

低压铸造超大型高负荷船用铝活塞的工艺研究
格式:pdf
大小:166KB
页数:2P
人气 :55
 4.7
4.7
在分析了STOCK TM410超大型高负荷船用铝活塞的结构和性能要求后,对低压铸造模具及工艺,特别是对镶铸耐磨镶圈和内冷油管过程采用特殊的工艺措施进行了研究.确定了合适的低压铸造工艺参数,保证了活塞性能要求.



大型Al-Si活塞低压铸造工艺研究
论述了大型al-si活塞的低压铸造工艺,包括铝液的浇注温度、模具温度、模具的冷却与涂料以及活塞的浇注工艺。以缸径为300mm的活塞为例,在浇注温度为640℃、充型压力为0.025mpa、充型速度为0.4m/s、结晶压力为0.22~0.25mpa、结晶时间为13~14min的工艺条件下,其生产效率和产品品质均达到批量生产的要求。
 某大型铝铸件的低压铸造
某大型铝铸件的低压铸造 某大型铝铸件的低压铸造
介绍了大型铝铸件低压铸造技术,采用树脂砂制芯、组芯,选用合理的工艺参数,充分利用机械设备,并且设计和制造金属工装,提高了生产效率,减轻了工人劳动强度,铸件的良品率大幅提升。
编辑推荐下载
低压铸造机设计-低压铸造机 (2)
格式:pdf
大小:808KB
页数:22P
4.5
-1- 1前言 1.1低压铸造机的发展趋势及研究状况 低压铸造最早由英国人e.f.lake于1910年提出并申请专利。其目的是解决 重力铸造中浇注系统充型和补缩的矛盾。在重力铸造中为了充型平稳,避免气孔、夹 渣。一般都采用底铸式,因此铸型内温度场分布不利于冒口补缩。低压铸造则巧妙地 利用坩埚内气压,将金属液由下而上充填铸型,在低气压下保持下浇道与补缩通道合 二为一,始终维持铸型温度梯度与压力梯度的一致性,从而解决了重力铸造中充型平 稳性与补缩的矛盾,而且使铸件品质大大提高。低压铸造由于有较高的补缩压力和温 度梯度,有效地提高了厚大断面铸件的致密性。这一技术至今仍被应用于厚大断面铸 件的铸造。 铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约 在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的
低压铸造机设计-低压铸造机
格式:pdf
大小:808KB
页数:22P
4.8
-1- 1前言 1.1低压铸造机的发展趋势及研究状况 低压铸造最早由英国人e.f.lake于1910年提出并申请专利。其目的是解决 重力铸造中浇注系统充型和补缩的矛盾。在重力铸造中为了充型平稳,避免气孔、夹 渣。一般都采用底铸式,因此铸型内温度场分布不利于冒口补缩。低压铸造则巧妙地 利用坩埚内气压,将金属液由下而上充填铸型,在低气压下保持下浇道与补缩通道合 二为一,始终维持铸型温度梯度与压力梯度的一致性,从而解决了重力铸造中充型平 稳性与补缩的矛盾,而且使铸件品质大大提高。低压铸造由于有较高的补缩压力和温 度梯度,有效地提高了厚大断面铸件的致密性。这一技术至今仍被应用于厚大断面铸 件的铸造。 铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约 在公元前1700~前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的
低压铸造超大型高负荷船用铝活塞工艺热门文档

大型薄壁铝合金铸件的低压铸造工艺设计
格式:pdf
大小:846KB
页数:3P
4.7
针对航天各型号结构用大型薄壁铝合金铸件的结构特点和内部质量要求,结合低压铸造的工艺要求和生产实践,从加工余量和铸造斜度、浇注系统、冷铁结构、排气结构和冒口的设计等方面进行了分析和总结,特别是提出了缝隙式内浇道上端设置暗冒口的工艺设计,有效地改进了铸件的内部质量。

大型铝合金薄壁件低压铸造工艺模拟
格式:pdf
大小:544KB
页数:4P
4.6
采用有限元模拟仿真软件结合正交实验方法,对铝合金汽车座椅骨架低压铸造工艺进行数值模拟,研究了低压铸造工艺参数对铸件缩松缩孔、充型及凝固规律的影响。模拟结果表明,当浇注温度为720℃、充型加压速率为920pa/s及模具预热温度为380℃时为最佳工艺参数,铸件缩孔孔隙率最小,且成形质量最佳。

