

仿古门窗加工制作工艺流程及技术指标
格式:pdf
大小:13KB
页数:1P
人气 :51
 4.4
4.4
加工制作工 艺流程及技 术指标、产 品 检 验 标 准。 一 在原材料选用上选用 5年以上干木料(少结疤、无腐朽、无虫蛀) 二 选用材料后进行专业开料,再进行二次筛选,进入烘房进行窑干,确保水分控制在 12%以内。 三 进入防腐阶段,用真空高压的方式防腐; 四 再次进入烘房进行窑干,严格检验木材水分不超过 12%。 五 进行产品制作, 严格按照图纸规定样式及规格进行制作, 规格大小严格控制在 5mm左右,严格按照榫 铆结构进行严格施工, 六 对制作后的产品进行再次防腐(刷木蜡油) 。进行规格、样式、结构进行检验。 七 进行油漆处理,用环保油漆进行表面处理。 八 成品检验。 九 再次检验 (产品结构、油漆表面、水分程度、规格进行 ),打包。 十 运输到现场安装。



仿古门窗
1 大同南城墙关城、耳城建设工程 仿 古 木 门 窗 专 项 方 案 工程名称:大同市南城墙关城、耳城建设工程 工程地点:大同市北都街北侧 施工单位:北京中关村开发建设股份有限公司大同城区分公司 编制单位:北京中关村开发建设股份有限公司大同城区分公司古城墙项目部 编制人: 审批负责人: 审批日期: 2 目录 第一节工程概况1 第二节仿古门窗的材料选用1 第三节仿古门窗的施工工艺1 第四节仿古门窗的安装方案1 3 第一节工程概况 本工程位于大同市南关街以北,南寺街以南,明城墙旧址处,属大同古城墙 修复工程的南关城部分的关城,耳城建设工程。建筑面积约30000m2,城墙长度 约800米。屋面上城楼部分由专业古建筑单位施工。建筑标高10.31~10.59m, 一层层高为4.82m,二层层高为4.53m,外城墙砌筑高度约11m,底层四周均设 有

螺栓球加工制作工艺流程
江苏鑫鹏建设科技有限公司 材料检验 毛坯下料 料块加热 锻造成型 热处理 毛坯球检验 基准面切削 基准孔加工 螺孔平面切削 螺孔加工 编号、标识 螺栓球喷涂及发货 过程监测 检测平面度 网架螺栓球加工制作工艺流程 一、螺栓球加工制作工艺流程图 江苏鑫鹏建设科技有限公司 45#圆钢 锻前加热坯料 锻后进行预处理 基准面 铣床加工 数控钻床 加工 1.毛坯下料 2.锻造成型 3.基准面加工 5.螺孔平面切削 4.基准孔加工 6.螺孔加工 刻画螺孔 加工线 优质丝攻加 工螺栓孔 江苏鑫鹏建设科技有限公司 二、螺栓球加工工艺 a球坯锻造 根据球径大小,选择不同直径的圆钢下料,料块加热,热锻成型,并回火消除内应力。 节点螺栓球选用优质碳素结构钢(gb/t699-99)规定的45号钢。 b螺孔加工 1)加工基准孔:把球坯夹持在车床卡盘上,按照不同球直径、基准面与球中心线的尺寸关系等 要求,在机床
编辑推荐下载
H型钢加工制作工艺流程
格式:pdf
大小:87KB
页数:7P
4.8
h型钢加工制作工艺流程 4.1.2焊接h型钢加工制作工艺和方法 1、钢板的预处理、矫平、下料切割 钢板下料切割前需要进行钢板预处理,出去钢板表面的氧化层,提高钢板表 面的致密性,保证焊接质量。 钢板下料切割采用精密数控火焰钢板切割机。 2、钢板对接 钢板对接坡口采用半自动精密切割,钢板对接焊接采取半自动埋弧焊焊接。 3、t型部件制作 t型组立在h型钢生产线上全自动组立机上组立成型,确保t型组立腹板与 翼缘板的垂直度达到设计要求,组立后进行临时固定,固定采用附加工艺板方法 固定。 4、h型钢组立 h型钢组立在进口h型钢生产线上组立,四个液压定位系统顶紧h型钢构件 的上下翼缘板和腹板上进行定位;调节翼缘板的平行度和翼板和腹板的垂直度然 后固定;固定焊接采用co2气体保护焊。 5、h型钢焊接 h型钢焊接在h型钢自动生产线上进行全自动埋弧焊节,将合格的h型钢构 件
仿古门窗加工制作工艺流程及技术指标热门文档


