

电渣压力焊工程技术交底
格式:pdf
大小:70KB
页数:3P
人气 :56
 4.6
4.6
万科魅力之城 1.2期项目 技术交底记录 大连筑成建设集团有限公司万科魅力之城 1.2期项目部 工程名称 大连万科假日风景工程 交底部位 大连万科魅力之城 1.2期 A1-16#、18#楼 分项工程名称 电渣压力焊工程 交底日期 2009-4-9 一、施工工艺流程 (一)、材料要求 1、钢筋 应有出厂合格证及试验报告,品种和性能应符合有关标准和规范的规定。 2、焊剂 焊接Ⅱ级钢筋选用 HJ431焊剂,Ⅲ级钢筋选用 HJ431型或 HJ330型焊剂,焊剂重 复使用时,应除去溶渣和杂质并经干燥。 (二)、主要机具设备 主要机具设备有: BX2~1000 型弧焊机、焊接夹具、焊剂盒、自动控制筒、石棉 绳、无齿锯等。 (三)作业条件 1、焊工应经过培训、考核,取得焊接合格证, 方可持证上岗。 2、焊接机具设备以及辅助设备准备齐全、完好。使用电源、电压、电流经检查 符合施焊要求。 3、已搭设好必要



 某工程电渣压力焊工程技术交底卡
某工程电渣压力焊工程技术交底卡 某工程电渣压力焊工程技术交底卡
某工程电渣压力焊工程技术交底卡——1.施工前准备 1.1燃料选购、进场检验。 1.2熟识施工图纸,认准钢筋型号,以保证对号入座。 1.3施工机械的安装调试。 2.操作工艺要点 2.1焊接宜采用ldz-32-36a型焊接机,也可使用较小容量的同型号...

钢筋电渣压力焊工程技术交底卡
云南省第一人民医院住院综合楼工程项目部共5页,第1页 钢筋电渣压力焊工程技术交底卡 日期年月日 施工单位云南工程建设总承包公司 工程名称云南省第一人民医院住院综合楼工程 交底部位分部工程 交底内容: -、施工准备 1.材料 (1)钢筋:应有出厂合格证,试验报告性能指标应符合有关标准或规范的规定。钢筋的验收和加工,应 按有关的规定进行。 (2)电渣压力焊焊接使用的钢筋端头应平直、干净,不得有马蹄形、压扁、凹凸不平、弯曲歪扭等严重 变形。如有严重变形时应用手提切割机切割或用气焊切割、矫正,以保证钢筋端面垂直于轴线。钢筋端 部200mm范围不应有锈蚀、油污、混凝士浆等污染,受污染的钢筋应清理干净后才能进行电渣压力焊 焊接。处理钢筋时应在当天进行,防止处理后再生锈。 (3)电渣压力焊焊剂:须有出厂合格证,化学性能指标应符合有关规定。在使用前,须经恒温
编辑推荐下载
电渣压力焊工程技术交底卡
格式:pdf
大小:5KB
页数:2P
4.8
电渣压力焊工程技术交底 1.施工前准备 1.1燃料选购、进场检验。 1.2熟识施工图纸,认准钢筋型号,以保证对号入座。 1.3施工机械的安装调试。 2.操作工艺要点 2.1焊接宜采用ldz-32-36a型焊接机,也可使用较小容量的同型 号焊接变压器并联使用。 2.2安装好电压控制表、电源表和信号电铃,便于操作时控制焊接 参数和准确掌握焊接时间。 2.3焊接夹具应稳固,使用灵巧坚固耐用,上下钳口同心。 2.4焊接盒与所焊接钢筋的直径大小相适应。 2.5焊接时应采取措施,扶持钢筋上端,以防止上下钢筋错位和夹 具变形。工作时先将上钢筋与下钢筋对心接触,接触焊接后,立即将 上钢筋提升2~4毫米,引燃电弧,然后继续缓缓上提钢筋数毫米,使 电弧稳定燃烧,之后随着熔化达到规定时间和程度后,在切断焊接电 源的同时,迅速进行压顶,持续数秒钟,方可松开操作杆,以免接头 偏斜或接洽不
技术交底(全)电渣压力焊工程技术交底卡
格式:pdf
大小:5KB
页数:2P
4.4
电渣压力焊工程技术交底卡 1.施工前准备 1.1燃料选购、进场检验。 1.2熟识施工图纸,认准钢筋型号,以保证对号入座。 1.3施工机械的安装调试。 2.操作工艺要点 2.1焊接宜采用ldz-32-36a型焊接机,也可使用较小容量的同型 号焊接变压器并联使用。 2.2安装好电压控制表、电源表和信号电铃,便于操作时控制焊接 参数和准确掌握焊接时间。 2.3焊接夹具应稳固,使用灵巧坚固耐用,上下钳口同心。 2.4焊接盒与所焊接钢筋的直径大小相适应。 2.5焊接时应采取措施,扶持钢筋上端,以防止上下钢筋错位和夹 具变形。工作时先将上钢筋与下钢筋对心接触,接触焊接后,立即将 上钢筋提升2~4毫米,引燃电弧,然后继续缓缓上提钢筋数毫米,使 电弧稳定燃烧,之后随着熔化达到规定时间和程度后,在切断焊接电 源的同时,迅速进行压顶,持续数秒钟,方可松开操作杆,以免接头 偏斜或接洽
工程电渣压力焊工程技术交底卡热门文档
电渣压力焊工程技术交底记录
格式:pdf
大小:38KB
页数:4P
4.5
