

005电渣焊焊接标准BZ-005
格式:pdf
大小:77KB
页数:3P
人气 :88
 4.4
4.4
1 电渣焊焊接标准( LDZG-GX-001) 1.范 围:本标准适用于建筑钢结构工程电渣焊焊接施工工艺。 2.施工准备: 2.1 电渣焊采用的设备:采用台湾欧淬纵向 BOX流水线或熔嘴电渣焊机。 2.2 熔丝电渣焊焊丝选用 JW-7,熔嘴电渣焊选用 φ2.4mm的 H10Mn2焊丝,焊丝质量符合 标准《熔化焊用钢丝》(GB/T14957-94)的规定。 2.3 熔嘴电渣焊所用的熔化嘴( φ10*3 或φ12*3)焊前需经 250℃×1h烘培;焊剂选用 KF600,焊剂质量符合标准《低合金钢埋弧焊用焊剂》 (GB/T12470-90)的规定,焊 剂使用前必须在 200-250℃温度下烘干 1h,没有烘干的焊剂严禁使用。 2.4 钻电渣焊孔应采用摇臂钻,钻孔过程当中应使用空气冷却,不允许采用水冷却,根 据不同厚度的隔板应采用不同的孔径加工,如下图所示: 2.5 电渣焊钻孔工序时, 孔加工好




电渣焊焊接工艺
电渣焊(熔嘴)焊接工艺要领 一、焊前准备: 1、熔嘴(管状焊条)不应有明显锈蚀和弯曲,用前250℃保温1小时烘干,在80℃左右存放和待用。按所焊接的 焊缝长度确定焊管的使用长度,即:焊缝实际长度加250~350则为焊管所须长度。 2、按指定焊丝的牌号和规格使用。焊丝的盘绕应整齐紧密,没有硬碎弯、锈蚀和油污。焊丝盘上的焊丝量最少不 得少于焊一条焊缝所须的焊丝用量。一条焊缝所须焊丝量按下式计算: q=k(l+100)×t×b×g×10 -7 kg 式中:q——每条焊缝所需用焊丝重量(kg) k——常数=1.1 l——焊缝实际长度(mm) t、b—t为隔板厚度,b为焊口宽度(mm) g——焊缝金属比重=7.85,(克/cm3) 3、所有焊机的各部位均应处于正常工作状态,不得有带病作业现象,焊机的电流表、电压表和调节旋钮刻度指数 的指示正确性和偏差数
 电渣焊技术在钢轨焊接中的应用
电渣焊技术在钢轨焊接中的应用 电渣焊技术在钢轨焊接中的应用
鉴于钢轨电渣焊在国外具有一定的研究应用,可在国内尚属空白,通过调研和试验,分析了电渣焊技术特点及应用情况、国内外钢轨电渣焊现状、钢轨电渣焊基本工艺参数及焊接难点,为进一步深入研究钢轨电渣焊技术提供基础。
编辑推荐下载
it钢结构熔嘴电渣焊焊接施工工艺准则
格式:pdf
大小:14KB
页数:5P
4.7
3.3.4施工准备 3.3.4.1技术准备 在构件制作前,工厂应按施工图纸的要求以及《建筑钢结构焊接技术规程》的要求进行 焊接工艺评定试验。生产制造过程应严格按工艺评定的有关参数和要求进行,通过跟踪检测, 如发现按照工艺评定规范生产质量不稳定,应重做工艺评定,以使质量稳定。 根据施工制造方案和钢结构技术规范以及招标文件的有关要求编制各类施工工艺,组织 有关部门进行工艺评审。 3.3.4.2材料要求 (1)钢材及焊接材料应按施工图的要求选用,其性能和质量必须符合国家标准和行业 标准的规定,并应具有质量证明书或检验报告。如果用其他钢材和焊材代换时,须经设计单 位同意,并按相应工艺文件施焊。 (2)按指定焊丝的牌号和规格使用。 3.3.4.3主要机具 3.3.4.4作业条件 (1)熔嘴电渣焊不允许露天作业。当气温低于0℃,相对湿度大于或等于90%,网路 电压严重波动时不得施焊。 (
电渣焊技术在钢轨焊接中的应用 电渣焊技术在钢轨焊接中的应用
格式:pdf
大小:344KB
页数:5P
4.7
鉴于钢轨电渣焊在国外具有一定的研究应用,可在国内尚属空白,通过调研和试验,分析了电渣焊技术特点及应用情况、国内外钢轨电渣焊现状、钢轨电渣焊基本工艺参数及焊接难点,为进一步深入研究钢轨电渣焊技术提供基础。
电渣焊焊接标准BZ热门文档