门窗加工制作标准及技术要求
格式:pdf
大小:23KB
页数:7P
4.6
华北电力物资总公司职工住宅楼项目 铝合金门窗加工制作标准及技术要求 一、适用范围 本加工制作标准及技术要求只为职工住宅楼项目门窗的选型、加工、安装 二、引用标准 (见附录) 三、铝合金门窗型材选用 1、铝合金型材选用“55系列”铝型材(内平开内悬窗) 2、中空玻璃为“6+12+6”国产浮法优质玻璃。 3、门窗五金件选用德国“诺托”(roto)品牌alu540系列流线型大执手 4、窗扇选用:铝合金框开启纱扇(内置磁铁) 5、铝合金型材外饰面选用“静电粉末喷涂”(颜色待定) 6、密封材料选用青岛美德“三元乙丙”密封条 7、保温隔热条采用尼龙66系列18.6mm的i、c型德国泰诺风产品 8、门窗附框选用40x20薄壁型钢方管内外热镀锌处理 9、附框与结构面缝隙采用聚氨酯发泡密闭。 10、铝框打内外侧中性耐候胶(进口或国产名牌);组角、t连接采用注胶工艺, 所注的胶采用德国
平开铝合金门窗加工制作工艺(1)
格式:pdf
大小:58KB
页数:5P
4.4
文件编号qb/lyjg.226-1997 版号c共4页 武汉凌云建筑装饰工程有限公司 技术处第三层次文件 平开铝合金门窗加工制作工艺 编制: 校对: 审核: 批准: 实施日期:二零零零年一月二十日 1 平开铝合金门窗加工制作工艺 qb/lyjg2226—2000 1总则 1.1为保证铝门窗加工制作质量,根据国家标准gb8478-87《平开铝合 金门》、gb8479-87《平开铝合金窗》,结合本公司实践经验,特 制定本规范。 1.2本工艺规定适用于我公司生产的平开铝合金门、窗的制作,与平开 门、窗通用施工图配套使用。 1.3本工艺规定了平开铝合金门、窗的制作工序、技术要求和质量标准。 适用于平开铝合金门、窗的组装加工。 1.4
平开铝合金门窗加工制作工艺
格式:pdf
大小:56KB
页数:5P
4.8
文件编号qb/lygj.108-2002 版号a共4页 武汉凌云建筑装饰工程有限公司 技术处第四层次文件 平开铝合金门窗加工制作工艺 编制:吴弋德 审核:方征 批准:胡忠明 实施日期:二零零二年五月八日 1 平开铝合金门窗加工制作工艺 qb/lygj2108—2002 1总则 1.1为保证铝门窗加工制作质量,根据国家标准gb8478《平开铝合金 门》、gb8479《平开铝合金窗》,结合本公司实践经验,特制定本 规范。 1.2本工艺规定适用于我公司生产的平开铝合金门、窗的制作,与平开 门、窗通用施工图配套使用。 1.3本工艺规定了平开铝合金门、窗的制作工序、技术要求和质量标准。 适用于平开铝合金门、窗的组装加工。 1.4
仿古门窗加工制作工艺流程及技术指标精华文档
平开铝合金门窗加工制作工艺 (2)
格式:pdf
大小:56KB
页数:5P
4.5
文件编号qb/lygj.108-2002 版号a共4页 武汉凌云建筑装饰工程有限公司 技术处第四层次文件 平开铝合金门窗加工制作工艺 编制:吴弋德 审核:方征 批准:胡忠明 实施日期:二零零二年五月八日 1 平开铝合金门窗加工制作工艺 qb/lygj2108—2002 1总则 1.1为保证铝门窗加工制作质量,根据国家标准gb8478《平开铝合金 门》、gb8479《平开铝合金窗》,特制定本规范。 1.2本工艺规定适用于平开铝合金门、窗的制作,与平开门、窗通用施工图配 套使用。 1.3本工艺规定了平开铝合金门、窗的制作工序、技术要求和质量标准。 适用于平开铝合金门、窗的组装加工。 1.4承担平开铝合金门、窗组装的人员

