推荐下载
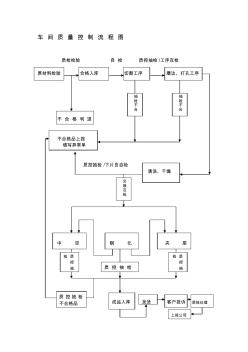
车间质量控制流程图
格式:pdf
大小:33KB
页数:8P
4.4
交 接 互 检 车间质量控制流程图 质检检验自检质控抽检/工序互检 原材料检验合格入库切割工序磨边、打孔工序 不合格判退 不合格品上报 填写异常单 质控抽检/下片员自检 清洗、干燥 中空钢化夹层 成品入库发货客户投诉质检处理 上报公司 抽 检 不 合 抽 检 不 合 质 控 抽 检质 控 抽 检 质控抽检 不合格品 质控抽检 质控流程 一、原材料(辅料)到我司,库管应及时通知质检, 检验外观质量和辅料性能实验;合格后方可接货 入库;库管负责人如不通知质检,外观质量不合 格、辅料性能实验不合格,由库管负责人承担责 任;如原片外观质量、铝条外观、铝条与二次胶 的粘接度、分子筛温升实验(必须让客户带备份 分子筛);注:质检按照原材料检验标准进行检 验; 二、切割工序:质控员按照公司内控标准、客户要求 及操作规范进行检

各车间主要生产设备流程图及各车间主要质量控制指标热门文档
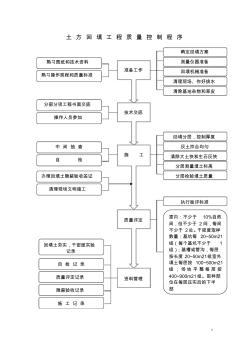
主要工序质量控制流程图
格式:pdf
大小:207KB
页数:6P
4.4
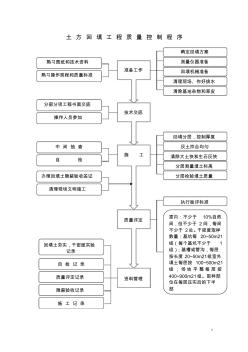
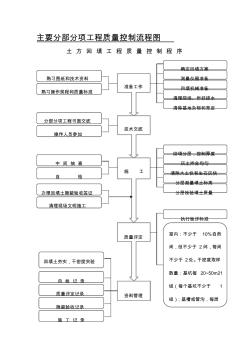
1 土方回填工程质量控制程序 熟习图纸和技术资料 熟习操作规程和质量标准 确定回填方案 测量仪器准备 回填机械准备 清理现场、作好排水 分部分项工程书面交底 操作人员参加 准备工作 中间抽查 技术交底 施工 质量评定 清除基地杂物和草皮 自检 办理回填土隐蔽验收签证 清理现场文明施工 回填分层,控制厚度 灰土拌合均匀 清除大土快和生石灰快 分层测量填土标高 分层检验填土质量 资料管理 执行验评标准 室内:不少于10%自然 间,但不少于2间,每间 不少于2处。干密度取样 数量:基坑每20~50m21 组(每个基坑不少于1 组);基槽或管沟,每层 按长度20~50m21组室外 填土每层按100~500m21 组;场地平整每层按 400~900m21组。取样部 位在每层压实后的下半 部 施工记录 回填土夯实,干密度实验 记录 隐蔽验收

 主要分部分项质量控制流程图
主要分部分项质量控制流程图 主要分部分项质量控制流程图
格式:docx
大小:34KB
页数:未知
3
主要分部分项质量控制流程图——主要分部分项质量控制流程图 土方回填工程质量控制程序 模板工程质量控制程序 钢筋工程质量控制程序 砼工程质量控制程序 砌筑工程质量控制程序
主要工序质量控制流程图 (3)
格式:pdf
大小:202KB
页数:6P
4.8
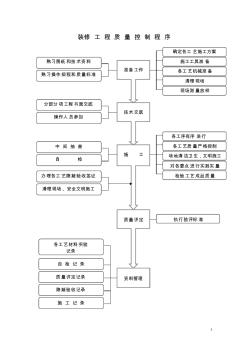
1 装修工程质量控制程序 熟习图纸和技术资料 熟习操作规程和质量标准 确定各工艺施工方案 施工工具准备 各工艺机械准备 清理现场 分部分项工程书面交底 操作人员参加 准备工作 中间抽查 技术交底 施工 质量评定 现场测量放样 自检 办理各工艺隐蔽验收签证 清理现场、安全文明施工 各工序有序进行 各工艺质量严格控制 场地清洁卫生,文明施工 对各要点进行实测实量 检验工艺成品质量 资料管理 执行验评标准 施工记录 各工艺材料实验 记录 隐蔽验收记录 自检记录 质量评定记录 2 材料合格证 质量控制程序 熟习图纸和技术资料 熟习操作规程和质量标准 材料准备 测量仪器准备 机械设备准备 现场清理 分部分项工程书面交底 工长参加书面交底 准备工作 克服上道工序弊端方法 分部分项工程书面交底 技术交底 办理上部工序交接手续 施工 材料
