

复合管管端堆焊Inconel625合金工艺及性能研究
格式:pdf
大小:235KB
页数:3P
人气 :95
 4.4
4.4
采用福尼斯自动堆焊机及滚轮架设备、脉冲熔化极气体保护焊方法对规格为准219.1mm×(14.3+3)mm、材质为X65+316L的复合管管端内壁堆焊3mm厚、50mm长的Inconel625耐蚀合金层,堆焊后对堆焊层进行化学分析、金相组织观察和性能测试。结果表明,在堆焊层与基层界面处化学元素扩散不严重,未影响堆焊层的耐蚀性能;堆焊层的显微组织为树枝状奥氏体;堆焊层与基层形成致密的冶金结合,界面处没有出现气孔、裂纹及熔合不良等冶金缺陷;堆焊层的硬度高于基层;堆焊后界面结合强度平均为415MPa。



 Inconel625/X65复合管焊接工艺及接头性能研究
Inconel625/X65复合管焊接工艺及接头性能研究 Inconel625/X65复合管焊接工艺及接头性能研究
对双金属复合管进行了gtaw(tiptig)对接焊试验,并对接头进行了拉伸、弯曲、冲击、硬度测试以及无损探伤,利用光学显微镜、化学分析方法对接头金相组织和主要合金元素进行了分析。结果表明,焊接接头无缺陷,力学性能优良,焊缝区为晶粒非常细小的柱状树枝状奥氏体组织,主要合金元素含量均匀稳定,耐蚀性能良好。
复合管管端堆焊Inconel625合金工艺及性能研究热门文档
结题报告-双金属复合管的制备工艺及其性能研究
格式:pdf
大小:100KB
页数:7P
4.3
(创新类项目)结题报告书 项目名称双金属复合管的制备工艺及其性能研究 项目类型重点项目、()重点自筹项目、()一般项目、()指导项目 研究期限项目起始时间:年月 计划完成时间:年月 实际完成时间:年月 一、项目实施情况(请就研究目标、研究过程、研究成果、研究心得作全面总结,3000字以内): 1研究目标:进一步优化双金属复合管的制备工艺及冶金层成分的精确控制获得理想的冶金合层,最终获得 可满足实际成产需要的成本低廉而耐蚀性好的、结合强度高的双金属复合管。 2研究过程:双金属复合管制造工艺、焊接工艺调查分析,复合管力学性能和耐蚀性能测试研究。 2.1项目研究技术路线: 2.2研究进度: 主要研究阶段 (起止时间) 研究内容完成情况 2013.10~2014.05 1、了解复合管制造工艺; 2、了解复合管焊接工艺; 3、确定研究课题及研究方案等。
压铸铝合金工艺与性能研究 压铸铝合金工艺与性能研究
格式:pdf
大小:156KB
页数:未知
4.5
以a380压铸铝合金为研究对象,设计了压铸工艺参数,通过密度测定、力学性能测试和金相观察,分析了压铸工艺参数对铸件性能的影响。研究表明,压力增加,铸件的密度和强度增加;压力一定时,压铸速度对铸件的力学性能有较大影响。使用改进的工艺,铸件抗拉强度达到365mpa,伸长率达4.2%。
核电用Inconel 600合金的蠕变行为 核电用Inconel 600合金的蠕变行为
格式:pdf
大小:198KB
页数:3P
4.7
研究了核电用镍基inconel600合金在350℃和450~650mpa下的蠕变过程,分析了蠕变应变随应力、时间的变化规律。利用幂定律和对数定律对试验数据进行拟合,建立了inconel600合金的蠕变本构方程。结果表明:在350℃和450~650mpa应力条件下,inconel600合金初期蠕变速率很大,随着时间延长,合金的加工硬化程度增加,蠕变速率减小;幂定律和对数定律都能较好的拟合inconel600合金的蠕变变形量随时间的变化趋势。与幂定律相比,对数定律拟合的蠕变曲线与试验数据更加接近。inconel600合金的蠕变本构方程为:ε=1.234×10~(-14)σ~(3.969)t~(0.3199)或ε=1.009×10~(-11)σ~(3.458)ln(1+t/64.76)。
Inconel 600复合钢板焊接接头结构的改进 Inconel 600复合钢板焊接接头结构的改进
格式:pdf
大小:399KB
页数:3P
4.6