表l01技术交底记录 编号: 工程名称东方万达城8#楼施工班组电焊班 分项工程电渣压力焊工程施工图号 相对人签字 交底应包括以下主要内容: ㈠施工准备: ⑴材料及主要机具: ⒈钢筋: 钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有 化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 ⒉焊剂: ①焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的 为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 ②焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250~300℃烘焙2h。 ③使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 ④焊剂应有出厂合格证。 ⒊主要机具: ①手工电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等。 ②自动电渣压力焊设备(应优先采用)包括:焊接
钢筋电渣压力焊工程技术交底
格式:pdf
大小:79KB
页数:6P
4.4
工程名称如皋金茂国际工程二期工程施工单位 福建发展集团有限公司如皋 金茂国际工程部 交底部位剪力墙、柱工序名称钢筋电渣压力焊 交底内容: 1、施工准备 1.1材料及主要机具: 1.1.1钢筋:钢筋地级别、直径必须符合设计要求,有出厂证明书及复试报告单. 1.1.2焊剂 1.1.2.1焊剂地性能应符合gb5293碳素钢埋弧焊用焊剂地规定.焊剂型号为 hj401,常用地为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂. 1.1.2.2焊剂应存放在干燥地库房内,防止受潮.如受潮,使用前须经250—300℃烘 焙2h. 1.1.2.3使用中回收地焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用. 1.1.2.4焊剂应有出厂合格证. 1.1.3主要机具 1.1.3.1电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等. 1.1.3.2焊
电渣压力焊搭接焊工程交底
格式:pdf
大小:44KB
页数:3P
4.6
技术质量交底记录哈建技08 工程名称交底项目电渣压力焊连接 工程编号交底日期2011年9月20日 一、操作工艺 1、工艺流程: 检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→ 安放铁丝球→安放焊剂灌、填装焊剂→试焊、作试件→确定焊接参数→ 施焊→回收焊剂→卸下夹具→质量检查 1.1电渣压力焊的工艺过程: 闭合电路→引弧→电弧过程→电渣过程→挤压断电 2检查设备、电源,确保随时处于正常状态,严禁超负荷工作。 3钢筋端头制备: 钢筋安装之前,焊接部位和电极钳口接触的(150mm区段内)钢筋表面上的锈斑、油污、杂物等, 应清除干净,钢筋端都若有弯折、扭曲,应予以矫直或切除,但不得用锤击矫直。 4选择焊接参数: 钢筋电渣压力焊的焊接参数主要包括:焊接电流、焊
电渣压力焊工安全交底
格式:pdf
大小:35KB
页数:4P
4.4
安全技术交底 工程名称世纪长乐项目交底时间年月日 交底工种 施工部位 交底人签名 交底内容: 基本要求: 1.作业人员必须是经过电焊专业培训和考试合格,取得特种作业操作证的电气焊工,并持证 上岗。(在有效期内) 2.作业人员必须经过安全教育考核合格后才能上岗作业。 3.施工现场禁止吸烟,严禁酒后作业,严禁追逐打闹,禁止窜岗,严格遵守各项安全操作规 程和劳动纪律。 4.电焊作业人员作业时必须使用头罩或手持面罩,穿干燥工作服,绝缘鞋,用耐火防护手 套,耐火的护腿套、套袖及其他劳动防护用品。要求上衣不准扎在裤子里,裤脚不准塞在鞋 (靴)里,手套套在袖口外。 5.进入施工现场必须戴好合格的安全帽,系紧下颚带,高处作业必须系好合格的防火安全 带,高挂低用。 6.进入作业地点后,熟悉作业环境,检查设备及各项安全防护设施。若发现不安全因素、隐 患,必须及时处理或向有关部门汇报,确认安全后再进行
协议书(电渣压力焊工程)
格式:pdf
大小:11KB
页数:2P
4.8
