

点焊机、对焊机安全操作规程技术交底
格式:pdf
大小:47KB
页数:4P
人气 :53
 4.5
4.5
点焊机、对焊机 安全操作规程技术交底技术交底 点焊机安全操作规程技术交底技术交底 工程名称: 施工单位 建设单位 安全设施名称 作业部位 交底部门 交底人 施工期限 年 月 日至 年 月 日 接受交底班组或员工签名: 交底内容: 1.作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2.启动前,应先接通控制线路的转向开产和焊接电流的小开关,调整好 极数,再接通水源、气源,最后接通电源。 3.焊机通电后,应检查电气设备、 操作机构、冷却系统、气路系统及机体 外壳有无漏电现象。电极触头应保持光洁。有漏电时,应立即更换。 4.作业时,气路、水冷系统应畅通。 气体应保持干燥。 排水温度不得超过 40℃,排水量可根据气温调节。 5.严禁在引燃电路中加大熔断器。当负载过小使引燃管内电弧不能发生 时,不得闭合控制箱的引燃电路。 6.当控制箱长期停用时,每月应通电加热 30min。更换闸流管时



点焊机安全操作规程
点焊机安全操作规程 一、持有电焊操作特殊工作证的人员方可使用。 二、使用前,应检查并确认初次极线正确,输入电压符 合电焊机的铭牌规定。接通电源后,严禁接触初级 线路的带电部分。 三、次级抽头连接铜板应压紧,接线柱应有垫员,合压 前,应详细检查接线螺帽、螺栓及其它部分并确认 齐全、无松动或顺坏。 四、多台点焊机集中使用时,应分接为三相电源网络上, 使三相负载平衡。多台点焊机的接地装置应分别有 接地处引接,不得串联。 五、移动点焊机时,应切断电源,不得用拖拉地揽的方 法移动点焊机。当焊接中突然停电时,应切断电源。 六、焊接时,不允许用铁板搭接。 七、点焊机外壳,必须有良好的接零或接地保护,其电 源的装拆应有电工进行。点焊机的一次于二次绕组 之间,绕组于铁芯之间,绕组、引线于外壳之间, 绝缘电阻不得低于0.5兆欧。 八、点焊机应放在防雨和通风良好的地方,焊接现场不 得堆放
点焊机安全操作规程
页号: 技术交底记录 年月日 工程名称上海客运专线维修基地 工程部位 名称 围墙 工程工序名称电焊机安全操作规程 交底内容: 1、岗位安全职责 1.1负责机械设备日常保养,对设备进行检查、维修、调整、紧固,确保完好状态,并 作好日常记录。 1.2严格按安全技术交底和操作规程作业。 2、岗位任职条件 2.1接受过良好专业安全技术及技能培训,熟悉点焊机的安全操作规程。 2.2持证上岗。 3、上岗作业准备 3.1接受安全技术交底,清楚其内容。 3.2按规定穿戴好劳动防护用品。 3.3仔细检查各机件、电气设备是否完好。 4、安全操作规程 4.1工作前必须清除油渍和污物,以免降低电极的使用期限,影响焊接质量。 4.2焊机通电后,应检查电气设备、操作机构、冷却系统、气路系统及机体外壳有无漏 电。 4.3焊机起动前,首先接通控制线路的转换开关和焊接电流的小开关,安
编辑推荐下载

 某工程点焊机安全操作规程技术交底
某工程点焊机安全操作规程技术交底 某工程点焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
某工程点焊机安全操作规程技术交底——交底内容: 1.作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2.启动前,应先接通控制线路的转向开产和焊接电流的小开关,调整好极数,再接通水源、气源,最后接通电源。
点焊机安全操作规程技术交底 点焊机安全操作规程技术交底
格式:docx
大小:16KB
页数:未知
3
点焊机安全操作规程技术交底——交底内容: 1.作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2.启动前,应先接通控制线路的转向开产和焊接电流的小开关,调整好极数,再接通水源、气源,最后接通电源。 3.焊机通电后,应检查电...
