

二氧化碳气体钢瓶更换及减压阀操作流程
格式:pdf
大小:145KB
页数:1P
人气 :52
 4.4
4.4
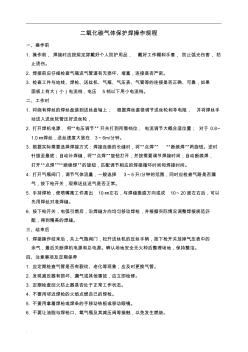
河北医科大学新药安全评价研究中心制 气瓶更换及减压器相关使用规范 1.当发现气瓶高压表指针归零时,将钢瓶开关顺时针拧紧,关闭钢瓶气阀。将低压表压力调节 螺杆逆时针拧松,关闭减压阀出气气阀。将管路所连接设备关机或关闭仪器上对应的进气阀门, 以免空气进入。 2,按照图示位置使用扳手将钢瓶与减压表连接螺母卡住, 缓慢向上推扳手手柄直到螺母松开后, 左手扶住减压器,右手将螺母旋至松脱,摘下减压器。将旧气瓶移开,放入新气瓶。 3,左手扶住减压器, 右手将减压器钢瓶与减压表连接螺母对准新的钢瓶接头, 按照正确方向旋 至稍紧。使用扳手将钢瓶与减压表连接螺母卡住,缓慢向下压扳手手柄直到螺母紧固在钢瓶接 头上。 4,再次确认低压表压力调节螺杆已逆时针拧松, 关闭减压阀出气气阀。将钢瓶开关逆时针拧松, 打开钢瓶气阀。观察高压表指针是否指向正确位置。将钢瓶开关顺时针拧紧,关闭钢瓶气阀。 静置 1 分钟,观察高压



二氧化碳气体保护焊操作规则
专业资料 word完美格式下载可编辑 二氧化碳气体保护焊操作规则 二氧化碳,气体保护焊,规则 co2气体保护焊机操作规程 co2气体保护焊机操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向“open”方向旋转,直到流量表上的指示数为需要 值。供气开关置于“焊接”位置。 4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。 5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关“on”,焊接电弧的产生,焊枪开关“off”,切换为正常焊接条件的焊接电弧, 焊枪开关再次“on”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“off”焊接电弧停 止。 7、焊接完毕后,应及时关闭焊电源,将co2气源总
编辑推荐下载
二氧化碳气体保护焊
格式:pdf
大小:723KB
页数:30P
4.6
. . co2气体保护焊 1.焊接的分类 名词解释 熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离 并形成结合力,这种焊接方法叫熔化焊接。熔化焊接需要一个能量集中,热量足够的热 源。 电弧焊:以气体导电时产生的电弧热为热源。 熔化极:焊丝或焊条既是电极又是填充金属。 铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金 属而实现结合的方法。 压力焊接:焊接过程中必须对焊件施加压力,加热或不加热的焊接方法。 钎焊:利用某些熔点低于被连接金属熔点的熔化金属(钎料)在连接界面上起流散浸 . . 润作用,然后冷却形成结合力。 2.熔化焊接的主要特征 焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良,保护方式有三种:气相、渣相、真空。 熔化焊接的保护方式 保护类型材料及设施适用范围 气相保护气体 c
二氧化碳气体钢瓶更换及减压阀操作流程热门文档
二氧化碳气体保护焊操作规程
格式:pdf
大小:14KB
页数:2P
4.3
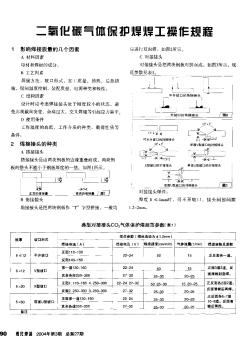
. . 二氧化碳气体保护焊操作规程 一、操作前 1.操作前,焊接时应按规定穿戴好个人防护用品,戴好工作帽和手套,防止弧光伤害,防 止烫伤。 2.焊接前应仔细检查气瓶送气管道有无损坏、堵塞,连接是否严密。 3.检查工件与地线、焊枪、送丝机、气瓶、气压表、气管等的连接是否正确、可靠,如果 面板上有大(小)电流档,电压5档以下用小电流档。 二、工作时 1.将绕有焊丝的焊丝盘装到送丝盘轴上,根据焊丝直径调节送丝轮和导电阻,并将焊丝手 动送入送丝软管压好送丝轮, 2.打开焊机电源,将“电压调节”开关打到所需档位,电流调节大概合适位置;对于0.8~ 1.0㎜焊丝,送丝速度大致在3~6m/分钟。 3.根据实际需要选择焊接方式:焊接连续的长缝时,将“点焊”“断续焊”两旋钮。逆时 针旋至最底;自动补焊缝,将“点焊”旋钮打开,并按需要调节焊接时间;自动断续焊, 打开“
