

工程HDMI线制作焊接
格式:pdf
大小:3.7MB
页数:7P
人气 :59
 4.7
4.7
HDMI 线制作焊接 AV工程目前使用的多为 HDMI 1.3的线,传输高清 1080P信号在 实践中约为 10—15米(受不同的显示器、线材料、焊接工艺影响) , 最新的为 HDMI 1.4的线(刚投入使用,据说可以传 15—30米,待实 际应用)。HDMI线焊接步骤如下: 1、 不同的线缆选择不同的焊接头(黑色 1.3与 RGB粗细差不 多,蓝色 1.4比 RGB线略粗); 2、 剥线如图(四组三根 +七单根 +外屏蔽) 3、 接头上锡,线头上锡,注意用较好较细的焊锡丝,接头上 锡时二焊接点距离很近避免短路,如图: 4、 焊接,注意每组线的排列,焊接线的长短合理,外层屏蔽 要用热缩管套好与外壳焊接(避免短路)如图: 5、打热胶,要点是需将每根线的间隙充满胶,不要让线与线之间存 在空隙,这样使线头更加牢固,也不易折坏和短路,待胶基本干后, 再打一层热胶, 注意在打胶后立即套上外壳 (让热





编辑推荐下载

HDMI视频线焊接方法2
格式:pdf
大小:1.3MB
页数:3P
4.3
hdmi视频线焊接方法 一、线序介绍 1、hdmi线每个生产厂家不同,色序、焊接顺序不同, 下面以深圳“联连盛科技有限公司”生产的“艾德生”线为 主。hdmi线由19根线组成,如(图一) (图一) 2、主线分为蓝、棕、绿、红、黄、每条主线以主色命名.例 如主线蓝色为例,其他称之为蓝白、蓝白地。如(图二) (图二) 3、焊接顺序: 10脚:黄、黄地、单地、细红、蓝地、蓝白、蓝、红地、 红白、红 9脚:绿地、绿、绿白、棕地、棕、棕白、细蓝、细绿、 黄白
工程HDMI线制作焊接热门文档

焊接及跳线注意
格式:pdf
大小:1.2MB
页数:2P
4.4
1、注意led发光二极管极性不能反,上正下负,上 长下短。j7led/smg是数码管和led切换短 路冒。如果要使用液晶,请拔掉led/smg的短 路冒液晶才能正常显示。 2、j10fmq/jdq是蜂鸣器和继电器的切换短路冒 3、j13j14ps2-s是ps2切换,拔掉短路冒ps2接 口功能就不工作。 4、j5ms-hw是红外接收头通断开关,拔掉短路冒 红外接收头不工作。 5、电解电容极性极性不能弄反。注意看电路板提示。 6、蜂鸣器极性,正极朝上,靠近q9方向为正。。 7、一般注意排阻、数码管焊接时不要短路。40pin 单片机绿色活座子上板焊接前用镊子挑齐针脚, 不要硬用力把针脚压弯。 8、8pinds130224c08ic座子和芯片缺口一律 朝上。 9、16pin74hc138rs232ic座子和芯片缺口一律
铜线焊接
格式:pdf
大小:831KB
页数:4P
4.7
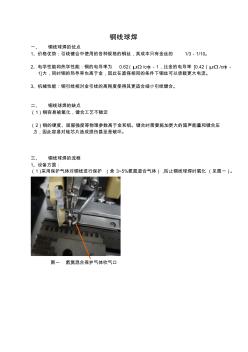
铜线球焊 一、铜线球焊的优点 1、价格优势:引线键合中使用的各种规格的铜丝,其成本只有金丝的1/3-1/10。 2、电学性能和热学性能:铜的电导率为0.62(μω/cm)-1,比金的电导率[0.42(μω/cm)- 1]大,同时铜的热导率也高于金,因此在直径相同的条件下铜丝可以承载更大电流。 3、机械性能:铜引线相对金引线的高刚度使得其更适合细小引线键合。 二、铜线球焊的缺点 (1)铜容易被氧化,键合工艺不稳定 (2)铜的硬度、屈服强度等物理参数高于金和铝。键合时需要施加更大的超声能量和键合压 力,因此容易对硅芯片造成损伤甚至是破坏。 三、铜线球焊的流程 1、设备方面: (1)采用保护气体对铜线进行保护(含3~5%氢氮混合气体),防止铜线球焊时氧化(见图一)。 图一氢氮混合保护气体吹气口 (2)打开氢氮混合气,流量控制在7-8l/min(见图二)。 氢氮保护气体
各类接插头焊接方法(HDMI_DVI_VGA等等)
格式:pdf
大小:5.4MB
页数:15P
4.5
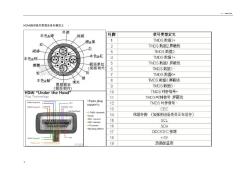