内部承包组协议书(电渣压力焊工程) 发包方(以下简称甲方): 承包方(以下简称乙方): 依照《中华人民共和国合同法》、《中华人民共和国建筑法》及其它有关法律、行政法规、遵循平等、 自愿、公平和诚实信用的原则,为保证工人多劳多得,不劳不得的权利不受侵犯,经双方协商,实行工人 自愿组成的承包组,进行单项劳务承包。 甲方同意将天津奥城公建三期地库、15#、12#楼主体结构电渣压力焊工程全活分包给乙方施工,为明 确双方的权利义务关系,双方自愿订立本协议: 一、分项工程名称:地库、15#、12#楼主体结构基础~顶层电渣压力焊工程 二、协议施工内容: 本工程的电渣压力焊全活(内容包括但不限于:基础至顶层φ16以上竖向电渣压力焊焊接接全及试 验件,所需施工的辅材:机具、焊剂、线缆等,所有所需材料的倒运、清理、码放整齐,现场文明施工、 宿舍卫生等都由乙方负责。 三、协议方式: 工程承
工程电渣压力焊工程技术交底卡精华文档
电渣压力焊工程质量技术交底
格式:pdf
大小:15KB
页数:1P
4.8
电渣压力焊分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程主体结构工程 交底部位一至六层柱日期年月日 交 底 内 容 一、本项目工程采用电渣压力焊焊接竖筋柱。 二、电渣压力焊机械设备及技术人员配备: 因为本项工程的工期比较紧,电渣压力焊的工程量比较大,施工任务比较繁重,与钢筋安装 绑扎、模板安装分项工程交叉作业的时间比较短。需要配备电渣压力焊机2台,领班负责人1人, 电渣压力焊专业技术人员6人,配备钢筋工4人。为了确保工期及抢进度的需要,电渣压力焊的 机械设备及人员配备一定要满足施工要求。 三、施工准备工作及具备条件 1、电渣压力焊分项工程开始前,对接上的各种规格的竖筋,必须见证取样,见证送检,检 测合格符合要求后,才能使用到相应部位。 2、所使用的焊剂,必须具备出厂合格证、出厂检验报告,符合化学性能指标规定才能使用。 3、电渣压力焊
电渣压力焊工程安全技术交底
格式:pdf
大小:13KB
页数:1P
4.6
电渣压力焊工程安全技术交底 . 施工单位:南宁市土木建筑工程公司 工程名称 翡翠园翠景阁、沁景阁、秀 景阁 分部分项 工程 基础工程工种电焊工 1、施工人员进入施工现场必须正确戴好安全帽,穿好焊工鞋,严禁带病及酒后上岗,严禁穿拖鞋 及赤脚上岗。 2、施工人员必须持证上岗,且要参加项目部举办的安全教育。 3、电焊机外壳,必须接好良好,其电源的装拆应由电工进行。 4、电焊机要设单独开关,开关应放在防雨的闸箱内,拉合时,应注意操作方向。 5、在潮湿地面上工作时,必须戴好电工手套及站在绝缘板上施工。 6、雷雨天气下,严禁进行施工操作。 7、施工现场周围应清除易燃易爆物品或进行覆盖、隔离。 8、工作结束,应切断焊机电源,并检查施工现场地,确认无起火危险后,方可离开。 交底人签字: 日期: 接受人(全员)签字: 注:本交底一式三份,班组、交底人、资料保管员各一份。
钢筋电渣压力焊接工程技术交底 (2)
格式:pdf
大小:16KB
页数:2P
4.3
钢筋电渣压力焊接工程技术交底 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内 部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相 适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力 焊的钢筋各做3个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200~250144 18250~300155 20300~350175 2
钢筋电渣压力焊接工程技术交底
格式:pdf
大小:42KB
页数:3P
4.7
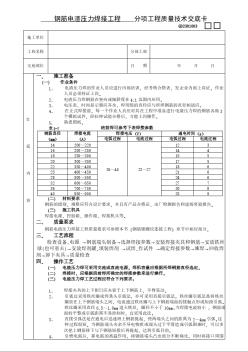
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程 交底部位日期年月日 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~27 123 16200

钢筋电渣压力焊接工程技术交底
格式:doc
大小:80KB
页数:3P
4.5
钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称 分部工程 交底部位 日期 年月日 交 底 内 容 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、
工程电渣压力焊工程技术交底卡最新文档
电渣压力焊接工程技术交底
格式:pdf
大小:30KB
页数:2P
4.4
