

单组分氟化物对钛合金氩弧焊电弧形态的影响
格式:pdf
大小:424KB
页数:3P
人气 :99
 3
3
单组分氟化物对钛合金氩弧焊电弧形态的影响——针对厚2.5 mm的BT20钛合金平板,沿不同氟化物涂层进行TIG焊接工艺试验,对沿不同氟化物TIG焊接过程中的电弧形态以及焊后焊缝成形进行了研究,并与相同焊接工艺参数下的常规TIG焊进行了对比。试验结果表明,不同的...




单组分氟化物焊剂对钛合金氩弧焊焊缝成形的影响
单组分氟化物焊剂对钛合金氩弧焊焊缝成形的影响——对厚2.5mm的bt20钛合金平板,沿不同氟化物焊剂进行tig焊接(a—tig),并与相同规范下的常规tig焊进行对比,试验证明,不同的单组分氟化物焊剂对焊缝成形、熔透深度的影响有较大差别。文中分析了a—tig焊得到...
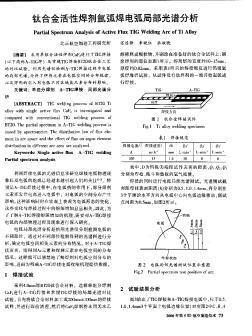
钛合金活性焊剂氩弧焊电弧局部光谱分析
钛合金活性焊剂氩弧焊电弧局部光谱分析——采用单组分活性焊剂caf2进行了tig焊接(以下简称a—tig焊)及常规tig焊接bt20钛合金工艺 的对比试验。利用光谱仪检测a—tig焊接过程中电弧的局部光谱.分析了焊剂元素在电弧空间的分布规律,以及焊剂的引入对电弧不...
编辑推荐下载
 钛及钛合金电弧钎焊及接头强度
钛及钛合金电弧钎焊及接头强度 钛及钛合金电弧钎焊及接头强度
格式:pdf
大小:821KB
页数:4P
4.5
用ti-cu-ni,ti-cr-zr钎料在tig电弧加热条件对ta2和ti-6al-4v钛合金进行钎焊。结果表明:用ti-cu-ni钎料钎焊ta2和ti-6al-4v钛合金的搭接接头强度分别是418.3mpa和439.6mpa;用ti-cr-zr钎料钎焊ta2和ti-6al-4v钛合金的搭接接头强度分别是575.2mpa和656.1mpa。对ti-cu-ni钎料/母材界面分析认为固液异分化合物η相((cu,ni)ti2)生成时呈笋状生长,嵌入钎缝对钎缝的强度提高有利。对ti-cr-zr钎料/母材界面分析,认为主要是固溶体β-ti(cr)存在提高了钎缝强度。
钛合金活性剂氩弧焊研究进展(1)
格式:pdf
大小:709KB
页数:6P
3
钛合金活性剂氩弧焊研究进展(1)——钛合金氩弧焊时加卤化物等活性剂焊接(a—tig焊)不仅气孔明显减少,而且熔深可成倍增加,焊接接头力学性能也有所改善。由于焊接热输入可大大降低,因此会改善焊接接头组织和减少应力变形。厚板焊接时可大幅度提高生产率。文...
单组分氟化物对钛合金氩弧焊电弧形态影响热门文档

