




 不锈复合钢管焊接工艺探讨
不锈复合钢管焊接工艺探讨 不锈复合钢管焊接工艺探讨
通过对目前石油化工炼油装置大量采用的不锈钢复合钢管的焊接进行计算分析,给出了适宜现场不同条件下施工所选用的焊接材料,此分析已在国内一些工地上采用,取得了良好的效果,保证了不锈钢复合钢管的焊接质量。为此类材料的焊接选材提供了分析依据。
编辑推荐下载
内衬不锈钢复合钢管焊接工艺
格式:pdf
大小:15KB
页数:2P
 4.7
4.7
problemsthatcannotbeignored.someleadersunwillingtodomasseswork,massesconceptweak,onmassesfeelingsnotdeep,pendulumnotarewithmassesofrelationship,thinkmassesworkisrevolutionarywareraofthings,nowobsoletehas,buriedbusinesswork,ignoredmassesworkofsituationcomparedgeneral;someleadersnotdomasseswork,oldmethodregardlessof
复合钢管焊接工艺热门文档
浅析不锈钢复合钢管焊接工艺 浅析不锈钢复合钢管焊接工艺
格式:pdf
大小:1.0MB
页数:1P
4.5
本文依托大庆油田采气公司某集气站工程材质为00cr17ni14mo2+10#的不锈钢复合工艺管道焊接实例,主要从复合钢管的特性进行分析,并与已有焊接实际经验的不锈钢复合钢板及其他材料进行比较,提出焊接所需考虑的问题和应采取的措施,,获得令人满意的效果,用于指导现场焊接施工和培训工作。

内衬不锈钢复合钢管焊接
格式:pdf
大小:9KB
页数:3P
4.7
内衬不锈钢复合钢管 内衬不锈钢复合钢管执行城镇建设行业标准cj/t192-2004,是在钢管内壁 复合薄壁不锈钢管,这种双金属复合钢管大大提高钢管在输水、输热水、输煤气、 输天然气、输油过程中的耐腐蚀性能,表面光滑,流体阻力小,又保留了钢管机 械强度高,可采用焊接、沟漕、螺纹连接,密封性好的优点,克服了镀锌钢管易 腐蚀,采用热熔连接的塑料管易漏水和老化的缺陷,是输气、输水、输油钢管的 升级换代的理想产品。具体优点如下: 1、不生垢、不结瘤、耐腐蚀 在钢管内复合薄壁不锈钢管,不锈钢管的材质为“gb12771-2000流体输送 用不锈钢焊接钢管”规定的0cr18ni9(美国标准为aisi304),由于钢中含有18% 的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续 氧化,故不锈钢有很强的耐腐蚀性能,不仅能承受水和空气的腐蚀,而且可以承 受弱酸弱碱的
钢管焊接工艺流程(实际)
格式:pdf
大小:32KB
页数:2P
4.4
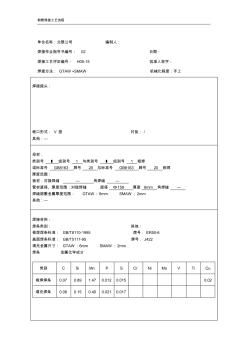
钢管焊接工艺流程 单位名称:北限公司编制人: 焊接作业指导书编号:02日期: 焊接工艺评定编号:h05-15批准人签字: 焊接方法:gtaw+smaw机械化程度:手工 焊接接头: 破口形式:v型衬垫:/ 其他:— 母材: 类别号ⅰ组别号1与类别号ⅰ组别号1相焊 或标准号gb8163牌号20与标准号gb8163牌号20相焊 厚度范围: 板材:对接焊缝—角焊缝— 管材直径、厚度范围:对接焊缝直径ф159厚度8mm角焊缝— 焊缝熔敷金属厚度范围:gtaw:6mmsmaw:2mm 其他:— 焊接材料: 焊条类别:其他: 根焊焊条标准:gb/t8110-1995牌号:er50-6 盖面焊条标准:gb/t5117-95牌号:j422 填充金属尺寸:gtaw:6mmsmaw:2mm 焊条
钢管焊接工艺评定报告
格式:pdf
大小:154KB
页数:7P
4.5