焊接复合钢板时,对焊接接头的坡口形式有特殊要求,若坡口形式不当,当先焊接基层时,焊缝金属中可能熔入复层合金元素导致基层焊缝脆化;当先焊接复层时,焊缝金属中可能熔化基层使焊缝金属稀释,降低复层的耐蚀性。采用台阶式坡口形式,使基层和复层的焊接截然分开,避免第一道焊缝金属的互熔,是防止上述问题发生的最好措施。文中对原图样设计的焊接接头坡口形式存在的问题进行了分析,将改进后的台阶式坡口形式应用在设备的焊接上,取得了良好的效果。
复合管管端堆焊Inconel625合金工艺及性能研究精华文档

复合电沉积铜_钨合金工艺及其机理的研究
格式:pdf
大小:254KB
页数:4P
4.8
复合电沉积铜2钨合金工艺及其机理的研究 astudyofcu2wcompositeelectrodepositionprocessanditsmechanism 李远会, 张晓燕, 李广宇, 黄碧芳 (贵州大学材料与冶金学院,贵州贵阳550003) liyuan2hui, zhangxiao2yan, liguang2yu, huangbi2fang (facultyofmaterialsandmetallurgy,guizhouuniversity,guiyang550003,china) 摘要: 分析了阴极电流密度、微粒的质量浓度、温度、搅拌速率等对铜2钨复合镀层中钨微粒的体积分数的影响。用扫描电镜 观察正交优化工艺制备的复合镀层,结果表明:镀层电沉积
钢塑复合管管端失效分析及解决办法探讨 钢塑复合管管端失效分析及解决办法探讨
格式:pdf
大小:223KB
页数:未知
4.7
分析了钢塑复合管管端应力失效及腐蚀破坏的形成机理,讨论了管道安装施工对钢塑复合管管端的破坏性影响,论述了管端保护环对钢塑管管端进行保护的重要性和必要性。通过分析,认为钢塑管的失效源于管端,管端首先失效的原因有应力作用、腐蚀作用和现场施工的破坏。针对于此开发了适用于钢塑管沟槽连接用管端保护环,并成功应用于国内一些管道施工项目,至今运行平稳良好。
r钢塑复合管管端失效分析及解决办法探讨 r钢塑复合管管端失效分析及解决办法探讨
格式:pdf
大小:265KB
页数:4P
4.8
分析了钢塑复合管管端应力失效及腐蚀破坏的形成机理,讨论了管道安装施工对钢塑复合管管端的破坏性影响,论述了管端保护环对钢塑管管端进行保护的重要性和必要性。通过分析,认为钢塑管的失效源于管端,管端首先失效的原因有应力作用、腐蚀作用和现场施工的破坏。针对于此开发了适用于钢塑管沟槽连接用管端保护环,并成功应用于国内一些管道施工项目,至今运行平稳良好。
铝合金衬塑复合管
格式:pdf
大小:800KB
页数:2P
4.5
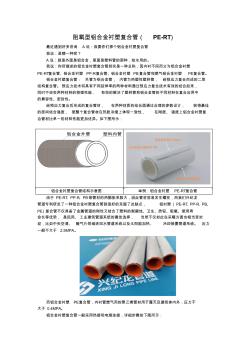
阻氧型铝合金衬塑复合管(pe-rt) 最近遇到好多咨询a说:我要你们那个铝合金衬塑复合管 我说:是哪一种呢? a说:就是外面是铝合金,里面是塑料管的那种,给水用的。 我说:你所描述的铝合金衬塑复合管其实是一种总称,因内衬不同而分为铝合金衬塑 pe-rt复合管、铝合金衬塑pp-r复合管、铝合金衬塑pb复合管和燃气铝合金衬塑pe复合管。 铝合金衬塑复合管:外管为铝合金管,内管为热塑性塑料管,经预应力复合而成的二层 结构复合管。预应力技术将具有不同延伸率的两种材料通过预应力复合技术有效的结合起来, 同时不改变两种材料的物理性能,有效的解决了塑料管和铝合金管的不同材料在复合应用中 的兼容性、密封性。 经预应力复合后形成的复合管材,在两种材质的结合面通过合理的参数设计,获得最佳 的层间结合强度,使整个复合管材在热胀冷缩上体现一致性,在刚度、强度上铝合金衬塑复 合管材比单一
铝合金衬塑PPR复合管
格式:pdf
大小:344KB
页数:2P
4.5