大型铝合金薄壁件低压铸造工艺研究
格式:pdf
大小:251KB
页数:4P
4.3
采用有限元模拟仿真软件结合正交试验方法,对铝合金汽车座椅骨架低压铸造工艺进行数值模拟,研究了低压铸造加压工艺参数对铸件缩松、缩孔、充型及凝固规律的影响。结果表明,当充型时间为1.5s、增压压力为7kpa及保压时间为100s时,铸件缩孔、缩松率最小,且成形质量最佳。
用焦炭炉低压铸造大型铜合金铸件的工艺研究
格式:pdf
大小:824KB
页数:4P
4.7
通过采用焦炭炉低压铸造的方法生产砂型铜合金铸件的实践——用掺铁丸的砂子做厚壁处的面砂,以加速冷却,用石棉密封垫把升液管与铸型分隔开,以防升液管与铸型冻在一起,用热电偶测温表的温度变化来确定保压延时,水平串铸既可使中小件也能在焦炭炉低压铸造机上进行大批量生产,也又大大地提高了生产效率。
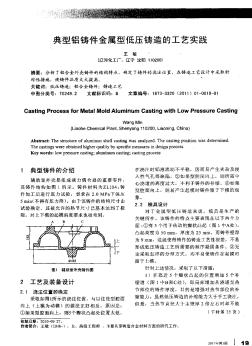
典型铝铸件金属型低压铸造的工艺实践
格式:pdf
大小:132KB
页数:2P
4.4
分析了铝合金外壳铸件的结构特点,确定了铸件的浇注位置,在铸造工艺设计中采取针对性措施,使铸件品质大大提高.
低压铸造超大型高负荷船用铝活塞工艺精华文档
盘类铝合金铸件低压铸造工艺优化 盘类铝合金铸件低压铸造工艺优化
格式:pdf
大小:599KB
页数:4P
4.6
通过改善合金充型及凝固条件,对铝合金盘类铸件低压铸造工艺方案进行优化,消除了铸件表面类似“折叠”缺陷,获得了品质优良的铸件。