主要工序质量控制流程图 (2)
格式:pdf
大小:207KB
页数:6P
4.4
1 土方回填工程质量控制程序 熟习图纸和技术资料 熟习操作规程和质量标准 确定回填方案 测量仪器准备 回填机械准备 清理现场、作好排水 分部分项工程书面交底 操作人员参加 准备工作 中间抽查 技术交底 施工 质量评定 清除基地杂物和草皮 自检 办理回填土隐蔽验收签证 清理现场文明施工 回填分层,控制厚度 灰土拌合均匀 清除大土快和生石灰快 分层测量填土标高 分层检验填土质量 资料管理 执行验评标准 室内:不少于10%自然 间,但不少于2间,每间 不少于2处。干密度取样 数量:基坑每20~50m21 组(每个基坑不少于1 组);基槽或管沟,每层 按长度20~50m21组室外 填土每层按100~500m21 组;场地平整每层按 400~900m21组。取样部 位在每层压实后的下半 部 施工记录 回填土夯实,干密度实验 记录 隐蔽验收
各车间主要生产设备流程图及各车间主要质量控制指标精华文档
机榨车间生产工艺流程图
格式:pdf
大小:29KB
页数:1P
4.8
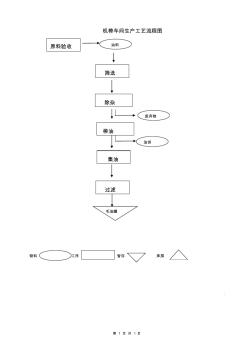
第1页共1页 机榨车间生产工艺流程图 物料工序暂存库房 筛选 除杂 榨油 集油 过滤 油料 毛油罐 油饼 废弃物 原料验收
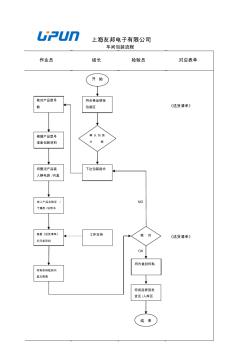
四车间生产工艺流程图
格式:pdf
大小:30KB
页数:1P
4.7
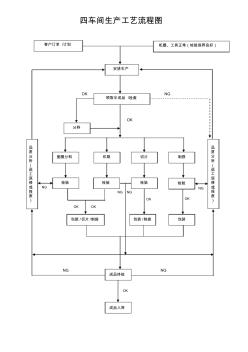
四车间生产工艺流程图 复膜分料印刷切片制袋 检验检验检验检验 包装/切片/制袋包装/制袋包装 成品终检 成品入库 分料 领取半成品/检查 安排生产 客户订单/计划机器、工具正常(检验保养良好) 品 质 分 析 ( 返 工 返 修 或 报 废 ) 品 质 分 析 ( 返 工 返 修 或 报 废 ) ok okok okok ngng ngng ok ok ngng ng
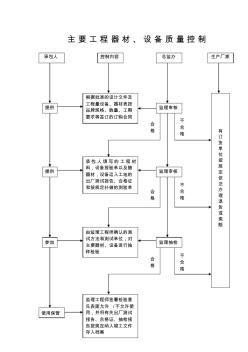
主要工程器材、设备量控制流程图
格式:pdf
大小:26KB
页数:1P
4.5
主要工程器材、设备质量控制 控制内容总监办生产厂家承包人 提供 使用保管 根据批准的设计文件及 工程量设备、器材表按 品牌规格、数量、工期 要求等签订的订购合同 监理审核 监理抽检 承包人填写的工程材 料,设备报验单以及随 器材,设备运入工地的 出厂测试报告、合格证 和按规定补做的测验单 由监理工程师确认的测 试方法和测试单位,对 主要器材、设备进行抽 样检验 监理工程师签署检验意 见表面允许/不允许使 用,并将有关出厂测试 报告、合格证、抽检报 告按规定纳入竣工文件 存入档案 监理审核 有 订 货 单 位 按 规 定 依 法 办 理 退 货 或 索 赔 提供 参加 不 合 格 不 合 格 不 合 格 合 格 合 格 合 格
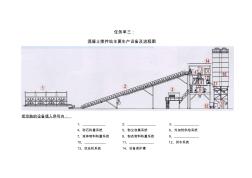
任务单三:混凝土搅拌站主要生产设备及流程图