工程点焊机安全操作规程技术交底热门文档
点焊、对焊机安全操作规程
格式:pdf
大小:9KB
页数:1P
4.4
贵阳市建筑安装工程联合公司安全管理资料安全技术规程 点焊、对焊机安全操作规程 一、焊机应设在干燥的地方,平稳牢固,要有可靠的接 地装置,导线绝缘良好。 二、焊接前,应根据钢筋截面调整电压,发现焊头漏电, 应即更换,禁止使用。 三、操作时应戴防护眼镜和手套,并站在橡胶板或木板 上。工作棚要用防火材料搭设。棚内严禁堆放易燃、易爆物 品,并备有灭火器材。 四、对焊机断路器的接触点、电极(铜头),要定期检查修 理。冷却水管保持畅通,不得漏水和超过规定温度。
点焊机安全操作规程(20200728203433)
格式:pdf
大小:16KB
页数:2P
4.4
点焊机安全操作规程 一,工作前必须清除油渍和污物,否则将严重低电极的使用期限,影响焊接质量。 二,焊机通电后应检查电器设备、操作机构、冷却系统及机体外壳有无漏电。 三、焊机启动前,首先接通控制线路的转换开关和焊接电流的小开关,安插好级数调节开关 的闸刀位置,接通水源、控制箱上各调节按钮,最后接通电源、即可进行工作。 四、电极触头应保持光洁,必要时可用细锉刀或砂布修光。 五、焊机的轴承铰链、衬环等应定期润滑。 六、焊机工作时,水冷却系统应畅通。排水温度不应超过40℃,排水流量可根据季节调节 (冬季小些,夏季大些)。 七、焊机在气温0℃以下停止工作时,必须用压缩空气吹除冷却系统的存水,以防管路冻裂 或堵塞。 八、上电极的工作行程通过调节气缸体下面的两个螺母来实现,调节完毕,必须拧紧。 九、电极压力可以根据焊接规范的要求,通过旋转减压阀手柄来调节。 十、避免引燃管和硒整流器毁坏,严禁在
精品--铆焊设备---对焊机安全操作规程技术交底
格式:pdf
大小:32KB
页数:1P
4.5
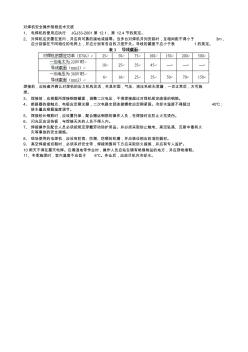
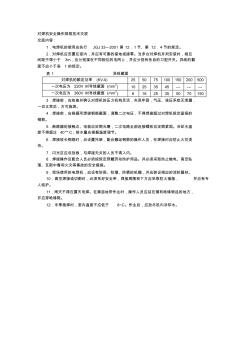
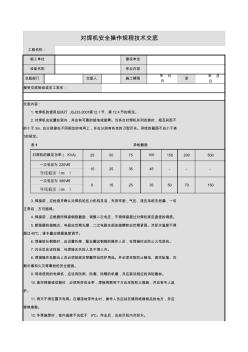
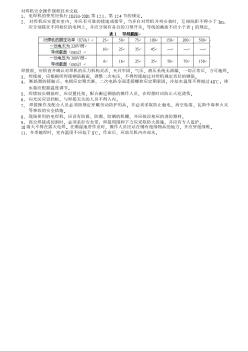
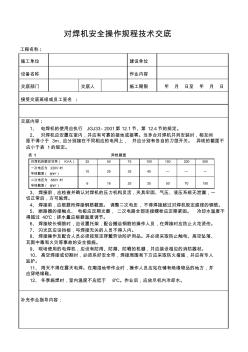
对焊机安全操作规程技术交底 1、电焊机的使用应执行jgj33-2001第12.1、第12.4节的规定。 2、对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,互相间距不得小于3m, 应分别接在不同相位的电网上,并应分别有各自的刀型开关。导线的截面不应小于表1的规定。 焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏,一切正常后,方可施 焊。 3、焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 4、断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度不得超过40℃; 排水量应根据温度调节。 5、焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员,在焊接时应防止火花烫伤。 6、闪光区应设挡板,与焊接无关的人员不得入内。 7、焊接操作及配合人员必须按规定穿戴劳动防护用品。并
某工程埋弧焊机安全操作规程技术交底 某工程埋弧焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
某工程埋弧焊机安全操作规程技术交底——交底内容: 1.作业前,应检查并确认各部分导线连接良好,控制箱的外壳和接线板上的罩壳盖好。 2.应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更换。 3.作业前,应检查减速...
