

二氧化碳气体保护焊安全操作规程安全技术交底
格式:pdf
大小:15KB
页数:1P
人气 :88
 4.7
4.7
安全技术交底记录 工程名称 分部工程 分项工程 名称 二氧化碳气体保护焊安全操作规程 交底内容: 1. 作业前,二氧化碳气体应先预热 15min 。开气时,操作人员必须站在瓶嘴的侧面。 2. 作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气体的供应系 统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏水。 3. 二氧化碳气体瓶宜放在阴凉处,其最高温度不得超过 3O℃,并应放置牢靠, 不得靠近热源。 4. 二氧化碳气体预热器端的电压,不得大于 36V,作业后,应切断电源。 5. 焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空 坠落、瓦斯中毒和火灾等事故的安全措施。 6.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 7. 高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监 护。 8. 当需施焊受压容器



二氧化碳气体保护焊安全操作规程
二氧化碳气体保护焊安全技术操作规程 1.作业前,二氧化碳气体应预热15min。开气时,操作人员必须站在瓶嘴的 侧面。 2.作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气体 的供应系统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏水。 3.二氧化碳气体瓶宜放阴凉处,起最高温度不得超过30℃,并应放置牢固, 不得靠近热源。 4.二氧化碳气体预热器端的电压,不得大于36v,作业后,应切断电源。 5.焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、 高空坠落、瓦斯中都和火灾等事故的安全措施。 6.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消 防器材。 7.高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施, 并有专人监护。 8.当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液工作时, 应先消除容器及
二氧化碳气体保护焊安全操作规程
二氧化碳气体保护焊安全操作规程 1、作业前,二氧化碳气体应预热15min。开气时,操作人员必须站在瓶 嘴的侧面。 2、作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化 碳气体的供应系统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏 水。 3、二氧化碳气体瓶宜放阴凉处,其最高温度不得超过30℃,并应放置 牢靠,不得靠近热源。 4、二氧化碳气体预热器端的电压,不得大于36v,作业后,应切断电 源。 5、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防 止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 6、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相 应的消防器材。 7、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火 措施,并应有专人监护。 8、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液 的工作时,应先消除容器
编辑推荐下载
二氧化碳气体保护焊、气焊设备安全操作规程技术交底
格式:pdf
大小:44KB
页数:4P
4.4
二氧化碳气体保护焊、气焊设备 安全操作规程技术交底 二氧化碳气体保护焊安全操作规程技术交底 工程名称: 施工单位建设单位 安全设施名称作业部位 交底部门交底人施工期限年月日至年月日 接受交底班组或员工签名: 交底内容: 1.作业前,二氧化碳气体应先预热15min。开气时,操作人员必须站在瓶 嘴的侧面。 2.作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳 气体的供应系统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏水。 3.二氧化碳气体瓶宜放在阴凉处,其最高温度不得超过30℃,并应放置 牢靠,不得靠近热源。 4.二氧化碳气体预热器端的电压,不得大于36v,作业后,应切断电源。 5.焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止 触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 6.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设
二氧化碳气体保护焊操作规则
格式:pdf
大小:39KB
页数:6P
4.4
专业资料 word完美格式下载可编辑 二氧化碳气体保护焊操作规则 二氧化碳,气体保护焊,规则 co2气体保护焊机操作规程 co2气体保护焊机操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向“open”方向旋转,直到流量表上的指示数为需要 值。供气开关置于“焊接”位置。 4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。 5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关“on”,焊接电弧的产生,焊枪开关“off”,切换为正常焊接条件的焊接电弧, 焊枪开关再次“on”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“off”焊接电弧停 止。 7、焊接完毕后,应及时关闭焊电源,将co2气源总
二氧化碳气体保护焊安全操作规程安全技术交底热门文档