v1.0可编辑可修改 1 hdmi线材线芯类型及各针脚定义: v1.0可编辑可修改 2 hdmi转dvi-d焊接方法: hdmi(male)dvi-d18+1(male)定义hdmi(male)dvi-d18+1(male)定义 12data2+1122dataclock屏蔽 23data2屏蔽1224dataclock- 31data2-13.consumerelectronicscontrol 410data1+14.reserved(incablebut.ondevice) 511data1屏蔽156scl(ddc时钟线) 69data1-167sda(ddc数据线) 718data0+1715ddc/cecground 819data0屏蔽1814+5
各类接插头焊接方法(HDMI_DVI_VGA等等)。
格式:pdf
大小:6.4MB
页数:15P
4.6
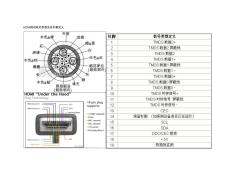
hdmi线材线芯类型及各针脚定义: hdmi转dvi-d焊接方法: hdmi(male)dvi-d18+1(male)定义hdmi(male)dvi-d18+1(male)定义 12t.m.d.sdata2+1122t.m.d.sdataclock屏蔽 23t.m.d.sdata2屏蔽1224t.m.d.sdataclock- 31t.m.d.sdata2-13n.c.consumerelectronicscontrol 410t.m.d.sdata1+14n.c.reserved(incablebutn.c.ondevice) 511t.m.d.sdata1屏蔽156scl(ddc时钟线) 69t.m.d.sdata1-167sd
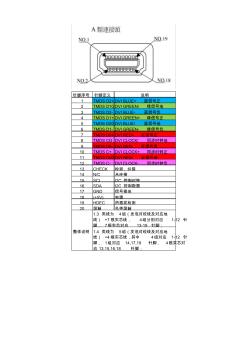
HDMIA头接线线序及接法
格式:pdf
大小:57KB
页数:1P
4.6
针脚序号针脚定义说明 1tmdsd2+dviblue+蓝信号正 2tmdsd1gdvigreen/绿信号地 3tmdsd2-dviblue-蓝信号负 4tmdsd1+dvigreen+绿信号正 5tmdsd2gdviblue/蓝信号地 6tmdsd1-dvigreen-绿信号负 7tmdsd0+dvired+红信号正 8tmdscgdviclock/同步时钟地 9tmdsd0-dvired-红信号负 10tmdsc+dviclock+同步时钟正 11tmdsd0gdvired/红信号地 12tmdsc-dviclock-同步时钟负 13check检测、纠错 14n/c未连接 15scli2c控制时钟 16sdai2c控制数据 17gnd信号接地 1
工程HDMI线制作焊接精华文档
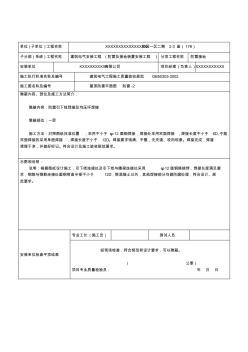
:防雷引下线焊接及均压环焊接
格式:pdf
大小:15KB
页数:1P
4.3
单位(子单位)工程名称xxxxxxxxxxxxxxxx花园一区二期2-3座(17#) 子分部(系统)工程名称建筑电气安装工程(防雷及接地装置安装工程)分项工程名称防雷接地 安装单位xxxxxxxxxxx有限公司项目经理(负责人)xxxxxxxxxxx 施工执行标准名称及编号建筑电气工程施工质量验收规范gb50303-2002 施工图名称及编号屋顶防雷平面图防雷-2 隐蔽内容、部位及施工方法简介: 隐蔽内容:防雷引下线焊接及均压环焊接 隐蔽部位:一层 施工方法:对照图纸找准位置,采用不小于φ12圆钢焊接,焊接处采用双面焊接,焊接长度不小于6d,不能 双面焊接的采用单面焊接,焊接长度不小于12d。焊接要求饱满、平整,无夹渣、咬肉现象。焊接完成,焊渣 清理干净,并做好标记。符合设计及施工验收规范要求。 示图和说明: 说明
 自动式回转焊接中心焊接技术压力钢管制作应用
自动式回转焊接中心焊接技术压力钢管制作应用 自动式回转焊接中心焊接技术压力钢管制作应用
格式:pdf
大小:248KB
页数:3P
4.3
自动式回转焊接中心作为一种新型设备,在功能方面主要替代了手工焊接从事环缝、纵缝生产,不仅降低生产成本,同时做到高效、低污染,且质量稳定提高,一次外形合格率及一次探伤合格率大大提高,操作简单,同时随着自动化的水平提高,也减少劳动强度。这种焊接设备的使用及这种焊接方法的推广,使得压力钢管制作水平又得到了一次发展。

VGA线焊接方法
