

低中压阀门密封面用药芯焊丝的研究及堆焊技术应用
格式:pdf
大小:65KB
页数:2P
人气 :69
 4.5
4.5
通过对Cr13系列合金气保护药芯焊丝的化学成分及硬度影响因素分析,合理设计焊丝合金配比,制定理想的堆焊工艺,成功用于低中压阀门密封面的堆焊,取得了良好经济效果。



核级阀门密封面堆焊
文章编号:100225855(2007)0520018208 作者简介:苏志东(1953-),男,辽宁沈阳人,高级工程师,从事阀门工艺工作。 核级阀门密封面堆焊 苏志东 (沈阳阀门研究所,辽宁沈阳110142) 摘要 介绍了核级阀门密封面堆焊用钴基合金的牌号分类、化学成分、主要性能以及各种堆 焊方法及其焊接工艺评定。 关键词 核级阀门;钴基合金;工艺评定;密封;堆焊 中图分类号:th134:tg455 文献标识码:a depositweldingonsealingsurfacefornuclearclassvalves suzhi2dong (shenyangvalveresearchinstitute,shenyang110142,china)
编辑推荐下载
 热轧辊堆焊用药芯焊丝的研制及堆焊工艺研究
热轧辊堆焊用药芯焊丝的研制及堆焊工艺研究 热轧辊堆焊用药芯焊丝的研制及堆焊工艺研究
格式:pdf
大小:73KB
页数:2P
4.5
根据钢厂热轧辊的技术要求、工作条件及磨损状况,开发了一种与其母材相匹配的堆焊药芯焊丝,对堆焊工艺进行研究,并采用丝极埋弧焊对热轧辊进行表面堆焊。该焊丝与其堆焊工艺已成功应用于钢厂热轧辊的堆焊。
低中压阀门密封面用药芯焊丝的研究及堆焊技术应用热门文档
耐磨抗裂堆焊药芯焊丝的研究 耐磨抗裂堆焊药芯焊丝的研究
格式:pdf
大小:123KB
页数:3P
4.6
研制了一种新型耐磨堆焊金属粉芯药芯焊丝,访焊丝既有高硬度高耐磨性同时又有良好抗裂性。通过试验分析了焊丝的耐磨性、硬度和抗裂性等。本焊丝大大提高了堆焊质量。

药芯焊丝的应用.
格式:pdf
大小:1.1MB
页数:12P
4.7
不锈钢药芯焊丝的应用 摘要:多年来不锈钢焊接时背面氧化一直是焊接工艺上一个难以解 决的问题。一般情况下焊接时都是采用背面充氩保护,但是当容器 较大、管道较长或背面无储气空间时将浪费大量的氩气,且还出现保 护效果不好,直接影响焊接质量。为避免焊道背面氧化,保证焊接质 量,采用背面自保护不锈钢药芯焊丝新工艺,焊接时保护涂层会渗透 到熔池背面,形成一层致密的保护层。本文以多聚甲醛项目为例进行 阐述药芯焊丝特点。 该项目位于四川省乐山市五通桥区。其中绝大部分属于不锈钢管 道,且该管道是属于压力管道,输送的介质有甲醛、甲醇、乌洛托品 液、液氨等,一旦由于管道或设备材料有缺陷,结构强度或致密性存 在问题而发生泄漏,则会引起中毒、火灾、爆炸以及其他人体伤害事 故,严重危害生命及财产安全。 关键词:药芯焊丝、焊接质量、焊接工艺 第一章绪论 1.1引言 在化工行业中,每年都有大量的不锈钢管的
两种模具堆焊修复用药芯焊丝堆焊金属的性能对比 两种模具堆焊修复用药芯焊丝堆焊金属的性能对比
格式:pdf
大小:950KB
页数:4P
4.4
对两种商用模具堆焊修复用药芯焊丝堆焊金属进行了硬度及冲击韧性对比试验,分析了性能产生差异的原因。结果表明:525焊丝堆焊金属的硬度及冲击韧性均高于136焊丝堆焊金属的;两种焊丝堆焊金属基体组织均由马氏体、贝氏体和铁素体组成,但525焊丝堆焊金属的晶粒尺寸较小,堆焊金属冲击断口的纤维区面积较大,韧窝更小、更多;两者韧性存在差异的原因是136焊丝堆焊金属组织中含有尺寸较大的脆性夹杂物和晶粒。