 二氧化碳气体保护焊安全操作规程技术交底
二氧化碳气体保护焊安全操作规程技术交底 二氧化碳气体保护焊安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
二氧化碳气体保护焊安全操作规程技术交底——交底内容: 1.作业前,二氧化碳气体应先预热15min。开气时,操作人员必须站在瓶嘴的侧面。 2.作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气体的供应系统及冷却水循环系统合乎要求,焊...
某工程二氧化碳气体保护焊安全操作规程技术交底 某工程二氧化碳气体保护焊安全操作规程技术交底
格式:docx
大小:18KB
页数:未知
3
某工程二氧化碳气体保护焊安全操作规程技术交底——交底内容: 1.作业前,二氧化碳气体应先预热15min。开气时,操作人员必须站在瓶嘴的侧面。 2.作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气体的供应系统及冷却水循环系统合乎要...
二氧化碳气体保护焊安全操作规程技术交底 (2)
格式:pdf
大小:15KB
页数:2P
4.7
二氧化碳气体保护焊安全操作规程技术交底 工程名称施工单位 分项工程 名称 施工部位 交底内容: 1.作业前,二氧化碳气体应先预热15min。开气时,操作人员必须站在瓶嘴的侧面。 2.作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气体的供应系统及冷却水循环 系统合乎要求,焊枪冷却水系统不得漏水。 3.二氧化碳气体瓶宜放在阴凉处,其最高温度不得超过30℃,并应放置牢靠,不得靠近热源。 4.二氧化碳气体预热器端的电压,不得大于36v,作业后,应切断电源。 5.焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和 火灾等事故的安全措施。 6.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 7.高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监护。 8.当需施焊受压容器、密封容器、油桶、管道

001二氧化碳气体保护焊安全操作规程技术交底
格式:doc
大小:21KB
页数:1P
4.5
二氧化碳气体保护焊安全操作规程技术交底 1、作业前,二氧化碳气体应先预热15min。开气时,操作人员必须站在瓶嘴的侧面。 2、作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气体的供应系统及冷却水循环系统合乎要求,焊枪冷却水系统不得漏水。 3、二氧化碳气体瓶宜放在阴凉处,其最高温度不得超过30℃,并应放置牢靠,不得靠近热源。 4、二氧化碳气体预热器端的电压,不得大于36v,作业后,应切断电源。 5、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 6、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 7、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监护。 8、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工件时,应先消
二氧化碳气体保护焊安全操作规程安全技术交底精华文档
二氧化碳气体保护焊
格式:pdf
大小:723KB
页数:30P
4.6
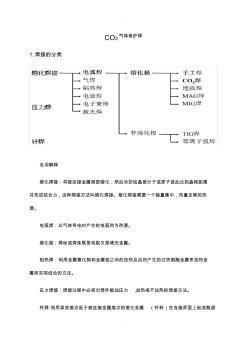
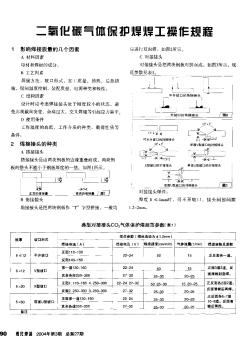
. . co2气体保护焊 1.焊接的分类 名词解释 熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离 并形成结合力,这种焊接方法叫熔化焊接。熔化焊接需要一个能量集中,热量足够的热 源。 电弧焊:以气体导电时产生的电弧热为热源。 熔化极:焊丝或焊条既是电极又是填充金属。 铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金 属而实现结合的方法。 压力焊接:焊接过程中必须对焊件施加压力,加热或不加热的焊接方法。 钎焊:利用某些熔点低于被连接金属熔点的熔化金属(钎料)在连接界面上起流散浸 . . 润作用,然后冷却形成结合力。 2.熔化焊接的主要特征 焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良,保护方式有三种:气相、渣相、真空。 熔化焊接的保护方式 保护类型材料及设施适用范围 气相保护气体 c
二氧化碳(CO2)气体保护焊安全操作规程
格式:pdf
大小:15KB
页数:2P
4.4
二氧化碳(co2)气体保护焊安全操作规程 一、操作人员必须持有电气焊特种作业操作证方可上岗,学徒人员须在持有该证经验丰 富人员指导下方可操作。 二、操作者应认真阅读设备使用说明书,熟悉设备性能,了解其工作原理。 三、施焊前作好如下准备工作: (一)按标准穿戴好劳保用品。 (二)焊机应放置在距墙和其它设备300毫米以外的地方,应通风良好,不得放置在日 光直射、潮湿和灰尘较多处。 (三)施焊工作场地的风速应较小,必要时采取防风措施。 (四)c02气瓶应可靠固定,放置在距热源大于3米、温度低于40℃的地方,气瓶与热 源距离应大于3m。气瓶阀门处不得有污物,开启气瓶阀门时,不得将脸靠近出气口。 (五)检查c02气体减压阀和流量计,安装螺母应紧固,减压阀和流量计的气体人口和 出口处不得有油污和灰尘。 (六)采用电加热器使c02充分气化时,电压应低于3
二氧化碳气体保护焊操作规程
格式:pdf
大小:14KB
页数:2P
4.3
. . 二氧化碳气体保护焊操作规程 一、操作前 1.操作前,焊接时应按规定穿戴好个人防护用品,戴好工作帽和手套,防止弧光伤害,防 止烫伤。 2.焊接前应仔细检查气瓶送气管道有无损坏、堵塞,连接是否严密。 3.检查工件与地线、焊枪、送丝机、气瓶、气压表、气管等的连接是否正确、可靠,如果 面板上有大(小)电流档,电压5档以下用小电流档。 二、工作时 1.将绕有焊丝的焊丝盘装到送丝盘轴上,根据焊丝直径调节送丝轮和导电阻,并将焊丝手 动送入送丝软管压好送丝轮, 2.打开焊机电源,将“电压调节”开关打到所需档位,电流调节大概合适位置;对于0.8~ 1.0㎜焊丝,送丝速度大致在3~6m/分钟。 3.根据实际需要选择焊接方式:焊接连续的长缝时,将“点焊”“断续焊”两旋钮。逆时 针旋至最底;自动补焊缝,将“点焊”旋钮打开,并按需要调节焊接时间;自动断续焊, 打开“