二氧化碳气体保护焊安全操作规程
格式:pdf
大小:5KB
页数:2P
4.8
二氧化碳气体保护焊安全技术操作规程 1.作业前,二氧化碳气体应预热15min。开气时,操作人员必须站在瓶嘴的 侧面。 2.作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气体 的供应系统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏水。 3.二氧化碳气体瓶宜放阴凉处,起最高温度不得超过30℃,并应放置牢固, 不得靠近热源。 4.二氧化碳气体预热器端的电压,不得大于36v,作业后,应切断电源。 5.焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、 高空坠落、瓦斯中都和火灾等事故的安全措施。 6.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消 防器材。 7.高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施, 并有专人监护。 8.当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液工作时, 应先消除容器及
二氧化碳气体保护焊安全操作规程
格式:pdf
大小:8KB
页数:3P
4.3
二氧化碳气体保护焊安全操作规程 1、作业前,二氧化碳气体应预热15min。开气时,操作人员必须站在瓶 嘴的侧面。 2、作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化 碳气体的供应系统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏 水。 3、二氧化碳气体瓶宜放阴凉处,其最高温度不得超过30℃,并应放置 牢靠,不得靠近热源。 4、二氧化碳气体预热器端的电压,不得大于36v,作业后,应切断电 源。 5、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防 止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 6、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相 应的消防器材。 7、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火 措施,并应有专人监护。 8、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液 的工作时,应先消除容器

二氧化碳气体保护焊(毕业论文)
格式:pdf
大小:76KB
页数:16P
4.7
二氧化碳气体保护焊 系别:机械工程系 学生姓名: 专业班级:焊剂技术及自动化一班 学号: 指导教师: 年04月15日 摘要 本论文是对毕业设计——二氧化碳保护焊和飞溅所采用的方案 以及所使用的硬件、软件技术和所能达到的效果的描述。由于二氧化 碳气体的热物理性能的特殊影响,使用常规焊接电源时,焊丝端头 熔化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔 滴缩颈爆断、因此,与mig焊自由过渡相比,飞溅较多。但如采用 优质焊机,参数选择合适,可以得到很稳定的焊接过程,使飞溅降 低到最小的程度。 关键词:飞溅;短路电流;焊接 目录 摘要......................................................................错误!未定义书签。 目录..............................