阀门密封面堆焊技术
格式:pdf
大小:6.4MB
页数:18P
4.6
**资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:414692
低中压阀门密封面用药芯焊丝的研究及堆焊技术应用精华文档
阀门密封面堆焊材料及硬度
格式:pdf
大小:21KB
页数:1P
4.7
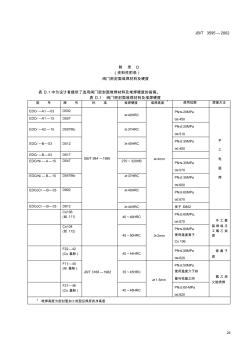
jb/t3595—2002 25 附录d (资料性附录) 阀门密封面堆焊材料及硬度 表d.1中为设计者提供了选用阀门密封面堆焊材料及堆焊硬度的指南。 表d.1阀门密封面堆焊材料及堆焊硬度 型号牌号标准堆焊硬度堆焊高度 a 使用范围焊接方法 edcr—a1—03d502pn≤20mpa edcr—a1—15d507 ≥40hrc t≤450 pn≤20mpa edcr—a2—15d507mo≥37hrc t≤510 pn≤30mpa edcr—b—03d512≥45hrc t≤450 edcr—b—03d517 pn≤30mpaedcrni—a—15d547270~320hb t≤570 pn≤35mpaedcrni—b—15d547mo≥37hrc t≤600 pn≤60mpaedcocr—b—03 d80


阀门密封面堆焊材料及堆焊硬度
格式:pdf
大小:538KB
页数:14P
4.6
表d.1阀门密封面堆焊材料及堆焊硬度 型号牌号标准堆焊硬度堆焊高度a使用范围焊接方法 edcr—a1—03d502 gb/t984-1985 ≥40hrc ≥4mm pn≤20mpa 手工电弧焊 edcr—a1—15d507t≤450 edcr—a2—15d507mo≥37hrc pn≤20mpa t≤510 edcr—b—03d512≥45hrc pn≤30mpa t≤450 edcr—b—03d517 edcrni—a—15d547270~320hbpn≤30mpa t≤570 edcrni—b—15d547mo≥37hrcpn≤35mpa t≤600 edcocr—b—03d802≥40hrcpn≤60mpa t≤670 edcocr—b—03d812≥44hrc优于d802 co106(丝111)
应用于盾构刀头修复的堆焊药芯焊丝 应用于盾构刀头修复的堆焊药芯焊丝
格式:pdf
大小:137KB
页数:未知
4.3
在地铁盾构施工中,刀具磨损严重,严重影响了施工工期和成本。通过选择合适的堆焊材料,改善了刀头表面性能,有效延长了其使用寿命。
低中压阀门密封面用药芯焊丝的研究及堆焊技术应用最新文档
高铬铸铁耐磨堆焊埋弧药芯焊丝研究 高铬铸铁耐磨堆焊埋弧药芯焊丝研究
格式:pdf
大小:494KB
页数:5P
4.7