二氧化碳气体保护焊(毕业论文)
格式:pdf
大小:76KB
页数:16P
4.7
二氧化碳气体保护焊 系别:机械工程系 学生姓名: 专业班级:焊剂技术及自动化一班 学号: 指导教师: 年04月15日 摘要 本论文是对毕业设计——二氧化碳保护焊和飞溅所采用的方案 以及所使用的硬件、软件技术和所能达到的效果的描述。由于二氧化 碳气体的热物理性能的特殊影响,使用常规焊接电源时,焊丝端头 熔化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔 滴缩颈爆断、因此,与mig焊自由过渡相比,飞溅较多。但如采用 优质焊机,参数选择合适,可以得到很稳定的焊接过程,使飞溅降 低到最小的程度。 关键词:飞溅;短路电流;焊接 目录 摘要......................................................................错误!未定义书签。 目录..............................
二氧化碳气体保护焊安全操作规程安全技术交底最新文档
焊工(二氧化碳气体保护焊)安全技术交底
格式:pdf
大小:25KB
页数:2P
4.5
安全技术交底 表(二) 工程名称施工部位或层次 施工内容电焊工交底项目管桩焊接交底日期 交底内容: 一、项目危险源:机械伤害;触电;火灾;弧光伤害;气体中毒; 二、人员要求: 1、作业人员要持有国家相关部门颁发的有效证件(上岗证),并应接受项目部质安部的入场安全教育考 核合格后方可上岗; 2、上岗人员要身体健康无心脏病、高血压、皮肤病及呼吸道疾病等; 三、焊前准备: 1、电气部分安全检查、焊接设备接引电源应有专业电工进行; 2、按标准配好灭火器材,清理现场易燃易爆物品(不能清理的要做好覆盖等工作使其达到防火要求); 3、按标准穿戴好劳保用品(安全帽、绝缘鞋、绝缘手套、潮湿情况下或金属面要有绝缘毯、面罩等)。 4、焊机应放置在距墙和其它设备300毫米以外的地方,应通风良好,不得放置在日光直射、潮湿和灰 尘较多处。 5、施焊工作场地的风速应较小,必要时采
二氧化碳气体保护焊技术交底
格式:pdf
大小:30KB
页数:2P
4.3
技术交底记录 表c2-1 编号003 工程名称泰安道五号院工程交底日期2011年11月7日 施工单位 天津市建工工程总承包有限公司钢 结构工程分公司 分项工程名 称 钢结构焊接 交底提要二氧化碳气体保护 交底内容: 一、施工准备 (一)作业条件 1.作业前,二氧化碳气体应先预热15min。开气时,操作人员必须站在瓶 嘴的侧面。 2.作业前,应检查并确认焊丝的进给机构、电线的连接部分、二氧化碳气 体的供应系统合乎要求。 3.焊接区应保持干燥,不得有油,绣和其他污物。 4.当焊接区风速过大而影响焊接质量时,应采用挡风装置。对焊接现场进 行有效防护后方可开始焊接。 5.焊接作业区的相对湿度不得大于90%。当焊件表面潮湿或有冰雪覆盖时, 应采取加热去湿除潮措施。 6.施焊前,焊工应复核焊接件的接头质量和焊接区域的坡口,间隙,钝边 等的