二氧化碳保护焊操作规程
格式:pdf
大小:47KB
页数:4P
4.5
二氧化碳保护焊操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向“open”方向旋转,直到流量表上的指示数为需要 值。供气开关置于“焊接”位置。 4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。 5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关“on”,焊接电弧的产生,焊枪开关“off”,切换为正常焊接条件的焊接电弧,焊 枪开关再次“on”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“off”焊接电弧停止。 7、焊接完毕后,应及时关闭焊电源,将co2气源总阀关闭。 8、收回焊把线,及时清理现场。 9、定期清理机上的灰尘,用空压机或氧气吹机芯的积尘物,一般时间为一周一次。 co2气体
二氧化碳气体钢瓶更换及减压阀操作流程精华文档
 低碳钢薄板的二氧化碳气体保护焊实践
低碳钢薄板的二氧化碳气体保护焊实践 低碳钢薄板的二氧化碳气体保护焊实践
格式:pdf
大小:1.1MB
页数:2P
4.6
以常见的低碳钢薄板(q235)的焊接为例,介绍了焊接方法的确定、焊接设备、焊接材料及焊接参数的合理选择;分析了飞溅问题造成的影响及预防措施。
二氧化碳(CO2)气体保护焊安全操作规程
格式:pdf
大小:15KB
页数:2P
4.4
二氧化碳(co2)气体保护焊安全操作规程 一、操作人员必须持有电气焊特种作业操作证方可上岗,学徒人员须在持有该证经验丰 富人员指导下方可操作。 二、操作者应认真阅读设备使用说明书,熟悉设备性能,了解其工作原理。 三、施焊前作好如下准备工作: (一)按标准穿戴好劳保用品。 (二)焊机应放置在距墙和其它设备300毫米以外的地方,应通风良好,不得放置在日 光直射、潮湿和灰尘较多处。 (三)施焊工作场地的风速应较小,必要时采取防风措施。 (四)c02气瓶应可靠固定,放置在距热源大于3米、温度低于40℃的地方,气瓶与热 源距离应大于3m。气瓶阀门处不得有污物,开启气瓶阀门时,不得将脸靠近出气口。 (五)检查c02气体减压阀和流量计,安装螺母应紧固,减压阀和流量计的气体人口和 出口处不得有油污和灰尘。 (六)采用电加热器使c02充分气化时,电压应低于3

二氧化碳灭火器操作图
格式:pdf
大小:987KB
页数:1P
4.6
1)紧急事态发生时请迅速将灭火器从2)将灭火器迅速提到事态现场!放3)迅速找到灭火器安全销的拉环! 灭火器放置处提出来!在火源正上风的位置。打开铅封。并将拉坏打开。 4)将灭火器的喷嘴调至70-90度的5)将喷射口调整后迅速将手离开,6)一只手握住喇叭筒根部的手柄, 角度?以防灭火时将手冻伤。另一只手紧握启闭阀的压把. 圓契覆噐照墻!?茅諮墻咨纂 二氧化碳灭火器操作示意图:
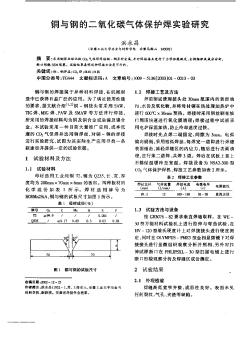
铜与钢的二氧化碳气体保护焊实验研究
格式:pdf
大小:175KB
页数:3P
3
铜与钢的二氧化碳气体保护焊实验研究——采用钢焊丝熔化极co2气保焊焊接铜~钢异种金属,并对焊接接头进行了力学性能测定。金相组织厦成分分析.断口形貌sem观察。试验结果表明这种焊接方法是可行的。
二氧化碳气体保护焊在钢结构施工中的应用探讨 二氧化碳气体保护焊在钢结构施工中的应用探讨
格式:pdf
大小:1.8MB
页数:1P
4.5