硅含量对氩弧焊熔敷金属冲击韧度的影响
格式:pdf
大小:571KB
页数:3P
3
硅含量对氩弧焊熔敷金属冲击韧度的影响——通过示波冲击、断口扫描及显微组织观察等试验,研究了小于0.5%的硅含量对低含氧量手工氩弧焊熔敷金属冲击韧度的影响。结果表明,随着硅含量的增加,熔敷金属冲击韧度下降;低硅含量时,熔敷金属显微组织以针状铁素...
钨极氩弧焊焊接电弧数值分析
格式:pdf
大小:198KB
页数:4P
3
钨极氩弧焊焊接电弧数值分析——以钨极氩弧焊(tig)电弧为研究对象,根据磁流体动力学理论构建了电弧数学模型,并对 tig焊接电弧进行了数值分析.数值模拟所得电弧等离子体温度分布与试验值相当吻合.在此基础上对电弧压力和电流密度进行了分析,并通过试验...
钛合金活性焊剂氩弧焊接头组织分析
格式:pdf
大小:213KB
页数:4P
3
钛合金活性焊剂氩弧焊接头组织分析——采用北京航空制造工程研究所研制的ftr一0l钛合金活性焊剂进行了a·tig焊及常规tig焊焊接tc4钛合金工艺对比试验。利用金相试验方法对两种焊接接头的结晶组织形貌进行了详细的对比和分析,并对焊接接头区域的化学组成进行了...
钛合金活性焊剂氩弧焊接头组织分析 钛合金活性焊剂氩弧焊接头组织分析
格式:pdf
大小:1.0MB
页数:4P
4.4
采用北京航空制造工程研究所研制的ft-01钛合金活性焊剂进行了a-tig焊及常规tig焊焊接tc4钛合金工艺对比试验。利用金相试验方法对两种焊接接头的结晶组织形貌进行了详细的对比和分析,并对焊接接头区域的化学组成进行了测试和分析。结果表明,钛合金活性焊剂对焊接接头的宏观组织形貌有明显影响,但对焊接接头的化学组成没有影响。
单组分氟化物对钛合金氩弧焊电弧形态影响精华文档
双钨极氩弧焊耦合电弧压力分析
格式:pdf
大小:542KB
页数:4P
3
双钨极氩弧焊耦合电弧压力分析——双钨极氩弧焊(twin-electrodetig,t-tig)的耦合电弧是由设置在同一个焊枪中的两个相互绝缘的钨极各自产生的电弧耦合而成的。这个耦合电弧在物理特性上不同于传统单钨极tig电弧。以试验为基础,分析了耦合电弧的电弧压力特性,...
重熔对电弧喷涂锌铝伪合金涂层性能的影响 重熔对电弧喷涂锌铝伪合金涂层性能的影响
格式:pdf
大小:1.6MB
页数:5P
4.4
为了获得较高结合强度的高质量涂层,采用异质金属丝电弧喷涂工艺在q235钢板表面制备锌铝伪合金涂层,并对涂层进行整体重熔处理。对比分析了整体重熔处理前、后涂层性能的变化情况。分析结果表明,经过整体重熔处理,基体中的铁元素扩散到涂层中,构成多种铁铝金属间化合物和铁锌金属间化合物,锌铝伪合金涂层转变为合金层;整体重熔处理大大降低了涂层孔隙率,提高了涂层与基体的结合强度和硬度。
TC4与TA15钛合金氩弧焊疲劳特性对比分析
格式:pdf
大小:145KB
页数:3P
3
tc4与ta15钛合金氩弧焊疲劳特性对比分析——选用tg4和ta15的氩弧焊焊接件作为研究对象,分别进行4个应力水平下的恒幅疲劳试验。依据文建立的三参数疲劳寿命模型对试验结果进行对比分析,ta15的氩弧焊的疲劳性在10~10范围内略优于tg4氩弧焊,并讨论了可能的影...
钛合金薄板带热沉钨极氩弧焊的应变场
格式:pdf
大小:299KB
页数:5P
3
钛合金薄板带热沉钨极氩弧焊的应变场——采用数值模拟和试验相结合的方法对比研究了钛合金常规钨极氩弧焊(gtaw)及带热沉的钨极氩弧焊,即动态控制低应力无变形(dc—lsnd)gtaw焊接过程中纵向应变场的形态与发展历史。dc—lsndgtaw焊接过程中,由于紧随热源之...
SiO2活性剂对不锈钢钨极氩弧焊电弧现象的影响
格式:pdf
大小:593KB
页数:4P
3
sio2活性剂对不锈钢钨极氩弧焊电弧现象的影响——通过研究si02活性剂tig焊焊接不锈钢过程中电弧形态、电弧电压及焊缝几何形状的变化,分析了s活性剂钨极氩弧焊电弧等离子体形态、电弧空间电场强度、电弧温度、电弧电流密度及电弧力的影响。结果表明,s活性剂...
单组分氟化物对钛合金氩弧焊电弧形态影响最新文档