硅整流电焊机机安全操作规程技术交底
格式:pdf
大小:16KB
页数:2P
4.7
硅整流电焊机机安全操作规程技术交底 工程名称施工单位 分项工程 名称 施工部位 交底内容: 1.焊机应在出厂说明书要求的条件下作业。 2.使用前,应检查并确认硅整流元件与散热片连接紧固,各接线端头紧固。 3.使用时,应先开启风扇电机,电压表指示值应正常,风扇电机无异响。 4.硅整流直流电焊机主变压器的次级线圈和控制变压器的次级线圈严禁用摇表测试。 5.硅整流元件应进行保护和冷却。当发现整流元件损坏时,应查明原因,排除故障后,方可更换新 件。 6.整流元件和有关电子线路应保持清洁和干燥。启用长期停用的焊机时,应空载通电一定时间进 行干燥处理。 7.搬运由高导磁材料制成的磁放大铁芯时,应防止强烈震击引起磁能恶化。 8.焊接操作及配合人员必须按规定穿戴好劳动防护用品。并必须采取防止触电、高空坠落、瓦斯 中毒和火灾等事故的安全措施。 9.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应
工程点焊机安全操作规程技术交底精华文档
某工程对焊机安全操作规程技术交底 某工程对焊机安全操作规程技术交底
格式:docx
大小:18KB
页数:未知
3
某工程对焊机安全操作规程技术交底——交底内容: 1.电焊机的使用应执行jgj33—2001第12.1节、第12.4节的规定。 2.对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互间距不得小于3m,应分别接在不同相位的电网上,并应分别...
氩弧焊机安全操作规程技术交底 (2)
格式:pdf
大小:22KB
页数:2P
4.6
氩弧焊机安全操作规程技术交底 工程名称: 施工单位建设单位 分项工程名称作业部位 交底部门交底人施工期限 年月日至年 月日 接受交底班组或员工签名: 交底内容: 1.氩弧焊机的使用应执行jgj33-2001第12.1节、第12.3节、第12.4节的规定。 2.应检查并确认电源、电压符合要求,接地装置安全可靠。 3.应检查并确认气管、水管不受外压和无外漏。 4.应根据材质的性能、尺寸、形状先确定极性,再确定电压、电流和氩气的流量。 5.安装的氩气减压阀、管接头不得沾有油脂。安装后,应进行试验并确认无障碍和漏气。 6.冷却水应保持清洁,水冷型焊机在焊接过程中,冷却水的流量应正常,不得断水施焊。 7.高频引弧的焊机,其高频防护装置应良好,亦可通过降低频率进行防护;不得发生短 路,振荡器电源线路中的联锁开关严禁分接。 8.使用氩弧焊时,操作者应戴防毒面罩,钍

氩弧焊机安全操作规程技术交底
格式:pdf
大小:24KB
页数:2P
4.6
氩弧焊机安全操作规程技术交底 施工单位中国电子系统工程第二建设有限公司建设单位 设备名称作业内容 交底部门交底人施工期限年月日至年月日 接受交底班组或员工签名: 交底内容: 1.氩弧焊机的使用应执行jgj33—2001第12.1,第12.3,第12.4节的规定。 2.应检查并确认电源、电压符合要求,接地装置安全可靠。 3.应检查并确认气管、水管不受外压和无外漏。 4.应根据材质的性能、尺寸、形状先确定极性,再确定电压、电流和氩气的流量。 5.安装的氩气减压阀、管接头不得沾有油脂。安装后,应进行试验并确认无障碍和漏气。 6.冷却水应保持清洁,水冷型焊机在焊接过程中,冷却水的流量应正常,不得断水施焊。 7.高频引弧的焊机,其高频防护装置应良好,亦可通过降低频率进行防护;不得发生短路, 振荡器电源线路中的联锁开关严禁分接。 8.使用氩弧焊时,操作者应戴防毒
埋弧焊机安全操作规程技术交底 埋弧焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
埋弧焊机安全操作规程技术交底——交底内容: 1.作业前,应检查并确认各部分导线连接良好,控制箱的外壳和接线板上的罩壳盖好。 2.应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更换。 3.作业前,应检查减速箱油槽...