碳钢管焊接工艺评定报告 编号:da-12—01a 编制: 焊接责任 技术人员: 批准: 单位:新疆德安环保科技有限公司 日期:2012年3月25日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 焊接工艺指导书 单位名称:新疆德安环保科技有限公司 焊接工艺指导书编号:da-12—01a日期:2012年3月25日焊接工艺评定报告编号 焊接方法手工电弧焊机械化程度手动 焊接接头:对接接头 坡口形式y(带钝边) 衬垫(材料及规格)\ 母材:碳素钢 类别号ⅰ组别号ⅰ--1与类别号ⅰ组别号ⅰ--1相焊及 标准号钢号q235与标准号钢号q235相焊 厚
复合钢管焊接工艺精华文档
热浸镀铝钢管焊接工艺开发——普通焊接工艺(之一) 热浸镀铝钢管焊接工艺开发——普通焊接工艺(之一)
格式:pdf
大小:727KB
页数:5P
4.6
介绍了热浸镀铝钢管的普通焊接工艺。采用低氢型碳钢焊条和奥氏体不锈钢焊条,根部焊道采用电弧焊接法和tig焊接法,中间层和最终层焊道,如是薄板用tig焊接,如是厚板(4mm)以上则用电孤焊。对两种焊接法的操作要领及注意事项做了详细说明。通过对焊道检验和性能测试表明,熔合线处防腐性能较差,适合于一般场合的防腐施工
20钢管焊接工艺卡
格式:pdf
大小:40KB
页数:2P
4.6
钢管焊接工艺指导卡 单位名称:编制人:高文通 焊接作业指导书编号:02日期:2014年5月3日 焊接工艺评定编号:h05-15批准人签字: 焊接方法:gtaw+smaw机械化程度:手工 焊接接头: 破口形式:v型衬垫:/ 其他:— 母材: 类别号ⅰ组别号1与类别号ⅰ组别号1相焊 或标准号gb8163牌号20与标准号gb8163牌号20相焊 厚度范围: 板材:对接焊缝—角焊缝— 管材直径、厚度范围:对接焊缝直径ф159厚度8mm角焊缝— 焊缝熔敷金属厚度范围:gtaw:6mmsmaw:2mm 其他:— 焊接材料: 焊条类别:其他: 根焊焊条标准:o/faax08-91牌号:tig-j50 盖面焊条标准:gb/t5117-95牌号:j422 填充金属尺寸:gtaw:6mm
涂塑钢管焊接工艺
格式:pdf
大小:26KB
页数:3P
4.3
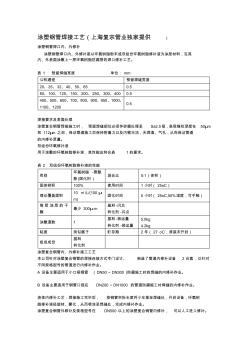
涂塑钢管焊接工艺(上海复宗管业独家提供) 涂塑钢管焊口内、外修补 涂塑钢管焊口内、外修补是以环氧树脂粉末或双组份环氧树脂修补液为涂层材料,在其 内、外表面涂敷上一层环氧树脂防腐层的焊口修补工艺。 表1预留焊缝宽度单位:mm 公称通径预留焊缝宽度 20、25、32、40、50、650.5 80、100、125、150、200、250、300、4000.5 450、500、600、700、800、900、950、1000、 1100、1200 0.5 焊接要求及表面处理 涂塑复合钢管焊接施工时,预留焊缝部位必须作砂磨处理至sa2.5级,表观锚纹深度在50μm 和112μm之间,保证管道施工后保持附着力以及内壁光洁,无焊渣、气孔,从而保证管道 的内修补质量。 双组份环氧修补液 用于涂敷的环氧树脂修补液,其性能应符合表1的要求。 表2双组份环氧树脂修补液的

复合钢管焊接工艺最新文档
L245NB+316L小管径复合钢管焊接工艺研究 L245NB+316L小管径复合钢管焊接工艺研究
格式:pdf
大小:412KB
页数:3P
4.7
本文详细分析不锈钢复合材料的焊接性,描述l245nb+316l小管径不锈钢复合管焊接接头的坡口形式,并通过焊接工艺评定确定焊接参数。该工艺通过在吉林长岭一号气田工艺管线安装中的应用,获得了满意的焊接质量,满足了设计与标准规范的要求,为公司今后的技术发展积累了一定的经验。
304+20R复合钢管焊接及焊缝裂纹修复 304+20R复合钢管焊接及焊缝裂纹修复
格式:pdf
大小:221KB
页数:3P
4.6
通过对咸阳500万t/年常减压装置减压转油线复合钢管304+20r(规格为φ2042×(18+3))焊缝裂纹的分析,确定其裂纹产生的主要原因。根据不同的管径和缺陷所在位置制定相应的修复工艺,并对复合钢焊缝裂纹进行全面修复,论述了复合钢管的焊接材料选用、焊接顺序以及焊缝缺陷的返修等焊接工艺。