格式:pdf
大小:1.1MB
页数:4P
4.7
vga接口定义及引线焊接 一、vga接口定义及线规 1、vga接口定义:vga接口就是显卡上输出模拟信号的接口,vga(videographicsarray) 接口,也叫d-sub15接口,有15针头(公头)和15孔座(母口)之分,如下图: vga座(母口)实物(图1) vga头(公头)实物(图2) 标准15针vga接口定义(图3) 2、vga常见线规 vga线分“3+2,3+4,3+6,3+8”等多种规格,“3”表示三根同轴线(粗):红色、绿 色、蓝色,“6”指六根绝缘导线(细):棕色、橙色、黑色、白色、黄色、灰色(或红色、 绿色、黑色、白色、黄色、灰色)等。 “3+2接法”纯平显示器适用,不适用大屏液晶、电视和投影; “3+4接法”多数液晶适用,但不适合定位屏幕数据的类型液晶等显示设备,不适用投影; “3+6接法”适用绝大多数显示
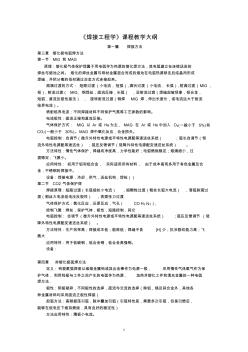
焊接工程学焊接方法篇
格式:pdf
大小:8KB
页数:2P
4.4
1 《焊接工程学》课程教学大纲 第一篇焊接方法 第三章熔化极电弧焊方法 第一节mig和mag 原理:熔化极气体保护焊属于用电弧作为热源的熔化焊方法,其电弧建立在连续送进的 焊丝与熔池之间。熔化的焊丝金属与母材金属混合而成的熔池在电弧热源移走后结晶而形成 焊缝,并把分离的母材通过冶金方式连接起来。 熔滴过渡的方式:短路过渡(小电流,短弧),滴状过渡(小电流,长弧),射滴过渡(mig, 铝),射流过渡(mig,钢焊丝,直流反接,长弧),亚射流过渡(焊缝起皱现象,铝合金, 短弧,直流反极性接法),旋转射流过渡(钢焊mig焊,伸出长度长,或电流远大于射流 临界电流)。 喷射临界电流:不同焊接材料不同保护气氛等工艺参数的影响。 电流极性:直流正接和直流反接。 气体保护方式:mig以ar或he为主,mag在ar或he中加入o2(一般小于5%)和
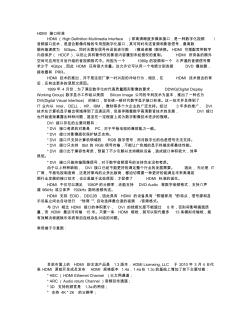
HDMI高清连接线接口规范
格式:pdf
大小:381KB
页数:2P
4.5
hdmi接口标准 hdmi(highdefinitionmultimediainterface)即高清晰度多媒体接口,是一种数字化视频/ 音频接口技术,是适合影像传输的专用型数字化接口,其可同时传送音频和影音信号,最高数 据传输速度为5gbps。同时无需在信号传送前进行数/模或者模/数转换。hdmi可搭配宽带数字 内容保护(hdcp),以防止具有著作权的影音内容遭到未经授权的复制。hdmi所具备的额外 空间可应用在日后升级的音视频格式中。而因为一个1080p的视频和一个8声道的音频信号需 求少于4gbps,因此hdmi还有很大余量。这允许它可以用一个电缆分别连接dvd播放器, 接收器和prr。 hdmi技术的推出,并不是这些厂家一时兴起的冲动行为,相反,在hdmi技术推出的背 后,还有这更多的深层次原因。 1999年4月份,为了满
工程HDMI线制作焊接最新文档
焊接H型钢制作工法
格式:pdf
大小:94KB
页数:10P
4.7
1 焊接h型钢制作工法 1、前言 钢结构大跨度h型梁、柱在制作与运输过程中存在变形大、吊装困难等问题。 在攀钢烧结、锦屏电站工程中制作了跨度30米、高度2.5米、单重25吨的焊接 h型梁,本工法采用流水线作业分段制作的方式,有效的减小了变形,并且便于 吊装,施工灵活。具有焊接变形小、生产效率高、占地面积小、布局紧凑、流程 合理、高速、高效和高精度生产的特点,并已取得了满意的实际效果,具有很高 的应用价值。 2、工法特点 2.1采用自动化流水线加工制作,生产效率高。 2.2使用标准化工装夹具,充分的保证制作质量。 2.3采用分段制作法,有效减少变形,便于吊装运输。 2.4采用计算机排版下料,节约材料。 2.5车间进行预拼装,保证整体质量。 3、适用范围 本工法适用于大跨度轻型钢结构焊接h型梁、柱制作。 4、工艺原理 对于大跨度焊接h型梁与柱的制作,我们主要采
焊接H型钢制作工艺
格式:pdf
大小:593KB
页数:17P
4.3
