

SAF2205钢板焊条电弧焊焊接接头残余应力有限元分析
格式:pdf
大小:218KB
页数:4P
人气 :67
 4.4
4.4
双相不锈钢是针对石油化工行业中强酸强碱易造成局部点蚀、应力腐蚀以及孔穴腐蚀现象而采用兼有铁素体不锈钢和奥氏体不锈钢的优点。在焊接生产中,由于不均匀加热、冷却、相变和拘束等原因,会在焊接接头内产生瞬态热应力以及残余应力和变形,往往是形成焊接裂纹的重要因素之一,又是造成热应变时效脆化的根源。它将降低结构的强度、疲劳寿命,并加速裂纹的扩展破坏。焊接残余应力的测量方法很多,本文利用有限元法,开发顺次耦合的焊接残余应力有限元程序,对焊接的SAF2205双相不锈钢平板焊条电弧焊焊接接头残余应力进行分析,为SAF2205双相不锈钢压力容器焊接工艺的优化、结构完整性评价提供参考。



 喷熔修形后的焊接接头残余应力有限元分析
喷熔修形后的焊接接头残余应力有限元分析 喷熔修形后的焊接接头残余应力有限元分析
采用ni60合金粉末对q235b钢焊态十字接头进行了氧—乙炔火焰喷熔处理,同时进行了高频疲劳试验.分析认为喷熔修形改善了焊接接头的几何外形.喷熔修形态十字接头在2×106循环周次下的疲劳强度比原始焊态提高了64.5%.基于氧—乙炔火焰喷熔工艺参数,采用ansys12.0软件对喷熔过程进行了热-应力耦合的有限元模拟,分析认为,焊缝和涂层表面的残余应力仍为拉应力,但是残余拉应力的大小和喷熔前原始焊态接头表层的残余拉应力相比略微减小.原始焊态接头表层的拉应力约为238mpa,喷熔修形后喷熔层表面的残余拉应力约为182mpa,即火焰喷熔使得焊接接头表层的残余应力降低了24%.
碱性双熔敷极焊条电弧焊焊接接头形态和组织研究 碱性双熔敷极焊条电弧焊焊接接头形态和组织研究
通过焊接工艺性试验和光学显微组织分析,研究了焊条间隙和焊接电流对低氢钠型双熔敷极焊条间接电弧焊焊接接头形态和组织的影响。研究表明:低氢钠型双熔敷极焊条,在两芯间隙确定的条件下,随着焊接电流的增大,焊缝熔宽、熔深均增大,在焊接电流为160 ̄200a的条件下焊接时,可获得良好的焊缝成形;相同电流下的双熔敷极焊条电弧焊的焊缝熔合比要比单熔敷极电弧焊的焊缝熔合比明显减小;双熔敷极焊条间接电弧焊焊缝组织主要是针状铁素体、少量的块状铁素体和珠光体组成的柱状晶,熔合区和过热区主要是晶粒粗大铁素体、珠光体晶粒以及部分魏氏组织,随着焊接电流的增大,晶粒均逐渐增大。
编辑推荐下载
内外施焊接管焊接接头应力的有限元分析 内外施焊接管焊接接头应力的有限元分析
格式:pdf
大小:735KB
页数:3P
4.7
应用ansys有限元应力分析软件,根据钢制化工容器结构设计规定(hg20583-1998),分别建立了内部施焊和外部施焊的内伸入式接管与壳体间焊接接头的模型,分析了焊接接头处应力分布情况,并对焊接接头处的应力进行了对比。结果表明,内部施焊的整个焊缝x方向的应力平均值大于外部施焊焊缝;外部施焊的整个焊缝y方向应力水平略大于内部施焊焊缝;内部施焊焊缝等效应力的应力值小,但其高应力区域范围较大。
钢板焊条电弧焊焊接接头残余应力有限元分析热门文档
钛合金与不锈钢钎焊接头残余应力有限元分析 钛合金与不锈钢钎焊接头残余应力有限元分析
格式:pdf
大小:1.3MB
页数:6P
4.4
通过有限元分析的方法对tc4钛合金与1cr18ni9ti不锈钢钎焊接头残余应力场进行分析,计算工艺参数对接头应力分布的影响.结果表明,在tc4、不锈钢母材与钎料接头两侧的界面区附近形成应力集中,并且在距离钛合金母材0.45mm处等效应力达到最大值.钎焊间隙在50μm时应力值最小,钎料的线膨胀系数在12×10-6℃-1时接头内应力达到最小值,连接温度对这些残余应力的集中与分布影响很小.