采用自动埋弧堆焊对高铬铸铁埋弧药芯焊丝堆焊合金的组织及耐磨性进行试验,研究cr/c对堆焊层的组织和耐磨性的影响。研究发现,cr/c增加,初生碳化物形状越来越规则,初生碳化物的杆状纤维增长,增加堆焊层的韧性。初生碳化物微区cr含量增加,增加初生碳化物显微硬度。cr/c与初生碳化物面积分数对耐磨性的影响比较明显,其中初生碳化物面积分数与耐磨性呈线性关系。高铬铸铁堆焊层的耐磨性受到基体组织影响较大,由奥氏体及其分解产物构成的混合基体的堆焊层耐磨性最大。文中所研究的41#、43#、45#焊丝其堆焊层的耐磨性非常好,相对q235钢的耐磨性分别为β41=27.1716、β43=18.6305和β45=19.7949。文中进一步探讨了耐磨堆焊层磨损过程中的孔洞效应及裂纹扩张效应。
347型不锈钢堆焊用药芯焊丝国产化焊接工艺 347型不锈钢堆焊用药芯焊丝国产化焊接工艺
格式:pdf
大小:270KB
页数:5P
4.4
在高温高压条件下,为防止腐蚀介质对设备内壁的腐蚀,很多设备的内壁要堆焊347型不锈钢堆焊层,如加氢反应器、变换炉等,但是,堆焊材料大量依赖进口。对比了国产347型不锈钢堆焊用药芯焊丝和进口347型不锈钢堆焊药芯焊丝在堆焊过程中的工艺性。通过试验表明:国产堆焊用347型药芯焊丝焊接工艺适应性较窄;某些国产的347型药芯焊丝通过试验参数的调整,堆焊后的堆焊接头性能得到改善能够满足产品要求。
CO_2保护电弧堆焊用药芯焊丝中合金元素的过渡系数 CO_2保护电弧堆焊用药芯焊丝中合金元素的过渡系数
格式:pdf
大小:424KB
页数:未知
4.6
研究了药芯焊丝在co2保护电弧堆焊过程中合金元素的过渡系数。提出了药芯焊中合金元素总原始含量的计算公式。试验结果表明,fe-mn-cr-ni-c系药芯焊丝中合金元素的过渡系数分别为:mn82.6%,cr90.0%,ni98.8%,c77.7%。对合金元素的过渡过程进行了分析。
药芯焊丝和实心焊丝
格式:pdf
大小:9KB
页数:3P
4.4
实心焊丝主要有两类:一类用于埋弧焊,另一类用于熔化极活性气体保护焊。埋弧焊用实心 焊丝执行标准有gb/t5293-1999,有低锰焊丝,如h08a(如四川大西洋公司生产的chw-sg焊 丝)配合高锰型熔炼焊剂,用于低碳钢及强度级别较低的管线钢焊接;中锰焊丝,如h08mna、 h10mnsi,配合高锰高硅低氟型熔炼焊剂主要用于管线钢焊接,并可配合低锰焊剂用于低碳钢 焊接;高锰焊丝,如h08mn2si、h08mn2sia用于管线钢焊接;mn-mo焊丝,如h08mnmoa、 ho8mnmotib,配合低锰中硅中氟型熔炼焊剂、氟碱型烧结焊剂或硅钙型烧结焊剂,主要用于 强度级别较高的管线钢焊接。焊丝直径一般在1.6~6.4mm范围以内。 ??????活性气体保护焊用实心焊丝执行标准有gb/t14947-1994、gb/t8110-1995、aws 5.1
阀门密封面堆焊工艺
格式:pdf
大小:1.0MB
页数:39P
4.7
企业标准 qb/ka10—2009 阀门密封面 堆焊及补焊作业标准 开封高中压阀门有限公司 2009-09-01实施2009-09-01发布 1 编制: 校对: 审核: 会签: 批准:时间: 2 目次 第一部分:阀门密封面堆焊及补焊的过程控制质量要求 1密封面堆焊及补焊的一般规定 2焊接及补焊的准备 3补焊应选用如下规定的方法进行 4补焊操作 5堆焊密封面的操作 6焊后工作 第二部分:阀门密封面堆焊及补焊的具体焊接作业标准 1说明 2手工电弧焊堆焊stalliteno.6焊接作业标准 3手工钨极氩弧焊堆焊stalliteno.6焊接作业标准 4等离子喷焊堆焊合金粉末焊接作业标准 5手工电弧焊堆焊铁基合金焊接作业标准 3 阀门密封面堆焊及补焊作业标准 本标准包括两个部分:第一部分,阀门密封面堆