3.1焊接h型钢组装 3.1.1适用范围 本规程适用于钢结构构件采用焊接h型钢的施工工艺。 3.1.2施工准备 1、主要材料 (1)钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定; 进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合 格证明文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学 成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行 复查合格后方可施工。 (2)焊接材料包括焊条、焊丝、焊剂和焊接保护气体等;均必须具有产品质量 合格证明文件及产品使用说明书等。 ①焊条应符合国家现行标准《碳钢焊条》gb/t5117、《低合金钢焊条》gb/t5118 的规定; ②焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合 《埋弧焊用碳钢焊丝和焊剂》gb/t5293、《埋弧焊用低合金钢焊丝和焊剂》

焊接H型钢制作工艺规程完整
格式:pdf
大小:472KB
页数:14P
4.7
.... 参考 焊接h型钢制作工艺规程 1.主体内容和适用范围 本工艺规则规定了焊接h型钢产品一般制作流程和检验要求。本规程适用于焊接h型钢 产品的制作、检验、涂装要求等 2.引用规范与标准 gb709-88《热轧钢板和钢带的尺寸、外形、重量及允许偏差》 gb50205-2001《钢结构工程施工质量验收规范》 jgj99-88《高层民用建筑钢结构技术规程》 jgj81-2002《建筑钢结构焊接技术规程》 yb3301-02《焊接h型钢》 gb50017-2003《钢结构设计规范》 gb11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》 q/zjg-012-2004《焊接h型截面钢制产品质量标准》 3.人员、设备、材料的要求 3.1人员要求 焊工须参加相应资格的焊工考试,合格后方可进行相应资格的焊接作业。所有参加焊 接的焊工必须按照相应的
焊接H型钢制作工艺资料
格式:pdf
大小:594KB
页数:18P
4.5
3.1焊接h型钢组装 3.1.1适用范围 本规程适用于钢结构构件采用焊接h型钢的施工工艺。 3.1.2施工准备 1、主要材料 (1)钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定; 进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合 格证明文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学 成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行 复查合格后方可施工。 (2)焊接材料包括焊条、焊丝、焊剂和焊接保护气体等;均必须具有产品质量 合格证明文件及产品使用说明书等。 ①焊条应符合国家现行标准《碳钢焊条》gb/t5117、《低合金钢焊条》gb/t5118 的规定; ②焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合 《埋弧焊用碳钢焊丝和焊剂》gb/t5293、《埋弧焊用低合金钢焊丝和焊剂》
引线焊接质量保证及焊接台制作 引线焊接质量保证及焊接台制作
格式:pdf
大小:108KB
页数:未知
4.6
在业内普遍存在着导线焊接或引线分接头焊接而导致的质量问题,但自从我公司针对此项问题隐患展开了定期的跟踪指导和质量控制.到目前为止,没有发生任何一起由焊接本身引起的焊接质量问题.同时,通过工艺文件及工艺操作表,对操作者积极开展定期培训和指导的方针,以严把材料关、生产关、检测关等质量“三关”.使操作者更加深刻地理解使用方法及注意事项,从而做到以更好的保证产品质量为目的.另外,为了保证引线分接头的焊接质量可谓是重中之重,对此我们设计了焊接引线分接头的焊接台,它的设计制作不仅可以提高工作效率,还能够改善焊接条件和保证焊接质量.