内伸入式接管焊接接头应力的有限元分析 内伸入式接管焊接接头应力的有限元分析
格式:pdf
大小:1.6MB
页数:5P
4.5
本文应用ansys有限元应力分析软件,根据钢制化工容器结构设计规定(hg20583-1998),分别建立内部施焊和外部施焊的内伸入式接管与壳体间焊接接头的模型,分析焊接接头处应力分布的情况,并对焊接接头处的应力进行对比。对比结果表明:a类焊接接头所受应力最大;c类焊接接头应力相对较小;b类焊接接头受力效果最好。若可以对焊缝的坡口连接拐点附近进行优化,可以大大的减小应力水平,改善焊缝的受力情况。
焊接残余应力有限元分析技术研究 (5)
格式:pdf
大小:1.3MB
页数:7P
4.3
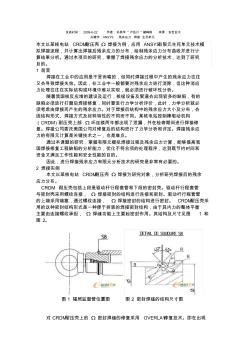
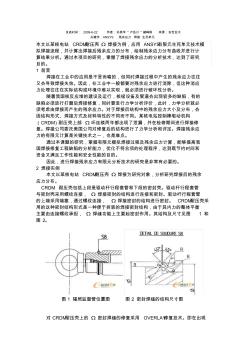
发表时间:2009-6-22作者:孙英学*卢岳川*臧峰刚来源:安世亚太 关键字:ansys残余应力焊接生死单元 本文以某核电站crdm耐压壳ω焊接为例,应用ansys有限元生死单元技术模 拟焊接流程,并计算出焊接后残余应力的分布,绘制残余应力分布曲线并进行计 算结果分析。通过本项目的研究,掌握了焊接残余应力的分析技术,达到了研究 目的。 1前言 焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往 又会导致焊接失效。因此,在工业中一般都要对残余应力进行消除,但这种消应 力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。 随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的 缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必 须考虑由焊接而产生的残余应力。对于焊接后结构中的残余应力大小及分
钢板焊条电弧焊焊接接头残余应力有限元分析精华文档
焊接残余应力有限元分析技术研究 (4)
格式:pdf
大小:1.3MB
页数:7P
4.3
发表时间:2009-6-22作者:孙英学*卢岳川*臧峰刚来源:安世亚太 关键字:ansys残余应力焊接生死单元 本文以某核电站crdm耐压壳ω焊接为例,应用ansys有限元生死单元技术模 拟焊接流程,并计算出焊接后残余应力的分布,绘制残余应力分布曲线并进行计 算结果分析。通过本项目的研究,掌握了焊接残余应力的分析技术,达到了研究 目的。 1前言 焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往 又会导致焊接失效。因此,在工业中一般都要对残余应力进行消除,但这种消应 力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。 随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的 缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必 须考虑由焊接而产生的残余应力。对于焊接后结构中的残余应力大小及分
焊接残余应力有限元分析技术研究
格式:pdf
大小:535KB
页数:4P
4.7
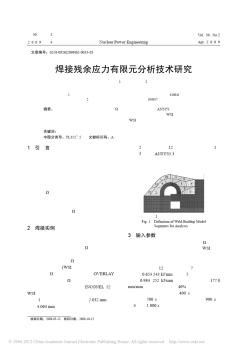
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net 第42卷增刊原子能科学技术vol.42,suppl. 2008年12月atomicenergyscienceandtechnologydec.2008 焊接残余应力有限元分析技术研究 孙英学,卢岳川,臧峰刚 (中国核动力研究设计院核反应堆系统设计技术国家级重点实验室,四川成都 610041) 摘要:本文以岭澳核电站控制棒驱动机构(crdm)耐压壳ω焊接为例,应用ansys有限元生死单元技 术模拟焊接流程,并计算焊接后残余应力的分布,绘制残余应力分布曲线并进行计算结果分析。通过本 项目的研究,掌握了焊接残余应力
316L不锈钢焊条电弧焊焊接接头组织分析 316L不锈钢焊条电弧焊焊接接头组织分析
格式:pdf
大小:484KB
页数:3P
4.6
采用双面焊条电弧焊方法焊接了6mm厚的316l不锈钢,分析了焊接接头焊缝区、熔合区及热影响区的组织并进行了显微硬度测试。组织分析表明,接头焊缝区为等轴晶,组织为奥氏体基体与数量较多的δ铁素体,且先焊焊缝较后焊焊缝的晶粒更为细小;熔合区与热影响区为树枝状晶且有联生结晶的特点,组织为奥氏体基体+少量δ铁素体。显微硬度分布表明,接头焊缝硬度高于母材硬度,低于熔合线附近的树枝状晶硬度。
焊条电弧焊仰焊试板的焊接 焊条电弧焊仰焊试板的焊接
格式:pdf