钛合金带热沉钨极氩弧焊中热沉作用
格式:pdf
大小:327KB
页数:7P
3
钛合金带热沉钨极氩弧焊中热沉作用——采用数值模拟和实验相结合的方法研究了钛合金tc4薄板常规及带热沉的钨极氩弧焊焊接过程中温度及应力应变的分布,考察了热沉对温度场和应力应变场的影响规律,探讨了使用该技术实现应力和变形控制的机理。结果表明:带热沉...
氟化物对不锈钢焊条工艺性及熔滴过渡特性的影响 氟化物对不锈钢焊条工艺性及熔滴过渡特性的影响
格式:pdf
大小:176KB
页数:5P
4.4
采用水中收集熔滴、平板堆焊、高速摄影等试验方法,研究了氟化物对不锈钢焊条工艺性及熔滴过渡特性的影响。结果表明,多种氟化物同时加入能减弱焊条工艺性恶化程度和熔滴粗化倾向,并可提高氟化物的熔滴过渡形态转变量;caf2加入量增大时,焊缝中的气孔倾向减小。
结合钎焊和氩弧焊方法对钛合金/Nb/不锈钢接头的连接 结合钎焊和氩弧焊方法对钛合金/Nb/不锈钢接头的连接
格式:pdf
大小:668KB
页数:5P
4.7
利用agcu-1.8ti和agcu-4.4ti两种钎料对nb与0cr17ni4cu4nb不锈钢进行润湿性研究,并钎焊nb与0cr17ni4cu4nb接头。agcu-1.8ti在nb与0cr17ni4cu4nb上的润湿角均小于agcu-4.4ti。分析接头组织发现,agcu-4.4ti钎料接头中在靠近不锈钢侧存在约50μm宽的富ti层,而agcu-1.8ti钎料接头中未发现该富ti层。利用氩弧焊将tc4与nb预先焊好后再用两种钎料钎焊nb和不锈钢,测定tc4/nb/0cr17ni4cu4nb接头的室温拉伸强度。数据显示,agcu-1.8ti钎料接头的室温拉伸强度平均值达到222.2mpa,而agcu-4.4ti钎料接头强度仅有133.8mpa,所有接头均断于nb与0cr17ni4cu4nb界面。
氟化物钛药芯焊丝TIG焊接熔深研究 氟化物钛药芯焊丝TIG焊接熔深研究
格式:pdf
大小:196KB
页数:3P
4.5
研究了三组不同成分的药芯焊丝成分对tig焊接熔深的影响,测量并对比了焊接熔深,分析熔深的变化规律。试验结果表明,使用所设计的钛合金药芯焊丝进行tig焊时,焊缝的深度都有不同程度的增加;复合氟化物药芯焊丝的焊接熔深比baf2大,但焊接工艺性不佳;碱金属氟化物baf2焊缝成形美观,但熔深较小。通过分析对比得出,在含氟化物的钛合金药芯焊丝的tig焊接中,其焊接熔深受电弧收缩与表面张力的影响,其中电弧收缩是主要因素,表面张力的影响很小。
双电极焊条单弧焊的电弧特性
格式:pdf
大小:240KB
页数:4P
3
双电极焊条单弧焊的电弧特性——针对双电极焊条单弧焊焊接新工艺,作者研究了其电弧静特性和双电极焊条的熔化特性,并用高速摄像机对双电极焊条单弧焊的电弧形态进行了研究。结果表明。双电极焊条单弧焊具有上升的电弧静特性,静特性曲线随两焊芯间距的增大而上...
钛合金管路自动氩弧焊焊前清理工艺研究 钛合金管路自动氩弧焊焊前清理工艺研究
格式:pdf
大小:167KB
页数:2P
4.7
采用自动氩弧焊焊接钛合金管,对钛合金管进行焊前处理,处理方式分别采用物理打磨方法和酸洗的化学方法,对获得的焊接接头进行了x射线衍射试验,通过对比得出合适的钛合金管焊前处理工艺方案。结果表明:采用酸洗工艺进行的焊前清理能够将钛合金管内外表面的氧化层及油污清理干净,从而解决了钛合金管焊缝气孔超标的问题。
双丝间接电弧氩弧焊的熔滴过渡
格式:pdf
大小:880KB
页数:4P
3
双丝间接电弧氩弧焊的熔滴过渡——采用氙灯背光高速摄像系统及示波器对双丝间接电弧氩气保护焊的熔滴过渡及其对应的电压、电流波形进行了研究。结果表明,双丝间接电弧氩弧焊焊接电流与电弧电压的不同匹配选择,熔滴具有短路过渡、大滴过渡、混合过渡、射滴过渡...
双电极钛钙型碳钢焊条焊芯间距对焊接工艺及电弧形态的影响
格式:pdf
大小:192KB
页数:3P
3
双电极钛钙型碳钢焊条焊芯间距对焊接工艺及电弧形态的影响——采用平板堆焊的方法及高速摄像系统,研究了双电极钛钙型碳钢焊条的焊芯间距对焊接工艺和电弧形态的影响。结果表明,双电极钛钙型碳钢焊条的焊芯间距是影响电弧电压的最重要因素。在焊接过程中,调节...
双电极钛钙型碳钢焊条焊芯间距对焊接工艺及电弧形态的影响 双电极钛钙型碳钢焊条焊芯间距对焊接工艺及电弧形态的影响
格式:pdf
大小:393KB
页数:3P
4.4
采用平板堆焊的方法及高速摄像系统,研究了双电极钛钙型碳钢焊条的焊芯间距对焊接工艺和电弧形态的影响。结果表明,双电极钛钙型碳钢焊条的焊芯间距是影响电弧电压的最重要因素。在焊接过程中,调节双电极焊条与工件间距对电弧电压的影响很小;随着焊芯间距的增大,电弧电压升高,焊条套筒形状由两边尖、中间凹逐渐变为两边凹、中间凸的形状,焊接电弧由小而集中变为大而分散。对于药皮质量系数为45.6%、直径为4mm的双电极钛钙型碳钢焊条(双焊芯),在电流为200a的条件下,当焊芯间距为1.2~1.7mm时焊缝成形较好。
单组分氟化物对钛合金氩弧焊电弧形态影响相关
文辑推荐
知识推荐
百科推荐


职位:现场施工员
擅长专业:土建 安装 装饰 市政 园林