铝合金衬塑pp-r复合管 一、铝合金衬塑(pp-r)复合管结构 外管采用航天应用材料技术标 准设计的asak无缝铝合金管, 质比强度高、能够承载复杂线性 预应力的铝合金材料,保障铝合 金衬塑复合管结构特点asak轻 质刚性和结构强度,同时赋予其 良好的抵御外部环境腐蚀能力。 内管采用曲线弹性 curve-elasticity材料改性技术将 聚丙烯pp-r这一典型的全球通 用、素有“百折塑胶”之称的高 分子材料树脂改性成为具有高 附加性能asak专用内衬(pp-r) 管航天标准确认食品级原生材 料,纯净无毒无异味。各项综合性表现优异:极其抗拉、抗折及耐候、耐紫外线辐照、阻 氧、抑菌、抗化学污染、不结垢、沿程摩擦阻力系数小输送流畅、降噪、超静音的介质输送。 管件采用改性聚丙烯pp-r设计每个曲弹双熔管件表面均设置热熔承插度量定位标识,具有 1、防
复合管管端堆焊Inconel625合金工艺及性能研究最新文档
铝合金衬塑PERT复合管
格式:pdf
大小:1.2MB
页数:4P
4.8
铝合金衬塑pe-rt复合管的结构: 铝合金衬塑pe-rt复合管由两层结构组成;外层管为铝合金管,内层管为热塑性 pe-rt塑料管,经预应力复合而成的二层结构管材--铝合金衬塑pe-rt复合管。工作压力 不大于2.5mpa、公称直径不大于dn160mm的户内(建筑体的室内、室外)给水输送用 铝合金衬塑复合管材及管件。铝合金衬pe-rt复合管总体使用(设计)系数c≥1.5.铝合 金衬塑管外层铝合金管为6063航空材料变型铝,无缝挤压成型(铝合金管内外经经阳极 氧化工艺处理表面镀层达10um以上参看cj/t321-2010);“塑”主要是以食品级热塑 性塑料管s4级,简称“铝合金衬塑管.” 铝合金管衬塑pe-rt复合管的优势: 铝合金衬塑pe-rt复合管是在传统塑料管材基础上发展起来的新型实用管道,它结合 了金属与塑料两种材料的
铝合金衬塑复合管施工工艺
格式:pdf
大小:336KB
页数:3P
4.4
铝合金衬塑复合管施工工艺 铝合金衬塑复合管兴纪龙于2008年研发的冷热水及暖通专用管材,是目前国家大力发展的 节能、环保、安全健康产品,在给水及中央空调供回水系统中得到了广泛应用。那么,其施 工工艺是什么?让我们一起来看看: 一、连接方式 采用电熔和热熔两种连接方式。 二、施工工序 熟悉图纸一预留子l洞一套管制安一管架制安一测量划线一切管一管口清理一管材管件检 查一组对连接一热补偿器固定一试压一验收。 三、施工要求 管道安装施工规定 1)施工现场与材料贮放场地温差较大时,应于安装前将管材和管件在现场放置一段时间,使 其温度与施工现场的环境温度相接近。 2)管材写管件应存放在通风良好的库房和货棚内,不得露天存放,与热源的距离不得小于im。 管材应水平堆放在平整的地面或水平支垫物上。放在支垫物上时,端部悬臂段长度不应大于 0.5m;管材应逐层堆放,堆放层数不得超过5
铝合金衬复合管安装工艺
格式:pdf
大小:29KB
页数:3P
4.7
水之龙铝合金衬塑(pe-rt、pp-r、pb)承插热熔连接操作步骤 一、切管 使用切管器按所需要的长度将管材切断,切管时,应将切管器围绕管材旋转,旋转的同时进 刀,进刀深度不可太大,以防止将管材压扁。 二、划线 使用硬度大于2b的铅笔或者炭化铅笔(不得使用油性水笔)在管材上画出相应的插入深度。 φ20为15mmφ25为16mm 三、剥皮 使用切管器将管材压着后,将切管器手把方向右旋转90o(分两次完成,每次45o),将 切管器旋转两圈后取下切管器即可,然后用手锯在铝合金管材管口或断口锯开铝合金管(不 可伤到内部塑料管材),再用手钳旋转剥去铝合金层。 四、热熔说明 1、清洁 (1)每次开始熔接前,都应该对熔接模头、管材和管件的加热区域进行清洁。 (2)对熔接模头,应使用不起毛、不脱落的软纸或软布进行清洁,而且不应使用清洁剂。 (3)对管材和管件,还
硬质合金复合材料管状堆焊焊条的研制
格式:pdf
大小:247KB
页数:4P
3
硬质合金复合材料管状堆焊焊条的研制——研制了一种以铸造碳化钨、烧结碳化钨等为主要硬质相(颗粒)的fe—c合金基复合增强管状堆焊焊条,介绍了该类管状焊条的设计与制造方法,对所研制焊条的堆焊层进行了组织和性能试验。试验证明:所研制的管状焊条在性能上达...