钢筋电渣焊
格式:pdf
大小:28KB
页数:3P
4.6
钢筋电渣压力焊工艺标准(415-1996) 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的ⅰ~ⅱ级竖向或斜向(倾 斜度4﹕1范围内)钢筋的连接。 22施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化 学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂。 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型 高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250~300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2.1.2.4焊剂应有出厂合格证。 2.
3钢结构熔嘴电渣焊焊接施工工艺标准
格式:pdf
大小:83KB
页数:15P
4.7
3钢结构熔嘴电渣焊焊接施工工艺标准 3.1适用范围 本标准规定了钢结构熔嘴电渣焊焊接的施工要求、方法和质量标 准,适用于桁架或网架(壳)结构、多层或高层框架结构等工业与民用 建筑的钢结构工程。
球墨鑄铁电渣焊接头的組織特点 球墨鑄铁电渣焊接头的組織特点
格式:pdf
大小:114KB
页数:1P
4.3
苏联巴頓电焊研究所已基本解决了大断面球墨鑄铁的板極电渣焊。供研究用的球墨铸铁鑄板尺寸为100×400×500公厘,板極断面为18×100公厘。焊接时用ahφ-6熔剂(70%caf_2+30%al_2o_3)。对100公厘厚的焊接接头用三种單位能量不同的焊接規范(見表1)进行
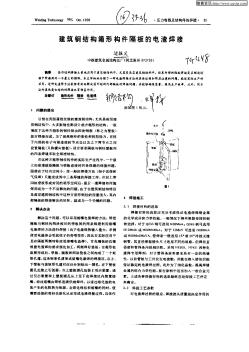
建筑钢结构箱表构件隔板的电渣焊接
格式:pdf
大小:81KB
页数:2P
4.5
箱形结构焊接大量地应用于建筑钢结构中,尤其是高层建筑钢结构中,但其内部的隔板焊接是在制造过程中所遇到的一个最大的困难。本文详细地介绍了一种在电渣焊接方法的具体过程和所应注意的问题,经过实际生产的法对其他类似结构的有效地解决箱形结构内部隔板的焊接问题,并能够确保质量,提高生产效率。此外,该方法对其他类似结构的焊接也有借鉴作用。

建筑钢结构箱形构件隔板的电渣焊接
格式:pdf
大小:124KB
页数:3P
4.7
箱形结构焊接大量地应用于建筑钢结构中,尤其是高层建筑钢结构中,但其内部的隔板焊接是在制造过程中所遇到的一个最大的困难。本文详细地介绍了一种电渣焊接方法的具体过程和所应注意的问题。经过实际生产的应用,这种电渣_焊方法不仅能够有效解决箱形结构内部隔板的焊接问题,并能够确保质量,提高生产效率。此外,该方法对其他类似结构的焊接也有借鉴作用。
电渣焊焊接标准BZ精华文档

常用焊接标准
格式:pdf
大小:10KB
页数:7P
4.5
常用焊接标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/―1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/焊接质量保证金属材料的熔化焊第4部分:基本质量要求 gb/t12469--90焊接质量保证钢熔化焊接头的要求和缺陷分级 gbl0854--90钢结构焊缝外形尺寸 gb/t16672
常用焊接标准 (2)
格式:pdf
大小:19KB
页数:12P
4.6
常用焊接标准 标准分类:综合基础?? 标准编号:039?? udc:?? ?? 主题内容与适用范围 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指 南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第
常用焊接标准
格式:pdf
大小:11KB
页数:6P
4.5
常用焊接标准 常用焊接标准 主题内容与适用范围 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保
焊接标准大全
格式:pdf
大小:17KB
页数:8P
4.3
焊接标准大全 希望对大家有用。 【焊接基础通用标准】 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基