平开铝合金门窗加工制作工艺 (3)
格式:pdf
大小:56KB
页数:5P
4.3
文件编号qb/lygj.108-2002 版号a共4页 武汉凌云建筑装饰工程有限公司 技术处第四层次文件 平开铝合金门窗加工制作工艺 编制:吴弋德 审核:方征 批准:胡忠明 实施日期:二零零二年五月八日 1 平开铝合金门窗加工制作工艺 qb/lygj2108—2002 1总则 1.1为保证铝门窗加工制作质量,根据国家标准gb8478《平开铝合金 门》、gb8479《平开铝合金窗》,结合本公司实践经验,特制定本 规范。 1.2本工艺规定适用于我公司生产的平开铝合金门、窗的制作,与平开 门、窗通用施工图配套使用。 1.3本工艺规定了平开铝合金门、窗的制作工序、技术要求和质量标准。 适用于平开铝合金门、窗的组装加工。 1.4

门窗加工流程
格式:pdf
大小:3.1MB
页数:10P
4.6
广州市天托科技发展有限公司 guangzhoutiantuotech-developmentco.,ltd http://www.***.***tel:8620-37662338fax:8620-37660338 内部资料-广州市天托科技发展有限公司-技术部1 铝合金门窗工程生产工艺流程 1.客户工程资料收集整理: (1)工程设计图纸整理; a.图纸数量、内容的分类整理; b.图纸正确性的核对; c.图纸的查漏补缺。 (2)客户提供的工程样品的收集整理; a.铝型材色卡、玻璃样品的收集整理; b.相关五金配件的收集整理; (3)客户工程相关技术资料及变更资料的 收集整理; a.工程技术说明; b.相关产品或五金配件规范技术要求; c.变更资料的归档整理。 2.工程资料的生产加工分析统计: (1)工程客户信息的归纳整理;
推拉铝合金门窗加工制作工艺
格式:pdf
大小:66KB
页数:5P
4.7
文件编号qb/lygj.109-2002 版号a共4页 武汉凌云建筑装饰工程有限公司 技术处第四层次文件 推拉铝合金门窗加工制作工艺 编制:吴弋德 审核:方征 批准:胡忠明 实施日期:二零零二年五月八日 1 推拉铝合金门窗加工制作工艺 qb/lygj·109—2002 1总则 1.1为保证铝合金门窗加工制作质量,根据国家标准gb8480《推拉铝合金 门》、gb8481《推拉铝合金窗》,特指定本工艺。 1.2本工艺规定适用于我公司铝门窗生产中推拉铝合金门、窗的制作,与推拉 门、窗通用施工图配套使用。 1.3本工艺规定了推拉门、窗的制作工序、技术要求和质量标准。适用于推拉 门窗的组装加工。其工艺流程图如下。 下料检验