氩弧焊机安全操作规程技术交底 氩弧焊机安全操作规程技术交底
格式:docx
大小:18KB
页数:未知
3
氩弧焊机安全操作规程技术交底——交底内容: 1.氩弧焊机的使用应执行jgj33—2001第12.1,第12.3,第12.4节的规定。 2.应检查并确认电源、电压符合要求,接地装置安全可靠。 3.应检查并确认气管、水管不受外压和无外漏。 4.应根据材质的性...
工程点焊机安全操作规程技术交底最新文档


008电焊机安全操作规程技术交底
格式:doc
大小:21KB
页数:1P
4.7
电焊机安全操作规程技术交底 1、作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2、启动前,应先接通控制线路的转向开关和焊接电流的小开关,调整好极数,再接通水源、气源,最后接通电源。 3、焊机通电后,应检查电气设备、操作机构、冷却系统、气路系统及机体外壳有无漏电现象。电极触头应保持光洁。有漏电时,应立即更换。 4、作业时,气路、水冷系统应畅通。气体应保持干燥。排水温度不得超过40℃,排水量可根据气温调节。 5、严禁在引燃电路中加大熔断器。当负载过小使引燃管内电弧不能发生时,不得闭合控制箱的引燃电路。 6、当控制箱长期停用时,每月应通电加热30min。更换闸流管时应预热30min。正常工作的控制箱的预热时间不得小于5min。 7、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 8、现
对焊机安全操作规程技术交底 (2)
格式:pdf
大小:10KB
页数:1P
4.6
对焊机安全操作规程技术交底 交底内容: 1.电焊机的使用应执行jgj33—2001第12.1节、第12.4节的规定。 2.对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互 间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。异线的截 面不应小于表1的规定。 表1异线截面 对焊机的额定功率(kva)255075100150200500 一次电压为220v时导线截面(mm2)10253545--------- 一次电压为380v时导线截面(mm2)61625355070150 3.焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏, 一切正常后,方可施焊。 4.焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的 钢筋。 5
对焊机安全操作规程技术交底
格式:pdf
大小:28KB
页数:2P
4.5
交底人至 年月 日 表1 255075150200500 12.冬季施焊时,室内温度不应低于8℃。作业后,应放尽机内冷却水。 斯中毒和火灾等事故的安全措施。 9.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 10.高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监 护。 11.雨天不得在露天电焊。在潮湿地带作业时,操作人员应站在铺有绝缘物品的地方,并应 穿绝缘鞋。 4.焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 5.断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度不得 超过40℃;排水量应根据温度调节。 6.焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员,在焊接时应防止火花烫伤。 7.闪光区应设挡板,与焊接无关的人员不得入内。 8.焊接操作及配合
对焊机安全操作规程技术交底 对焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
对焊机安全操作规程技术交底——交底内容: 1.电焊机的使用应执行jgj33—2001第12.1节、第12.4节的规定。 2.对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自...