格式:pdf
大小:406KB
页数:1P
4.5
任务单三: 混凝土搅拌站主要生产设备及流程图 把空缺的设备填入序号内: 1、2、3、 4、砂石称重系统5、粉尘收集系统6、外加剂供给系统 7、液体物料称量系统8、粉态物料称量系统9、 10、11、12、供水系统 13、空压机系统14、设备保护罩
各车间主要生产设备流程图及各车间主要质量控制指标最新文档
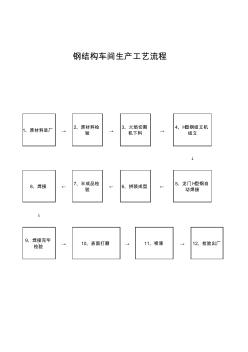
钢结构生产车间流程图
格式:pdf
大小:704KB
页数:49P
4.3
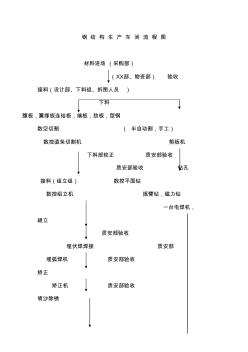
钢结构生产车间流程图 材料进场(采购部) (xx部、物资部)验收 接料(设计部、下料组、拆图人员) 下料 腹板,翼缘板连结板,端板,肋板,型钢 数空切割(半自动割,手工) 数控直条切割机剪板机 下料部较正质安部验收 质安部验收钻孔 接料(组立组)数控平面钻 数控组立机摇臂钻,磁力钻 一台电焊机, 組立 质安部验收 埋伏焊焊接质安部 埋弧焊机质安部验收 矫正 矫正机质安部验收 喷沙除锈 抛丸,手工 总装 电焊 质安部重点验收 焊接 气保焊机质安部验收 油漆组 2台三相气泵 质安部验收 出货 钢结构制作施工 适用范围:适用于建筑钢结构的加工制作工序,包括工艺流程的 选择、放样、号料、切割、矫正、成型、边缘加工、管球加工、制孔、 摩擦面加工、端部加工、构件的组装、圆管构件加工和钢构件预拼装。 一、材料要求 1.钢结构使用的钢材、焊接材料、涂装材料和紧
生产车间品质管理流程图
格式:pdf
大小:281KB
页数:7P
4.7
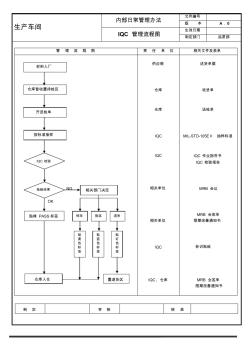
生产车间 内部日常管理办法 文件编号 版本a.0 iqc管理流程图 生效日期 制定部门品质部 管理流程图责任单位相关文件及表单 ng ok 供应商 仓库 仓库 iqc iqc 相关单位 相关单位 iqc iqc、仓库 送货单据 收货单 送检单 mil-std-105eii抽样标准 iqc作业指导书 iqc检验报告 mrb会议 mrb会签单 限期改善通知书 标识贴纸 mrb会签单 限期改善通知书 制定审核核准 材料入厂 仓库暂收置待检区 开送检单 按标准抽样 贴绿pass标签 iqc检验 相关部门决定 特采挑选退货 仓库入仓置退货区 贴 黄 色 标 签 贴 蓝 色 标 签 贴 红 色 标 签 检验结果 内部日常管理办法 文件编号 版本a.0 供应商品质控制管理流程图 生效日期 制定部门品质部 管理流程图
注塑车间生产工艺流程图
格式:pdf
大小:28KB
页数:1P
4.5
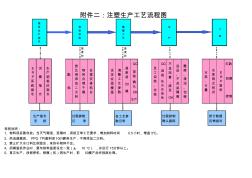
qcqc欠数 首 检 巡 检 50确 认 ok 生产 特别说明: 1、物料须妥善存放。当天气潮湿、受潮时,须按正常工艺要求,增加烘料时间0.5小时,增温5℃。 2、热流道模具、ppo、tpu物料须100%原料生产,不得添加二次料。 3、禁止扩大水口料比例混合,来弥补物料不足。 4、须模温机作业时,要与烘料温度设定一致(±10℃),并运行15分钟以上。 5、首次生产、放假停机、修模(机)再生产时,前50模产品作报废处理。 附件二:注塑生产工艺流程图 e r p 系 统 指 令 生 产 部 临 时 指 令 配 色 调 整 工 艺 参 数 报 废 前 试 模 指 令 按 比 例 添 加 二 次 料控制 良 品 、 不 良 品 隔 离 整 修 、 清 洁 、 包 装 分 类 、 计 量 仓 库 再 次 校 对 e r p