平开铝合金门窗加工制作工艺-
格式:pdf
大小:320KB
页数:6P
4.5
文件编号qb/lyjg.226-1997 版号c共4页 武汉凌云建筑装饰工程有限公司 技术处第三层次文件 平开铝合金门窗加工制作工艺 编制: 校对: 审核: 批准: 实施日期:二零零零年一月二十日 平开铝合金门窗加工制作工艺 qb/lyjg2226—2000 1总则 1.1为保证铝门窗加工制作质量,根据国家标准gb8478-87《平开铝合 金门》、gb8479-87《平开铝合金窗》,结合本公司实践经验,特 制定本规范。 1.2本工艺规定适用于我公司生产的平开铝合金门、窗的制作,与平开 门、窗通用施工图配套使用。 1.3本工艺规定了平开铝合金门、窗的制作工序、技术要求和质量标准。 适用于平开铝合金门、窗的组装加工。 1.4承担平开铝合金门、窗组装的人员必须熟悉本工艺,具有有效的上 岗合格证。 2下料 2.1下料前的准备 2.1.
仿古门窗加工制作工艺流程及技术指标最新文档
窗帘的制作工艺流程 (2)
格式:pdf
大小:7KB
页数:3P
4.5
24/3下载文档可编辑 窗帘的制作工艺流程 一、窗帘的剪裁: 窗帘剪裁时首先一定要看清楚布的经纬(链接布的经纬)走向,如果 经线直的话,可以抽丝的,就抽丝剪裁,如果不直的话,或者不可以抽丝 的布料,一定不可以按经线剪裁,而要按90度直角剪裁,这样挂出来的效 果才是垂直的。 1、普通窗身的裁法:应按窗宽乘2倍的布料对剖开,两边各加6公分 左右包边,上边包布带,若布长度够的情况下,可把布带包在里面,下面 可用包边布包边,如果布长的情况下,可卷边,把多余的布卷在里面。 2、需要对花的裁法:需要对花花的大部分是竖条或竖花,弯条或弯花 图案,这种就要两边对称,两片窗帘布上竖条数量相同,同时每片布两边 都要留6公分包边,再留5公分边距,然后开始画打折部分和间距部分。 打这部分和间距部分要根据花纹距离来定。 二、窗帘的打法: 我们按所需要的尺寸把布料下好后,先打上面的布带,如果布长度够

窗帘的制作工艺流程 (3)
格式:pdf
大小:6KB
页数:3P
4.3
窗帘的制作工艺流程 一、窗帘的剪裁: 窗帘剪裁时首先一定要看清楚布的经纬(链接布的经纬)走向,如果 经线直的话,可以抽丝的,就抽丝剪裁,如果不直的话,或者不可以抽丝 的布料,一定不可以按经线剪裁,而要按90度直角剪裁,这样挂出来的效 果才是垂直的。 1、普通窗身的裁法:应按窗宽乘2倍的布料对剖开,两边各加6公分 左右包边,上边包布带,若布长度够的情况下,可把布带包在里面,下面 可用包边布包边,如果布长的情况下,可卷边,把多余的布卷在里面。 2、需要对花的裁法:需要对花花的大部分是竖条或竖花,弯条或弯花 图案,这种就要两边对称,两片窗帘布上竖条数量相同,同时每片布两边 都要留6公分包边,再留5公分边距,然后开始画打折部分和间距部分。 打这部分和间距部分要根据花纹距离来定。 二、窗帘的打法: 我们按所需要的尺寸把布料下好后,先打上面的布带,如果布长度够 的情况下最好就把布带包在里
窗帘的制作工艺流程
格式:pdf
大小:19KB
页数:3P
4.5
爱之帘窗帘培训中心网址:www.***.***qq:2439964769咨询电话:400-008-7278 窗帘的制作工艺流程 一、窗帘的剪裁: 窗帘剪裁时首先一定要看清楚布的经纬(链接布的经纬)走向,如果 经线直的话,可以抽丝的,就抽丝剪裁,如果不直的话,或者不可以抽丝 的布料,一定不可以按经线剪裁,而要按90度直角剪裁,这样挂出来的效 果才是垂直的。 1、普通窗身的裁法:应按窗宽乘2倍的布料对剖开,两边各加6公分 左右包边,上边包布带,若布长度够的情况下,可把布带包在里面,下面 可用包边布包边,如果布长的情况下,可卷边,把多余的布卷在里面。 2、需要对花的裁法:需要对花花的大部分是竖条或竖花,弯条或弯花 图案,这种就要两边对称,两片窗帘布上竖条数量相同,同时每片布两边 都要留6公分包边,再留5公分边距,然后开始画打折部分和间距部分。 打这部分和间距部分要
门窗制作工艺流程及安装事项
格式:pdf
大小:8KB
页数:3P
4.8
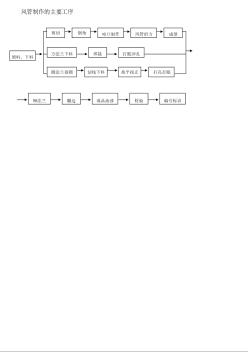
-1- 门窗制作工艺流程及安装事项 第一章工艺流程 第一节、平开门窗工艺流程 锯切主型材→开v型口→铣排水孔→形钢下料→装型钢→焊接→清角→手动铣槽→钻五金 孔→切玻璃压条→装密封条→装玻璃压条→装五金配件→检验→包装→入库 第二节、推拉门窗工艺流程 锯切型材→铣排水孔→切型钢→装型钢→装毛条→焊接→清角→手动铣槽→钻五金孔→切 玻璃压条→装密封条→装玻璃压条→切防风条→防风条钻孔→防风条铣槽→防风条装毛条 →装防风条→装缓冲块→装滚轮→框扇组合→装密封桥→装月牙锁→检验→包装→入库 第二章工艺制定、完善 铝合金门窗组装工艺多,每一道工序对产品性能都有影响,根据产品性能要求,我们对每一 道工序的工艺条件及对产品性能影响进行对比,不断调整工艺,确定最佳工艺参数,使产品 达到标准要求工艺的制定。以下是几个主要工序的工艺流程情况。 第一节、型材下料 名人堂:众名人