二氧化碳作为保护气体的气体保护焊,叫做二氧化碳气体保护焊,简称二氧化碳焊。利用二氧化碳隔绝空气,焊丝与焊件之间产生的电弧来融化被焊金属,保护熔池,是一种融化电极气体保护焊方法。二氧化碳保护焊有成本低、操作便捷与焊接效率高等多种优点,因此在钢结构施工中应用越发广泛。本文主要介绍二氧化碳气体保护焊在钢结构施工中的应用,对二氧化碳气体保护焊的作用进行探讨与总结。
二氧化碳气体钢瓶更换及减压阀操作流程最新文档
二氧化碳气体保护焊在钢结构施工中的应用 二氧化碳气体保护焊在钢结构施工中的应用
格式:pdf
大小:80KB
页数:2P
4.5
2011西安世界园艺博览会四大标志性建筑分别为天人长安塔、创意自然馆、主入口大门及植物展览温室4个建筑单体,其中除天人长安塔为钢框架结构外,其余3个单体均为空间异型钢架体系。钢材材质除主入口大门桥面钢梁为q345c之外,其余均为q345b,焊接板厚为8~35mm的中厚板。复杂的结构设计、新颖的建筑造型注定对焊接质量要求高;焊接工程量大、紧张的
二氧化碳气体灭火系统原理及组成
格式:pdf
大小:34KB
页数:3P
4.4
二氧化碳气体灭火系统原理及组成 二氧化碳是一种不导电、惰性、低毒性、灭火后不留污染物良好的灭火剂, 且来源广泛、生产容易、价格低廉。二氧化碳灭火主要是窒息作用,并有少量的冷却降温 作用。广泛应用于电厂、电站、轧机、印刷机、浸渍油槽、造漆、制药等易发生火灾的 重要部位的消防保护,以及计算机房、图书馆、档案馆、珍品库、电讯中心等场所。二氧 化碳自动灭火系统主要由:气体灭火报警控制系统、火灾探测系统、灭火剂贮存瓶、容器 阀、选择阀、单向阀、气路控制阀、压力开关、喷嘴、管路等主要设备组成。可组成单元 独立系统或组合分配系统等多种形式。实施对单区或多区的消防保护。本系统具有自动灭 火,应急手动灭火、现场机械施放灭火和逐瓶开启灭火等四种方式供用户自行选择。本系 统经国家固定灭火系统和耐火建筑构件质量监督检验中心的检测合格,符合国标gb16669 -1996《二氧化碳灭火系统及部件通用技术条件》
二氧化碳气体保护焊焊接工艺及应用
格式:pdf
大小:11KB
页数:4P
4.6
二氧化碳气体保护焊焊接 工艺及应用 广西送变电建设公司铁塔厂 二氧化碳气体保护焊焊接工艺及应用 xx送变电铁塔厂xx 【摘要】通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方法进行焊接接头试验和 对比分析。以及在工程机械中的应用,证明了co2气保焊具有成本低,效率高,焊接质量 好等优点。 介绍了co2气保焊焊接操作技术需注意的一些问题,对co2气保焊焊接工艺设计及其应用 具有一定的指导作用。 【引言】二氧化碳气体保护焊在焊接过程稳定,飞溅嘴角,焊缝外形美观,无气孔、裂缝及 咬边等缺陷。对双面焊或单面焊双面成型的焊缝能保证焊透,具有最高生产率。 例如:某制造厂为一大型工程机械公司生产一百多米高的塔式起重机等工程机械部件,这些 部件均为焊接件,焊接工作量大,焊接质量要求较高,技术难度较大。原采用焊条电弧焊, 焊接变形大且难以控制,生产率低。通过对co2气保焊、富氩气保焊
二氧化碳气体保护焊作业的劳动卫生调查及对策
格式:pdf
大小:128KB
页数:2P
3
二氧化碳气体保护焊作业的劳动卫生调查及对策——c02气体保护焊产生的主要有害因素为电焊烟尘和c0,烟尘成分以fe、s1、mn元素为主,在船舱内作业烟尘的浓度可达101.4mg/m。。舱室空气中c0随作业时间和通风情况而变化,经检测血hbc0含量可见,接触组血hbc0含量...