焊接标准汇编
格式:pdf
大小:36KB
页数:6P
4.6
焊接标准汇编 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--1998焊接质量保证金属材料的熔化焊第4部分:基本质量
电渣焊焊接标准BZ最新文档
焊接标准大全
格式:pdf
大小:22KB
页数:5P
4.3
1 焊接标准大全 【焊接基础通用标准】13 1、gb/t3375--94焊接术语 2、gb324--88焊缝符号表示法 3、gb5185--2005t金属焊接及钎焊方法在图样上的表示代号 4、gb12212--2012技术制图焊缝符号的尺寸、比例及简化表示法 5、gb4656--2008技术制图棒料、型材及其断面的简化表示法 6、gb/t985.1-2008气焊、焊条电弧焊、气体保护焊和高能束焊的推荐坡口 8、gb/t985.2-2008埋弧焊的推荐坡口 9、gb/t985.3-2008铝及铝合金气体保护焊的推荐坡口 10、gb/t985.4-2008复合钢的推荐坡口 11、gb/t12467金属焊接质量等级标准 12、gbl0854--89钢结构焊缝外形尺寸 13、gb/t16672—1996焊缝----工作位置----倾角和转角的定义 【焊
焊接标准汇编
格式:pdf
大小:16KB
页数:14P
4.8
本篇是《焊接材料资料汇编》第五篇。本篇主要收集了与焊接 有关的技术条件、焊接检验、焊接工艺、焊接评定等方面的标 准。本标准集含8个支集,132个标准。 本篇主要考虑焊接技术、检验人员使用,销售人员应掌握其中 主要检验方法的知识。 本篇基本包括了焊接材料产品标准中提及的引用标准(除化学 试验)部分;产品标准中引用的化学试验标准,将在以后的篇 章中予以汇编。 本篇包含的标准目录如下: 一、焊接术语、工艺代号、焊缝符号、坡口形式: 1、gb324-88焊缝符号表示法 2、gb985-88气焊、手工电弧焊及气体保护焊焊缝坡口 的基本形式与尺寸 3、gb986-88埋弧焊焊缝坡口的基本形式和尺寸 4、gb/t3375-1994焊接术语 5、gb/t5185-2005焊接及相关工艺方法代号 6、gb/t19804-2005焊
焊接标准综合
格式:pdf
大小:134KB
页数:19P
4.4
标准分类:综合基础 标准编号:039udc: 标准号标准名称 焊接基础通用标准 gb/t3375--94焊接术语 gb324--88焊缝符号表示法 gb5185--85金属焊接及钎焊方法在图样上的表示代号 gb12212--90技术制图焊缝符号的尺寸、比例及简化表示法 gb4656--84技术制图金属结构件表示法 gb985--88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb986--88埋弧焊焊缝坡口的基本形式与尺寸 gb/t12467.1—1998焊接质量要求金属材料的熔化焊第1部分:选择及使用指南 gb/tl2468.2--1998焊接质量保证金属材料的熔化焊第2部分:完整质量要求 gb/tl2468.3--1998焊接质量保证金属材料的熔化焊第3部分:一般质量要求 gb/tl2468.4--199
德国焊接标准(DINweldingstandards)
格式:pdf
大小:983KB
页数:68P
4.3
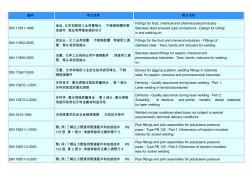
编号中文名称英文名称 din11851-1998 食品,化学和医药工业用管接头.不锈钢制螺纹管 连接件.滚压和焊接连接的设计 fittingsforfood,chemicalandpharmaceuticalindustry- stainlesssteelscrewedpipeconnections-designforrolling inandwelding-on din11852-2009 食品业、化工业用装置不锈钢装置焊接用三通 管、弯头和异径接头 fittingsforthefoodandchemicalindustries-fittingsof stainlesssteel-tees,bendsandreducersforwelding din11865-2003无菌、化学工业和
焊接标准大全 (2)
格式:pdf
大小:14KB
页数:11P
4.6
本篇是《焊接材料资料汇编》第五篇。本篇主要收集了与焊 接有关的技术条件、焊接检验、焊接工艺、焊接评定等方面 的标准。本标准集含8个支集,132个标准。 本篇主要考虑焊接技术、检验人员使用,销售人员应掌握其 中主要检验方法的知识。 本篇基本包括了焊接材料产品标准中提及的引用标准(除化 学试验)部分;产品标准中引用的化学试验标准,将在以后 的篇章中予以汇编。 本篇包含的标准目录如下: 一、焊接术语、工艺代号、焊缝符号、坡口形式: 1、gb324-88焊缝符号表示法 2、gb985-88气焊、手工电弧焊及气体保护焊焊缝坡 口的基本形式与尺寸 3、gb986-88埋弧焊焊缝坡口的基本形式和尺寸 4、gb/t3375-1994焊接术语 5、gb/t5185-2005焊接及相关工艺方法代号 6、gb/t19804-2005焊
电阻焊接标准
格式:pdf
大小:1.2MB
页数:9P
4.4
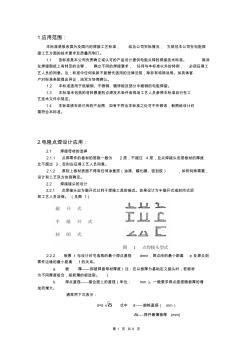
第1页共9页 1.应用范围: 本标准是吸收国外及国内的焊接工艺标准,结合公司实际情况,为规范本公司在电阻焊 接工艺方面的技术要求及质量而制订。 1.1该标准是本公司负责确立或认可的产品设计提供电阻点焊的焊接技术标准。除非 在焊接图纸上有特定的注释,确立不同的焊接要求,任何与本标准以外的特例,必须征得工 艺人员的同意。注:标准中任何条款不能替代适用的法律法规,除非有特殊说明。如具体客 户对标准条款提出异议,由双方协商确认。 1.2本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接。 1.3本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工 艺技术文件中规定。 1.4本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时 需符合本标准。 2.电阻点焊设计应用: 2.1焊接母材的选择 2.1.1点焊零件的板材的层数一般
电渣压力焊焊接规范
格式:pdf
大小:6KB
页数:1P
4.3
电渣压力焊焊接规范 1.焊工必须持有有效的焊工考试合格证。 2.检查设备、电源,确保随时处于正常状态,严禁超负荷工作。 3.钢筋的品种和质量,必须符合设计要求和有关标准的规定。 4.对电渣压力焊接头抽检力学性能检验必须合格。 5.在钢筋电渣压力焊的焊接中,焊工应认真进行自检,如发现 偏心、弯折、烧伤、焊包不饱满等焊接缺陷,应切除接头重焊, 并查找原因,及时清除。 6.较焊包均匀,突出部分最少高出钢筋表面4mm。 7.电极与钢筋接触处,无明显的烧伤缺陷。 8.接头处的弯折角度不大于4度。 9.接头处的轴线偏移应不超过0.1倍钢筋直径,同时不大于2mm. 10.外观检查不合格的接头应切除重焊或采取补救措施。 11.在钢筋电渣压力焊焊接中,应重视焊接全过程中的任何一 个环节。接头部位应清理干净;钢筋安装应上下同心;夹具紧 固,严防晃动、引弧过程、力求可靠。 12.雨天、