宝钢690MPa钢管焊接工艺 宝钢690MPa钢管焊接工艺
格式:pdf
大小:171KB
页数:2P
4.4
1.概述随着国家工程技术的飞速发展,履带起重机在国内大型工程机械企业(如徐工、三一等)得到了大力发展,工程机械悬臂起重机用钢管具有高强度、低质量、高安全性的特点。目前,国内主要采用的钢管为欧洲瓦卢瑞克&曼内斯曼钢管和衡阳钢管。宝钢为了拓展结构管产品的钢级规格和配合行业发展需要,试制了国产690mpa钢管。

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
内衬不锈钢复合钢管焊接管配件
格式:pdf
大小:15KB
页数:4P
4.4
1 内衬不锈钢复合钢管焊接管配件 陈慧明 一)定义及特点: 1)定义: 以同一达标内衬不锈钢复合钢管为原材料,按相关所需管件对应国家标准要求,用自动熔极气保焊接工 方法焊接而成,各种类型及规格的内衬不锈钢复合钢管焊接管配件,简称为:内衬复合管焊接管配件。 2)特点: (1)内衬复合管焊接管配件的安装尺寸是按照其管道所用的配件国家标准尺寸;几何尺寸是按其材料管在制 造过程中衍生所致。 (2)内衬复合管焊接管配件的焊接质量是严格按焊接工艺参数控制;用自动焊接机使焊缝、焊接几何形状基 本统一,焊接质量稳定、可靠。 (3)使用内衬复合管焊接管配件,管道按装方便,检验到位、透明,管道网中各种性能统一、稳定、可靠、 安全。 (4)使用内衬复合管焊接管配件,管道网中造价成本低。 二)分类与规格及用途: 1)按连接方式分类: (1)沟槽连接: 沟槽管件连接技术也称卡箍连接技术,已成为当前液体
内衬不锈钢复合钢管焊接工艺 内衬不锈钢复合钢管焊接工艺
格式:pdf
大小:129KB
页数:未知
4.3
系统论述了某化肥厂扩建工程中废气管道用管——不锈钢衬里管的性能分析、焊接工艺参数,并结合施工实际确定最优焊接施工方法,保证了焊接质量,同时为以后不锈钢衬里管的焊接提供了施工经验。
异型钢管焊接工艺点滴 异型钢管焊接工艺点滴
格式:pdf
大小:298KB
页数:未知
4.6
异型钢管能够采用φ0.8mm细丝co_2气电焊,装配时要留有0.5~1mm的间隙,特别要注意焊缝对中,消除未焊透缺陷。
245NB+316L小管径复合钢管焊接工艺研究 245NB+316L小管径复合钢管焊接工艺研究
格式:pdf
大小:200KB
页数:未知
4.6
本文详细分析不锈钢复合材料的弹接性,描述1245nb+316l小管径不锈钢复合管焊接接头的坡口形式,并通过焊接工艺评定确定焊接参数。该工艺通过在吉林长岭一号气田工艺管线安装中的应用,获得了满意的焊接质量,满足了设计与标准规范的要求,为公司今后的技术发展积累了一定的经验。
不锈钢管焊接工艺及热处理
格式:pdf
大小:19KB
页数:6P
4.8
不锈钢管焊接工艺及热处理 [我的钢铁]2009-02-0315:10:20 不锈钢管热处理 不锈钢管热处理国外普遍采纳带爱护气体的无氧化连续热处理炉,进 行生产过程中的中间热处理和最终的成品热处理,由于能够获得无氧化的 光亮表面,从而取消了传统的酸洗工序。这一热处理工艺的采纳,既改善 了钢管的质量,又克服了酸洗对环境的污染。 按照目前世界进展的趋势,光亮连续炉差不多分为三种类型: (1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处 理,小时产量为1.0吨以上。可使用的爱护气体为高纯度氢气、分解氨及其 它爱护气体。能够配备有对流冷却系统,以便较快地冷却钢管。 (2)网带式光亮热处理炉。这种炉型适合于小直径薄壁周密钢管,小 时产量约为0.3-1.0吨,处理钢管长度可达40米,也能够处理成卷的毛细管。 (3)马弗式光亮热处理炉。钢管装在连续的把架上,在马弗管内运行 加热
复合钢管焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:城乡规划顾问
擅长专业:土建 安装 装饰 市政 园林