007氩弧焊机安全操作规程技术交底
格式:doc
大小:22KB
页数:1P
4.4
氩弧焊机安全操作规程技术交底 1、氩弧焊机的使用应执行jgj33-2001第12.1节、第12.3节、第12.4节的规定。 2、应检查并确认电源、电压符合要求,接地装置安全可靠。 3、应检查并确认气管、水管不受外压和无外漏。 4、应根据材质的性能、尺寸、形状先确定极性,再确定电压、电流和氩气的流量。 5、安装的氩气减压阀、管接头不得沾有油脂。安装后,应进行试验并确认无障碍和漏气。 6、冷却水应保持清洁,水冷型焊机在焊接过程中,冷却水的流量应正常,不得断水施焊。 7、高频引弧的焊机,其高频防护装置应良好,亦可通过降低频率进行防护;不得发生短路,振荡器电源线路中的联锁开关严禁分接。 8、使用氩弧焊时,操作者应戴防毒面罩,钍钨棒的打磨应设有抽风装置,贮存时宜放在铅盒内。钨极粗细应根据焊接厚度确定,更换钨极时,必
003埋弧焊机安全操作规程技术交底
格式:doc
大小:21KB
页数:1P
4.4
埋弧焊机安全操作规程技术交底 1、作业前,应检查并确认各部分导线连接良好,控制箱的外壳和接线板上的罩壳盖好。 2、应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更换。 3、作业前,应检查减速箱油槽中的润滑油,不足时应添加。 4、软管式送丝机构的软管槽孔应保持清洁,并定期吹洗。 5、作业时,应及时排走焊接中产生的有害气体,在通风不良的舱室或容器内作业时,应安装通风设备。 6、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 7、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 8、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监护。 9、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工件时,应先消除
004对焊机安全操作规程技术交底
格式:doc
大小:28KB
页数:1P
4.8
对焊机安全操作规程技术交底 1、电焊机的使用应执行jgj33-2001第12.1、第12.4节的规定。 2、对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,互相间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。导线的截面不应小于表1的规定。 焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏,一切正常后,方可施焊。 3、焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 4、断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度不得超过40℃;排水量应根据温度调节。 5、焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员,在焊接时应防止火花烫伤。 6、闪光区应设挡板,与焊接无关的人员不得入内。 7、焊接操作及配合人员必须按规定穿戴劳
对焊机安全操作规程技术交底
格式:pdf
大小:19KB
页数:1P
4.8
对焊机安全操作规程技术交底 工程名称: 施工单位建设单位 设备名称作业内容 交底部门交底人施工期限年月日至年月日 接受交底班组或员工签名: 交底内容: 1、电焊机的使用应执行jgj33-2001第12.1节、第12.4节的规定。 2、对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互间 距不得小于3m,应分别接在不同相应的电网上,并应分别有各自的刀型开关。异线的截面不 应小于表1的规定。 表1异线截面 对焊机的额定功率(kva)255075100150200500 一次电压为220v时 导线截面(m㎡)10253545——— 二次电压为380v时 导线截面(m㎡)61625355070150 3、焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固、气压、液压系
003埋弧焊机安全操作规程技术交底(1)
格式:pdf
大小:9KB
页数:1P
4.5
精品文档精心整理 仅供工程人士参考 埋弧焊机安全操作规程技术交底 1、作业前,应检查并确认各部分导线连接良好,控制箱的外壳和接线板上的罩壳盖好。 2、应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更 换。 3、作业前,应检查减速箱油槽中的润滑油,不足时应添加。 4、软管式送丝机构的软管槽孔应保持清洁,并定期吹洗。 5、作业时,应及时排走焊接中产生的有害气体,在通风不良的舱室或容器内作业时,应安 装通风设备。 6、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、 瓦斯中毒和火灾等事故的安全措施。 7、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 8、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监 护。 9、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工件时,应先

004对焊机安全操作规程技术交底
格式:pdf
大小:31KB
页数:1P
4.7
技术交底 对焊机安全操作规程技术交底 1、电焊机的使用应执行jgj33-2001第12.1、第12.4节的规定。 2、对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,互相间距不得小于3m, 应分别接在不同相位的电网上,并应分别有各自的刀型开关。导线的截面不应小于表1的规定。 焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏,一切正常后,方可施 焊。 3、焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 4、断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度不得超过40℃; 排水量应根据温度调节。 5、焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员,在焊接时应防止火花烫伤。 6、闪光区应设挡板,与焊接无关的人员不得入内。 7、焊接操作及配合人员必须按规定穿戴
工程点焊机安全操作规程技术交底相关
文辑推荐
知识推荐
百科推荐


职位:设备电气工程师
擅长专业:土建 安装 装饰 市政 园林