ISO焊接标准体系
格式:pdf
大小:92KB
页数:7P
4.3
分类序号标准编号标准名称 1iso544:2003焊接材料——焊接填充材料的技术供货条件——产品类型、尺寸、公差及标记 2iso636:2004焊接材料——非合金钢及细晶粒钢钨极气体保护焊焊丝、填充丝及熔敷金属——分类 3iso864:1988弧焊——碳钢及碳锰钢实芯焊丝和药芯焊丝——焊丝及焊丝盘的尺寸 4iso1071:2003焊接材料——铸铁熔化焊用焊条、焊丝、填充丝及药芯焊丝——分类 5iso2401:1972涂料焊条--焊条效率,金属回收率及熔敷系数的测定 6iso2560:2002焊接材料——非合金钢及细晶粒钢手工焊焊条-分类 7iso3580:2004焊接材料——耐蠕变钢焊条——分类 8iso3581:2003焊接材料——不锈钢及耐热钢焊条——分类 9is

焊接标准目录
格式:pdf
大小:10KB
页数:5P
4.4
焊接标准目录 1.基础综合 gb324-88焊缝符号表示法 gb985-88气焊手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸 gb986-88埋弧焊焊缝坡口的基本形式和尺寸 gb/t3375-94焊接术语 gb5185-85金属焊接及钎焊方法在图样上的表示代号 gb/t6208-1995钎料型号表示方法 gb6416-86影响钢熔化焊接头质量的技术因素 gb6417-86金属熔化焊焊缝缺陷分类及说明 gb6419-86潜水焊工考试规则 gb9448-88焊接与切割安全 gb10854-89(jb/t7949-1995)钢结构焊缝外形尺寸 gb/t12467.1-1998焊接质量要求 gb/t1246
电渣焊焊接标准BZ相关
文辑推荐
知识推荐
百科推荐


职位:安全生产经理
擅长专业:土建 安装 装饰 市政 园林