共2页,第1页 钢筋电渣压力焊接工程分项工程质量技术交底卡 gd2301003 施工单位 工程名称分部工程主体结构工程(混凝土结构) 交底部位主体结构柱铁电渣压力焊日期 交 底 内 容 一、施工准备 (一)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格者,发企业内部上岗证。作业 人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣压力焊的钢筋各做3 个模拟试件,经拉伸试验合格后,方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 1420

最新整理钢筋电渣压力焊工程技术交底
格式:pdf
大小:83KB
页数:6P
4.6
工程名称如皋金茂国际项目二期工程施工单位 福建发展集团有限公司如皋 金茂国际项目部 交底部位剪力墙、柱工序名称钢筋电渣压力焊 交底内容: 1、施工准备 1.1材料及主要机具: 1.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 1.1.2焊剂 1.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为 hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 1.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃ 烘焙2h。 1.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 1.1.2.4焊剂应有出厂合格证。 1.1.3主要机具 1.1.3.1电渣压力焊设备包括:焊接电源、控制箱、焊接夹具、焊剂罐等。 1.1.3.2焊接电源。钢筋电渣压力焊宜
钢筋电渣压力焊工程技术交底(20200818013231)
格式:pdf
大小:21KB
页数:4P
4.3
商南县东畈保障性住房小区12#楼 钢筋电渣压力焊工程技术交底 编制人: 审核人: 陕西广源建筑有限责任公司 2011年5月16日 钢筋电渣压力焊工程技术交底 一、施工准备 (1)作业条件 1、电渣压力焊的作业人员应进行内部培训,经考核合格 者,发企业内部上岗证。作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂简的直径应与所焊钢 筋的直径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进 行电渣压力焊的钢筋各做3个模拟试件,经拉伸试验合格后, 方能上岗操作。 5、熟悉图纸。 表2-7班前焊可参考下表焊接参数 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)通电时间(s) 电弧过程电流过程电弧过程电流过程 14200~220 35~4522~
钢筋电渣压力焊工程技术交底(20200818100236)
格式:pdf
大小:63KB
页数:5P
4.4
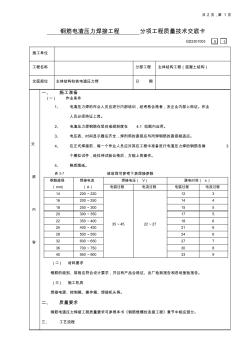
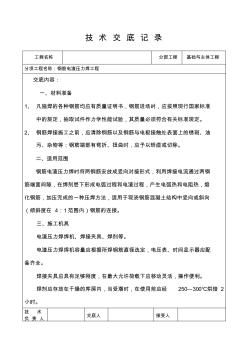
技术交底记录 工程名称分部工程基础与主体工程 分项工程名称:钢筋电渣压力焊工程 交底内容: 一、材料准备 1、凡施焊的各种钢筋均应有质量证明书,钢筋进场时,应按照现行国家标准 中的规定,抽取试件作力学性能试验,其质量必须符合有关标准规定。 2、钢筋焊接施工之前,应清除钢筋以及钢筋与电极接触处表面上的锈斑、油 污、杂物等;钢筋端部有弯折、扭曲时,应予以矫直或切除。 二、适用范围 钢筋电渣压力焊时将两钢筋安放成竖向对接形式,利用焊接电流通过两钢 筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔 化钢筋,加压完成的一种压焊方法,适用于现浇钢筋混凝土结构中竖向或斜向 (倾斜度在4:1范围内)钢筋的连接。 三、施工机具 电渣压力焊焊机、焊接夹具、焊剂等。 电渣压力焊焊机容量应根据所焊钢筋直径选定,电压表、时间显示器应配 备齐全。 焊接夹具应具有足够刚度,在最大
电梯样板安装及基准线挂设---技术交底电渣压力焊工程技术交底卡---技术交底
格式:pdf
大小:14KB
页数:10P
4.4
电梯样板安装及基准线挂设 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度 3m/s及以下各类国产曳引驱动电梯样板安装及基准线挂设 工程。 2施工准备 2.1材料要求: 2.1.1木质样板应选用无节、干燥、韧性强、不变形 的木材。并且应四面刨光、平直。 2.1.2根据提升高度不同,样板横断面不小于表5-1 中所列数值。 样板横断面要求 表5-1 提升高度(m)厚度(mm)宽度(mm) ≤2020~60>6040506080100100 注:表中要求尺寸为加工后净尺寸。 2.1.3加工后横断面不小于100×100mm;的木方(架 设样板)、角钢,m16膨胀螺栓,u形卡钉,钉子,琴钢丝, 8#铅丝等。 2.2主要机具: 电锤、铁锤、水平尺、