推荐-二氧化碳气体灭火系统原理及组成
格式:pdf
大小:33KB
页数:4P
4.5
二氧化碳气体灭火系统原理及组成 二氧化碳是一种不导电、惰性、低毒性、灭火后不留污染物良好的灭火剂, 且来源广泛、生产容易、价格低廉。二氧化碳灭火主要是窒息作用,并有少量的 冷却降温作用。广泛应用于电厂、电站、轧机、印刷机、浸渍油槽、造漆、制药 等易发生火灾的重要部位的消防保护,以及计算机房、图书馆、档案馆、珍品库、 电讯中心等场所。二氧化碳自动灭火系统主要由:气体灭火报警控制系统、火灾 探测系统、灭火剂贮存瓶、容器阀、选择阀、单向阀、气路控制阀、压力开关、 喷嘴、管路等主要设备组成。可组成单元独立系统或组合分配系统等多种形式。 实施对单区或多区的消防保护。 本系统具有自动灭火,应急手动灭火、现场机械施放灭火和逐瓶开启灭火等 四种方式供用户自行选择。 本系统经国家固定灭火系统和耐火建筑构件质量监督检验中心的检测合格, 符合国标gb16669-1996《二氧化碳灭火系统及部件通用技术条件》

二氧化碳气体保护焊焊接工艺及应用 (2)
格式:pdf
大小:15KB
页数:10P
4.8
二氧化碳气体保护焊焊接 工艺及应用 广西送变电建设公司铁塔厂 二氧化碳气体保护焊焊接工艺及应用 xx送变电铁塔厂xx 【摘要】通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方 法进行焊接接头试验和对比分析。以及在工程机械中的应用,证明了co2 气保焊具有成本低,效率高,焊接质量好等优点。 介绍了co2气保焊焊接操作技术需注意的一些问题,对co2气保焊 焊接工艺设计及其应用具有一定的指导作用。 【引言】二氧化碳气体保护焊在焊接过程稳定,飞溅嘴角,焊缝外 形美观,无气孔、裂缝及咬边等缺陷。对双面焊或单面焊双面成型的焊 缝能保证焊透,具有最高生产率。 例如:某制造厂为一大型工程机械公司生产一百多米高的塔式起重 机等工程机械部件,这些部件均为焊接件,焊接工作量大,焊接质量要 求较高,技术难度较大。原采用焊条电弧焊,焊接变形大且难以控制, 生产率低。通过对co2气保焊、

二氧化碳泄露探测器
格式:pdf
大小:227KB
页数:3P
4.5
深圳市东日瀛能科技有限公司 www.***.*** 二氧化碳泄露探测器 二氧化碳泄露探测器特点: ★是款内置微型气体泵的安全便携装置 ★整机体积小,重量轻,防水,防爆,防震设计. ★高精度,高分辨率,响应迅速快. ★采用大容量可充电锂电池,可长时间连续工作. ★数字lcd背光显示,声光、振动报警功能. ★上、下限报警值可任意设定,自带零点和目标点校准功能,内置 温度补偿,维护方便. ★宽量程,最大数值可显示到50000ppm、100.00%vol、100%lel. ★数据恢复功能,免去误操作引起的后顾之忧. ★显示值放大倍数可以设置,重启恢复正常. ★外壳采用特殊材质及工艺,不易磨损,易清洁,长时间使用光亮如新. 二氧化碳泄露探测器产品特性: ★是款内置微型气体泵的高精度的手式安全便携装备; ★进口电化学传感器具有良好的抗干扰性能,
二氧化碳大直径管的焊接 二氧化碳大直径管的焊接
格式:pdf
大小:123KB
页数:1P
4.4
为了控制在二氧化碳焊接大直径管时出现的各种焊接缺陷,就这些焊接缺陷的影响因素我们进行了分析,提出了相应的控制措施。经过多次的实验,实验证明该控制措施完全可以消除这些焊接缺陷。x射线探伤后焊缝内部质量完全达到了gb-3323细化评定的标准。所以说该控制措施完全可以值得我们的认可。
二氧化碳气体钢瓶更换及减压阀操作流程相关
文辑推荐
知识推荐
百科推荐


职位:化工工程师助理
擅长专业:土建 安装 装饰 市政 园林