主要分部分项工程质量控制流程图
格式:pdf
大小:210KB
页数:6P
4.6
主要分部分项工程质量控制流程图 土方回填工程质量控制程序 熟习图纸和技术资料 熟习操作规程和质量标准 确定回填方案 测量仪器准备 回填机械准备 清理现场、作好排水 分部分项工程书面交底 操作人员参加 准备工作 中间抽查 技术交底 施工 质量评定 清除基地杂物和草皮 自检 办理回填土隐蔽验收签证 清理现场文明施工 回填分层,控制厚度 灰土拌合均匀 清除大土快和生石灰快 分层测量填土标高 分层检验填土质量 资料管理 执行验评标准 室内:不少于10%自然 间,但不少于2间,每间 不少于2处。干密度取样 数量:基坑每20~50m21 组(每个基坑不少于1 组);基槽或管沟,每层 施工记录 回填土夯实,干密度实验 隐蔽验收记录 自检记录 质量评定记录 材料合格证 质量控制程序 熟习图纸和技术资料 熟习操作规程和质量标准 材料准备

自轮运转设备科主要工作流程图
格式:pdf
大小:163KB
页数:10P
4.4
1 第一章前言 一、流程图编制原则 1.流程图各环节内容要简单明了、一目了然,责任、节点必须明确。 2.流程图应该化繁为简,流向避免交叉,字体统一,图形大小一致,便 于浏览。 3.流程图制作要体现pdca“闭环”管理思想,体现判断/决策、反馈 以及与其他工作流程的接口。 4.对一些综合性较强,且涉及几个科室的工作,如风险管理、信息管理、 应急管理等统一制定流程图,但纳入相关岗位流程中。 5.每项安全工作流程图融入各项工作标准中。 二、标准流程图符举例说明 准备环节流程符 决策环节流程符 过程环节流程符 可选过程环节流 预定义过程环节 终止环节流程符 2 十、自轮运转设备科 1.运行揭示命令接收流程图 运行揭示命令接收流程图 生产指挥中心(值班调度):下载、编辑运行揭示 命令 材料科:将审核通过的运行揭示命令文件 写入专用u盘交工区 安全科:将审核好的运行揭示命令传自轮

油漆车间各工序工艺流程与工艺要求
格式:pdf
大小:28KB
页数:5P
4.8
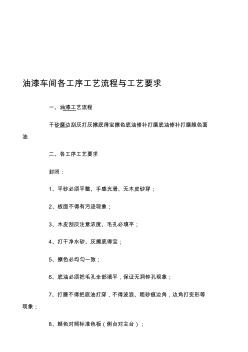
油漆车间各工序工艺流程与工艺要求 一、油漆工艺流程 干砂磨边刮灰打灰擦底得宝擦色底油修补打磨底油修补打磨颜色面 油 二、各工序工艺要求 封闭: 1、平砂必须平整、手感光滑、无木皮砂穿; 2、板面不得有污迹现象; 3、木皮刮灰注意浓度、毛孔必填平; 4、打干净水砂、灰擦底得宝; 5、擦色必均匀一致; 6、底油必须把毛孔全部填平,保证无洞钟孔现象; 7、打磨不得把底油打穿,不得波浪、粗砂痕边角,边角打变形等 现象; 8、颜色对照标准色板(侧台对主台); 9、台面面油后必须手感光滑,无明显颗粒、皱皮、流油、发白、 油窝等不良现象。 开放: 1、干砂平整手感光滑、无木皮砂穿; 2、实木边水灰必须填满毛孔,木处不得有水灰; 3、打干净水灰,擦底得宝; 4、擦色必须均匀一致; 5、底油作业产品表面开放自然,周边封闭必须全部封闭; 6、打磨不得把底油磨穿,不得有波浪、粗砂痕等现象; 7、颜色对照标准色板

各车间主要生产设备流程图及各车间主要质量控制指标相关
文辑推荐
知识推荐
百科推荐


职位:安全消防培训讲师
擅长专业:土建 安装 装饰 市政 园林