钢筋电渣压力焊工艺标准技术交底
格式:pdf
大小:84KB
页数:6P
4.4
工程名称交底部位 工程编号日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级竖向或斜 向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还 应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的 为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2.1.2.4焊剂应有出厂合格
钢筋电渣压力焊工艺标准技术交底
格式:doc
大小:45KB
页数:7P
4.4
工程名称 交底部位 工程编号 日期 交底内容: 钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14—40mm的i—ⅱ级竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2
技术交底—钢筋电渣压力焊工艺标准
格式:pdf
大小:97KB
页数:19P
4.4
技术交底—钢筋电渣压力焊工艺标准作者:佚名 时间:2008-11-7 浏览量: 工程名称:钢筋电渣压力焊工艺标准 交底部位: 工程编号: 日 期: 交底内容: 、范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中 直径14—40mm的i—ⅱ级竖向或斜向钢筋的连接。 2、施工准备 材料及主要机具: 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及 复试报告单。进口钢筋还应有化学复试单,其化学成分应满 足焊接要求,并应有可焊性试验。 焊剂 焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊 剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰 高硅低氟焊剂。 焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经 250—300℃烘焙2h。 使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合 均匀后使用。 焊剂
钢筋电渣压力焊工技术交底
格式:pdf
大小:47KB
页数:4P
4.7
技术交底记录 工程名称建设单位 工程编号监理单位 交底部位施工单位 交底人签字交底日期 分部分项工程钢筋电渣压力焊工艺标 准 接收人签字 交底内容: 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂。 2.2.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为 hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250~300℃ 烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2.1.2.4焊剂应有出厂合格证。 2.1.3主要机具: 2.1.3.1手工电渣压力焊
钢筋电渣压力焊工艺标准技术交底 (2)
格式:pdf
大小:8KB
页数:1P
4.6
钢筋电渣压力焊工艺标准技术交底 交底内容 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 14-40mm的i-ⅱ级竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。 焊剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低 氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用 前须经250-300℃烘焙2h.2.1.2.3使用中回收的焊剂,应除去熔渣 和杂物,并应与新焊剂混合均匀后使用。 2.1.2.
工程电渣压力焊工程技术交底卡相关
文辑推荐
知识推荐
百科推荐


职位:造价专业负责人
擅长专业:土建 安装 装饰 市政 园林