硬质合金复合材料管状堆焊焊条的研制 硬质合金复合材料管状堆焊焊条的研制
格式:pdf
大小:638KB
页数:4P
4.7
研制了一种以铸造碳化钨、烧结碳化钨等为主要硬质相(颗粒)的fe-c合金基复合增强管状堆焊焊条,介绍了该类管状焊条的设计与制造方法,对所研制焊条的堆焊层进行了组织和性能试验。试验证明:所研制的管状焊条在性能上达到甚至优于国外同类产品水平,替代传统的管状铸造碳化钨堆焊焊条,用于堆焊石油钻井工具,使用寿命明显提高。
焊条电弧堆焊自熔性合金复合粉末的研究 焊条电弧堆焊自熔性合金复合粉末的研究
格式:pdf
大小:538KB
页数:4P
4.4
采用焊条电弧焊堆焊技术,在q235钢表面堆焊铁基、铁基和镍基复合粉末。研究添加自熔性合金粉末后堆焊层的性能状况。利用金相显微镜对堆焊层的金相组织进行了研究,通过硬度和磨损试验测试了堆焊层表面的硬度和耐磨性。结果表明,添加铁基自熔性合金或铁镍混合自熔性合金粉末均提高了堆焊层的硬度,并且随着添加量的增加,硬度和耐磨性也有相应的提高,且铁基和镍基复合自熔性粉末比铁基自熔性合金粉末强化效果好。
宝钢与中石油联手研制高端镍基合金复合管 宝钢与中石油联手研制高端镍基合金复合管
格式:pdf
大小:145KB
页数:未知
4.3
一块镍基合金板,一块碳钢板,由于它们具有鲜明的个性,通常难以结合在一起。如今,宝钢集团有限公司科技人员通过轧制复合工艺,不仅使两块板实现高质量的冶金复合,且与中石油渤海装备研究院科技人员合作成功制成高端镍基合金复合管,填补了国内空白。
复合防火宝丽板工艺与性能研究 复合防火宝丽板工艺与性能研究
格式:pdf
大小:90KB
页数:3P
4.5
主要介绍了无机材料复合宝丽板的原材料配比及生产工艺,并介绍了此生产工艺所采用设备的设计参数。简要论述了产品的主要技术性能指标,产品特点,应用领域及经济分析。
Fe/Cr-WC系药芯焊丝堆焊耐磨合金层性能研究 Fe/Cr-WC系药芯焊丝堆焊耐磨合金层性能研究
格式:pdf
大小:259KB
页数:3P
4.7
采用co2气体保护焊方法,研制了一种耐磨损的fe/cr-wc系药芯焊丝堆焊合金。通过对堆焊层的平均硬度、磨损失重及微观组织的分析,研究了堆焊合金的耐磨损性能。同时系统地讨论了药芯中合金元素cr,wc,mo和v对堆焊层硬度和耐磨性的影响规律,从而确定了药芯中最佳合金元素含量。结果表明:cr为5.5%~6.0%,wc为3.9%~4.0%,mo为1.6%,v为3.2%(均以质量分数计)时,fe/cr-wc系药芯焊丝堆焊合金的配比适当,堆焊层具有较好的硬度及耐磨性。
稀土低合金耐磨钢堆焊焊条熔敷层性能研究 稀土低合金耐磨钢堆焊焊条熔敷层性能研究
格式:pdf
大小:153KB
页数:3P
4.5
通过扫描电镜、能谱分析、磨损试验系统地研究了熔敷层金属化学成分、耐磨性、冲击断口形貌。试验结果表明,同等条件下,焊条药皮中添加稀土氧化物可以提高熔敷层耐磨性能;药皮配方中添加质量分数为1.5%的氧化铈的耐磨性强于添加1.5%的氧化钇的耐磨性。
复合管管端堆焊Inconel625合金工艺及性能研究相关
文辑推荐
知识推荐
百科推荐

职位:水土保持工程师
擅长专业:土建 安装 装饰 市政 园林