箱型阀体的制作与焊接 箱型阀体的制作与焊接
格式:pdf
大小:688KB
页数:未知
4.4
箱型阀体的制造易变形,在制作过程中需要采用合理的装配顺序,设置防变形工装,本文选用热输入小的焊接工艺方法等来控制变形;并适当进行热处理消除焊接残余应力,稳定结构尺寸,保证焊接接头性能和箱体的尺寸。
浅谈铆焊件制作时焊接温度的控制 浅谈铆焊件制作时焊接温度的控制
格式:pdf
大小:121KB
页数:1P
4.7
铆焊属于电焊,用于焊接厚度较大的金属块件。通过铆焊工艺生产的产品称为铆焊件,它在我国工程机械设计和制造中运用较为广泛,并随着铆焊技术的不断突破趋于精细化。铆焊技术的发展将我国机械设计和制造水平推到一个新的高度,从热力学角度分析,铆焊分为冷铆和热铆两种,前者是通过铆钉连接,而后者是通过高温熔化将金属块件连接在一起。在本文中是以热铆为研究对象,热铆的关键技术在于焊接时的温度控制,是加工试件不可规避的关键问题之一,研究铆焊的温度控制对于提高产品的合格率具有重要意义。笔者试通过阐述与分析铆焊的热力学性质、温度控制对铆焊件的影响及加强温度控制的对策,来研究和论证焊接温度控制的关键作用与意义,希望能引起同行的注意。

焊接H型钢的制作工艺
格式:pdf
大小:152KB
页数:14P
4.5
焊接h型钢的制作工艺: 发布:2008-11-2008:39|作者:真正|来源:中国机械资讯网 本工程设计采用轧制h型钢,型号为he600a、he700b、he700a、he500a。但因市场上采购不到设计要求的轧制h型钢,通 过设计变更认可,采用焊接h型钢。 1.制作工艺方案确定 焊接h型钢制作采用h型钢生产自动流水线,焊接方式采用埋弧焊。焊接工程师根据施工图中所有焊接接头型式,母材材质、厚度、焊接 位置,结合所采用焊接方法,进行综合考虑,按相关焊接工艺评定标准规定,在焊接前进行严格周密的焊接工艺评定试验,将评定报告中 的焊接参数作为施焊的指导性文件。 焊工须参加相应资格的焊工考试,合格后方可进行相应资格的焊接作业。所有参加焊接的焊工必须按照相应的焊接工艺规程的规定进行操 作。 在焊接h型钢制作中,关键工序有:下料、组装、焊接、矫正。
钢结构制作(焊接实腹梁)
格式:pdf
大小:23KB
页数:1P
4.6
钢结构构件制作分项工程质量检验评定表(焊接实腹梁) 构-4-4 工程名称:部位:施工单位: 保 证 项 目 项目质量情况 钢材的品种、型号、规格及质量符合设计和国家标准 钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm 的缺棱 高强度螺栓连接摩擦面应作抗滑移系数试验,其最小值 应符合设计 连接摩擦面的表面应平整、不得有飞边、毛刺、焊接飞 溅物、焊疤、氧化皮、污垢,并不得有不需要的涂料 吊车梁和吊车桁架不得下挠 基 本 项 目 项目 质量情况 等级 1234567890 钢构件外观质量 零、部件顶紧组装面的质量 螺栓孔的外观质量 钢构件尺寸的偏差项目质量 允 许 偏 差 项 目 项目 允许偏差 (mm) 实测值(mm) 1234567890 量长度 端部有凸缘支座板0~-5.0 其它±l/25
工程HDMI线制作焊接相关
文辑推荐
知识推荐
百科推荐


职位:钢结构安全员
擅长专业:土建 安装 装饰 市政 园林