铜门制作工艺流程
格式:pdf
大小:13KB
页数:2P
4.6
重庆富瑞铜精典装饰工程有限公司 铜门制作工艺流程 一、排料、剪折板 根据订单计算铜板、线条、铜花、角铁、方管、油漆木材、五金配件、外协件、包装材料等。 1)门框、门套、门头、门扇铜板剪切->冲孔、打缺口->折弯 2)门扇内骨架铜板剪切->冲孔、打缺口->折弯 3)门框、门套、门头内骨架铁管下料 二、内部钢结构焊接 1)门扇骨架组装焊接->填门芯材料->加焊锁、铰链等加强板->打磨处理 2)门框、门套、门头铁管骨架组装焊接->打磨处理 三、铜板氧化着色及防氧化处理 铜板、料型、花件及线条等做打磨处理->上色->喷漆->进烤箱 四、门扇组装 1)门扇骨架订木板->四边铜边料组装->线条及其它铜板装饰组装->花件组装 2)门套、门头骨架订木板->门套、门头、铜板、线条组装、花件组装 五、五金件装配 1)五金件开孔->打固定螺丝孔、攻丝 2)五

彩图玻璃的制作工艺流程
格式:pdf
大小:193KB
页数:1P
4.3
清洁玻璃先用双飞粉将玻璃表面擦干净同时又去除了玻璃表面的水分湿气,然后用干净、干燥的布将玻璃表面抹净,保证玻璃表面无尘干燥,以免造成涂层脱离现


钢管桩制作工艺流程
格式:pdf
大小:1.0MB
页数:3P
4.7
文档 螺旋钢管制作工艺 螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双 面埋弧焊工艺焊接而成的螺旋缝钢管. 一、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检 验(以q345b为例q—钢的屈服强度的“屈”字汉语拼音的首位字母; 345—屈服强度数值,单位mpa;b—质量等级为b级。)。 1q345b化学成分c:≤0.20%,si≤0.50%,mn:≤1.70%,p≤0.035%, s:≤0.035%,nb≤0.07%,v:≤0.15%,ti≤0.20%,cr≤0.30%,ni:≤0.50%, cu:≤0.30%,n:≤0.012%,mo:≤0.10% 2q345b力学性能屈服强度:≤16mm:≤345,16-40mm:≤335,40-63mm: ≤325,63—80mm:≤315,80—100m:≤305,100—150mm:≤285,
仿古门窗加工制作工艺流程及技术指标相关
文辑推荐
知识推荐
百科推荐


职位:中级大数据工程师
擅长专业:土建 安装 装饰 市政 园林