CO2保护电弧堆焊用药芯焊丝中合金元素的过渡系数 CO2保护电弧堆焊用药芯焊丝中合金元素的过渡系数
格式:pdf
大小:96KB
页数:3P
4.3
研究了药芯焊丝在co2保护电弧堆焊过程中合金元素的过渡系数。提出了药芯焊中合金元素总原始含量的计算公式。试验结果表明,fe-mn-cr-ni-c系药芯焊丝中合金元素的过渡系数分别为:mn82.6%,cr90.0%,ni98.8%,c77.7%。对合金元素的过渡过程进行了分析。
高铬铸铁型堆焊自保护药芯焊丝的研制 高铬铸铁型堆焊自保护药芯焊丝的研制
格式:pdf
大小:1.3MB
页数:4P
4.7
研制了一种自保护高铬铸铁型药芯焊丝,对其组织性能进行了分析,结果表明:堆焊金属显微组织主要为马氏体+残余奥氏体+m7c3型碳化物,堆焊金属硬度随石墨加入量的增加而增加,当加入w(石墨)15%时,堆焊金属硬度开始下降;药芯中加入w(钼铁)2%,堆焊金属硬度从hrc62.7提高到hrc63.5;初生碳化物主要沿堆焊层向母材方向生长,其表面硬度为hv1783.64,侧面的显微硬度为hv1127.96,并随c含量的增加,生长方向越来越明显。
11阀门密封面堆焊工艺
格式:pdf
大小:972KB
页数:39P
4.6
企业标准 qb/ka10—2009 阀门密封面 堆焊及补焊作业标准 开封高中压阀门有限公司 2009-09-01实施2009-09-01发布 1 编制: 校对: 审核: 会签: 批准:时间: 2 目次 第一部分:阀门密封面堆焊及补焊的过程控制质量要求 1密封面堆焊及补焊的一般规定 2焊接及补焊的准备 3补焊应选用如下规定的方法进行 4补焊操作 5堆焊密封面的操作 6焊后工作 第二部分:阀门密封面堆焊及补焊的具体焊接作业标准 1说明 2手工电弧焊堆焊stalliteno.6焊接作业标准 3手工钨极氩弧焊堆焊stalliteno.6焊接作业标准 4等离子喷焊堆焊合金粉末焊接作业标准 5手工电弧焊堆焊铁基合金焊接作业标准 3 阀门密封面堆焊及补焊作业标准 本标准包括两个部分:第一部分,阀门密封面堆焊和补焊的过程 质量要求;
阀门密封面钴基合金堆焊工艺 阀门密封面钴基合金堆焊工艺
格式:pdf
大小:188KB
页数:3P
4.5
介绍了阀门密封面常用材料堆焊钴基合金(焊丝)的化学成分、牌号类别和熔敷金属层常有的缺陷。论述了手工钨极氩弧焊(gtaw)的工艺验证方法。总结dn300奥氏体不锈钢三偏心蝶阀密封面堆焊钴基合金的质量控制。
自保护药芯焊丝双丝堆焊修复钢轨技术研究 自保护药芯焊丝双丝堆焊修复钢轨技术研究
格式:pdf
大小:1.0MB
页数:5P
4.7
为了探索低预热条件下修复伤损钢轨技术,采用自保护药芯焊丝双丝双弧焊不预热堆焊修复钢轨,对其进行探索性研究,以期实现伤损高碳钢轨的冷焊修复。在显微镜下对焊缝组织进行观察;对焊缝金属进行了室温和低温冲击试验;采用扫描电镜(sem)对断口形貌进行分析;利用维氏硬度计进行焊缝、热影响区(haz)、母材三区硬度测试。结果表明:采用自保护药芯焊丝双丝不预热堆焊修复钢轨,当双丝串列且间距为30mm时,焊补接头具有优良的综合机械性能,接头的组织和硬度能够满足在线钢轨的运行要求。
低中压阀门密封面用药芯焊丝的研究及堆焊技术应用相关
文辑推荐
知识推荐
百科推荐


职位:大数据售前工程师
擅长专业:土建 安装 装饰 市政 园林