二氧化碳气体保护焊和药芯焊丝电弧焊的安全操作技术
格式:pdf
大小:157KB
页数:3P
4.7
编号:sm-zd-44114 编制:____________________ 审核:____________________ 批准:____________________ 二氧化碳气体保护焊和药 芯焊丝电弧焊的安全操作 技术 throughtheprocessagreementtoachieveaunifiedactionpolicyfordifferentpeople,soasto coordinateaction,reduceblindness,andmaketheworkorderly. 本文档下载后可任意修改 fs精编解决方案|solutiontemplate 第2页/总3页 二氧化碳气体保护焊和药芯焊丝电 弧焊的安全操作技术 简介:该方案资料适用于公司或组织通过合理化地制定计划,达成上下级或不同的人员

 低碳钢薄板的二氧化碳气体保护焊实践
低碳钢薄板的二氧化碳气体保护焊实践 低碳钢薄板的二氧化碳气体保护焊实践
格式:pdf
大小:1.1MB
页数:2P
4.6
以常见的低碳钢薄板(q235)的焊接为例,介绍了焊接方法的确定、焊接设备、焊接材料及焊接参数的合理选择;分析了飞溅问题造成的影响及预防措施。
二氧化碳气体保护焊实芯焊线的品种、质量和发展
格式:pdf
大小:160KB
页数:3P
3
二氧化碳气体保护焊实芯焊线的品种、质量和发展——本文简介了国内二氧化碳气体保护实芯捍丝的发展橇况及其对实芯焊线的技术要求。并详连了首钢二氧化碳气体保护实芯焊线钢的品种、质量和发展前景。
二氧化碳气体保护焊焊接工艺评定报告
格式:pdf
大小:139KB
页数:6P
4.4
建筑钢结构焊接工艺评定报告 编号:pqr-01 编制:兰根成 焊接责任 技术人员:马增生 批准:陈留根 单位:河南第一火电建设公司东热电项目部 日期:2011年03月20日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告pqr-011 2焊接工艺指导书wps-011 3焊接工艺评定记录表1 4焊接工艺评定检验结果1 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工艺评定报告 共1页第1页 工程名称 石河子市国能能源投资有限公司东热电 厂2×135mw热电联产技改工程 评定报告编号pqr-01 委托单位河南第一火电建设公司工艺指导书编号wps-1 工程地点石河子开发区天富东热

二氧化碳气体保护焊焊接工艺及应用 (2)
格式:pdf
大小:15KB
页数:10P
4.8
二氧化碳气体保护焊焊接 工艺及应用 广西送变电建设公司铁塔厂 二氧化碳气体保护焊焊接工艺及应用 xx送变电铁塔厂xx 【摘要】通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方 法进行焊接接头试验和对比分析。以及在工程机械中的应用,证明了co2 气保焊具有成本低,效率高,焊接质量好等优点。 介绍了co2气保焊焊接操作技术需注意的一些问题,对co2气保焊 焊接工艺设计及其应用具有一定的指导作用。 【引言】二氧化碳气体保护焊在焊接过程稳定,飞溅嘴角,焊缝外 形美观,无气孔、裂缝及咬边等缺陷。对双面焊或单面焊双面成型的焊 缝能保证焊透,具有最高生产率。 例如:某制造厂为一大型工程机械公司生产一百多米高的塔式起重 机等工程机械部件,这些部件均为焊接件,焊接工作量大,焊接质量要 求较高,技术难度较大。原采用焊条电弧焊,焊接变形大且难以控制, 生产率低。通过对co2气保焊、

二氧化碳气体保护焊在泥浆泵液缸修复中的应用
格式:pdf
大小:227KB
页数:3P
3
二氧化碳气体保护焊在泥浆泵液缸修复中的应用——钻井泥浆泵液缸焊接过程存在飞溅过大、喷嘴易堵塞、焊缝气孔多、有裂纹、焊接质量合格率低等问题,采取优选焊接参数、改善焊接工艺、增强二氧化碳气体在焊接过程中的保护作用、安装电压装置、加大喷嘴尺寸等技术...
二氧化碳气体保护焊安全操作规程安全技术交底相关
文辑推荐
知识推荐
百科推荐


职位:城乡规划项目经理
擅长专业:土建 安装 装饰 市政 园林