大小:23KB
页数:2P
4.4
就焊条电弧焊仰焊位置所采用的二种焊接方法即连弧法及熄弧法进行对比,针对其易产生的缺陷进行有效的分析,提出了需要注意的焊接操作要点,经过实践证明此办法是可行的。
钢板焊条电弧焊焊接接头残余应力有限元分析最新文档
焊条电弧焊仰焊试板的焊接 焊条电弧焊仰焊试板的焊接
格式:pdf
大小:90KB
页数:2P
4.5
试板仰焊是省级焊工比武试件中技术要求最高、操作难度最大的竞技项目,它最能反映施焊焊工的操作技术水平。一般说来,凡能完成试板仰焊的焊工,基本上能够胜任压力容器制造或维修中各种位置的焊接,因此具有非常重要的现实意义。
课题四(T形接头平位焊条电弧焊)
格式:pdf
大小:271KB
页数:5P
4.6
编号:kjx/d17-10(2-2) 1、了解本课题存在的风险识别、设备使用原理、板t接头平 位对接焊焊工艺参数选择、焊接要求等。 2、明确板t接头平位对接焊的操作步骤、操作工艺要点以及操 作技术、评分标准。 1.安全风险-------①烫伤②触电③电光性眼炎④烧焊机⑤慢性 中毒⑥着火。 2.防范措施------ ①着装符合要求,按操作规程正确操作,不许赤手触 摸刚焊完的焊件和刚扔下的焊条头,敲渣时焊帽挡 住面部或佩戴平光镜,以免手、面部和眼睛烫伤。 ②防触电措施到位,不能赤手更换焊条。 ③正确掌握引弧方法,正确处理电焊面罩漏光问题, 避免弧光伤眼。 ④操作时特别注意发生短路(如粘焊条、地线与焊把 线直接接触),防止焊机过热而烧毁。 ⑤改善通风装置、充分发挥自然通风、合理安排中间 休息 ⑥按操作规程操作,工作人员和学生熟悉消防器材的 位置和正确使用方法。 课题四sm
不同裂纹位置焊接接头J积分有限元数值分析
格式:pdf
大小:508KB
页数:6P
4.8
文章编号:100624710(2004)0420341206 不同裂纹位置焊接接头j积分有限元数值分析 张敏1,2,丁方 1 ,许德胜 2 ,程祖海 2 (1.西安理工大学材料科学与工程学院,陕西西安710048; 2.华中科技大学激光技术国家重点实验室,湖北武汉430074) 摘要:针对焊接接头中母材、焊缝、热影响区的性能各不相同的问题,利用有限元方法,建立 了焊接接头有限元计算模型,编写了j积分有限元计算程序。计算结果表明,在平面应变和 平面应力两种状态下,焊接接头三个不同裂纹位置的j积分值与全母材和全焊缝材料的j 积分值均不相同,但具有一定的规律性;裂纹分别处于焊接接头不同位置时的j积分有限 元计算结果也不相同。根据各种情况下的有限元计算结果,结合焊接结构安全评定的工程 实际提出了
12Cr2Mo1R钢焊条电弧焊焊接接头的性能 12Cr2Mo1R钢焊条电弧焊焊接接头的性能
格式:pdf
大小:550KB
页数:4P
4.8
采用焊条电弧焊工艺用奥氏体a302焊条对12cr2mo1r钢进行焊接,焊后对焊接接头进行425℃保温370h的热处理;对焊接接头进行了显微组织观察、能谱分析、物相测定和高温拉伸、冲击试验。结果表明:焊缝区组织为奥氏体、δ铁素体和少量碳化物;焊接接头高温拉伸屈服强度比母材的大,焊缝区的冲击功比母材的低;在焊缝区产生了少量脆性碳化物(m23c6型)和铁-铬新相,造成焊缝区的脆性比母材的增大。
 仰焊位板对接焊条电弧焊探讨
仰焊位板对接焊条电弧焊探讨 仰焊位板对接焊条电弧焊探讨
格式:pdf
大小:306KB
页数:3P
4.4
板件对接仰位水平固定焊条电孤单面焊双面成形技术,是焊接位置中最困难的一种,也是每一个焊接操作者都应掌握的基本技能。笔者根据多年的技能大赛经验,以及多年焊工培训教育工作的体会,总结出心得体会,与焊接同行们交流、切磋,并且提出了在根焊、填充焊、盖面焊以及关于熔孔的控制方案等方面的技术要领。只要认真按照这些要领去操作,在板件对接仰位水平固定试件的焊接过程中,将获得优质的焊缝。
 焊条电弧焊固定管焊教学分析
焊条电弧焊固定管焊教学分析 焊条电弧焊固定管焊教学分析
格式:pdf
大小:108KB
页数:未知
4.3
水平固定管的焊接通常也称全位置焊。由于焊缝是环形的,在焊接时要经过平、立、仰焊三种位置,所以在焊接过程中要随着固定管的曲率的变化而相应调整焊条的角度,才能保证焊接正常进行。垂直固定管焊接位置为横焊,与板对接横焊的不同之处在于:在焊接过程中焊工的身体要随管子曲率移动,并调整焊条角度,这是垂直固定管焊接的难点。
焊条电弧焊焊接薄板箱体焊缝的一点小技巧 焊条电弧焊焊接薄板箱体焊缝的一点小技巧
格式:pdf
大小:77KB
页数:1P
4.7
通常在焊接0.5~2.5mm厚低碳钢板外角焊缝时,极易出现烧穿、塌陷等焊接缺陷,影响焊件的焊接成形、使用及焊缝的美观。笔者通过长期的实践经验和在施焊一批水箱过程中,得出一点小经验,即
钢板焊条电弧焊焊接接头残余应力有限元分析相关
文辑推荐
知识推荐
百科推荐


职位:造价工程师
擅长专业:土建 安装 装饰 市政 园林