铝合金涡轮低压铸造工艺的改进
格式:pdf
大小:121KB
页数:2P
4.6
铝合金涡轮是铁路机车上的重要配件,其零件如图1所示。铸件重为42kg,结构复杂,要求在0.5mpa压力下进行水压试验,保压5min不许有任何泄漏。此铸件壁厚不均匀,薄壁处的叶片3.4mm,厚壁处70~90mm,叶片不能有冷隔、缺肉、相互串通等缺陷,增加了铸造生产的难度。对这种高气密性的要求,决定了铸件内部不得有任何影响气密性的砂眼、气孔、缩孔和缩松等铸造缺陷。铝合金涡轮铸件是采用树脂砂砂芯、金属型低压铸造工艺生产的,以往在生产过程中由于工艺
压铸式低压铸造工艺过程与工装设备
格式:pdf
大小:121KB
页数:1P
4.4
低压铸造工艺由于具有平稳底注充型、低压力下结晶的特点,对于易氧化合金,能获得高质量、高合格率的铸件,并能提高金属液体利用率,因而在有
低压铸造大型壁厚不均铸件缩松的解决 低压铸造大型壁厚不均铸件缩松的解决
格式:pdf
大小:331KB
页数:4P
4.6
针对平均壁厚为6mm而壁厚差较大的低压大型铸件生产过程中存在的缩松缺陷进行了分析,采用改进铸造工艺促使铸件实现顺序凝固,在易出现缺陷处采取激冷、增加冷铁等办法,解决了低压铸造大型铝合金件高压电器基座生产过程中出现的缩松问题,提高了产品品质。为大型壁厚不均铸件的低压铸造生产提供了可借鉴的有效途径。
低压铸造超大型高负荷船用铝活塞工艺最新文档
低压铸造大型壁厚不均铸件缩松的解决 低压铸造大型壁厚不均铸件缩松的解决
格式:pdf
大小:800KB
页数:4P
4.6
采用改进铸造工艺促使铸件实现顺序凝固,在易出现缺陷处采取喷水激冷、增加冷铁和冷铜等措施,解决了平均壁厚为6mm、壁厚差较大的低压铸造高压电器基座大型铝合金铸件生产过程中出现的缩松问题,提高了铸件品质,为大型壁厚不均铸件的低压铸造生产提供了借鉴。
519法兰铝铸件的低压铸造 519法兰铝铸件的低压铸造
格式:pdf
大小:310KB
页数:3P
4.3
519法兰壳体是大型回转体结构的气密性铸件,其外形尺寸为680mm×364mm,通过低压铸造的生产实践表明,在模具温度为300~350℃,充型压力为0.3mpa,充型时间为20s,保压压力为0.8mpa,保压时间为120s的条件下,可生产出优良铸件,工艺出品率由砂型铸造的50%提高到75%以上,铸件一次气密性检漏合格率达98%以上。由于铸件加工量比砂型铸造工艺减少了5%以上,铸件质量由52kg降低到36kg,每件减轻了16kg,仅此项每年可节约30万元。
铝合金低压铸造数字化车间设计 铝合金低压铸造数字化车间设计
格式:pdf
大小:689KB
页数:3P
4.7
低压铸造工艺已用于生产汽车发动机铝合金缸体缸盖。论文对国家智能制造装备发展专项《年产45万件汽车发动机铝合金缸盖缸体低压铸造数字化车间》实施的任务、车间总体布局、主要工艺方案及相关节能、环保措施进行分析总结,以供相似项目设计参考。
铝合金低压铸造KBE系统知识数据库设计 铝合金低压铸造KBE系统知识数据库设计
格式:pdf
大小:156KB
页数:未知
4.3
本文采用模块化的思想,研究和设计了铝合金低压铸造kbe(knowledge-basedengineering)系统的知识数据库的结构,将其分为三个模块:显性知识子模块、三维实体子模块、规则知识子模块。阐述了知识的表示形式。
铝合金低压铸造过程的模拟 铝合金低压铸造过程的模拟
格式:pdf
大小:672KB
页数:5P
4.8
以汽车轮毂为例,运用anycasting铸造模拟软件开展低压铸造数值模拟研究。模拟结果显示,铸造模拟软件能有效模拟铸件充型和凝固产生的过程,并准确预测铝合金低压铸造充型和凝固过程中汽车轮辐和轮毂产生缺陷的位置。针对凝固过程中缩松缩孔缺陷,设计了汽车轮毂风冷系统,消除了轮毂的缩松缩孔现象,提高了铸造铝合金轮毂的质量。
铝合金减震筒低压铸造应用研究 铝合金减震筒低压铸造应用研究
格式:pdf
大小:135KB
页数:未知
4.6
为探讨低压铸造在铝合金减震筒铸造中的应用,以铝合金摩托车减震筒为例,对低压铸造实施过程和铸造结果进行分析。结果表明:低压铸造用于铝合金减震筒铸造,能够减少减震筒铸件的质量缺陷,有助于提高铝合金减震器铸造质量。
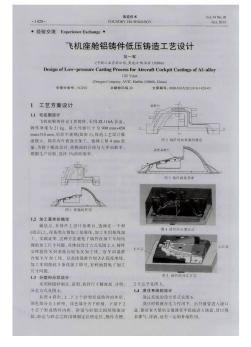
飞机座舱铝铸件低压铸造工艺设计
格式:pdf
大小:720KB
页数:2P
4.7
1工艺方案设计1.1毛坯图设计飞机座舱铸件是i类铸件,采用zl116a合金,铸件净重为21kg,最大外廓尺寸为900mm×450mm×310mm,形状不规则(如图1),铸造工艺设计难度较大。铸件内外表面全加工,整体上留4mm余量,为便于模具设计,将侧面的台阶与大平面取平。根据生产经验,选择1%的收缩率。
基于机械振动的铝合金低压铸造工艺研究 基于机械振动的铝合金低压铸造工艺研究
格式:pdf
大小:511KB
页数:3P
4.7
研究了铝合金低压铸造凝固过程中机械振动频率和时间对zl101铝合金组织、综合力学性能的影响。结果表明:机械振动使铝合金的组织更加均匀细化;机械振动频率和时间均能影响铸件的力学性能,且机械振动频率影响要大于机械振动时间。当机械振动频率为50hz、振动时间为60s时,铸件的抗拉强度和伸长率最大,分别为224.8mpa和3.9%;当机械振动时间为60s时,振动频率从30hz提高到50hz,铸件的抗拉强度和伸长率分别提高了25.59%和20.0%。
双升液管在低压铸造工艺中的应用
格式:pdf
大小:132KB
页数:2P
4.8
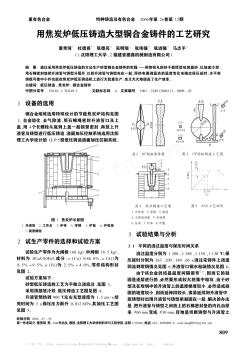
三峡工程所需sf6气体绝缘高压电器产品用铸造壳体,相当一部分为回转体复合结构铸件,重量在40kg以上,主体壁厚在15mm左右,连接法兰厚度约为30~50mm,局部厚度达60mm,壁厚变化较大,并伴有各种高质量要求的凸台、法兰密封面(槽),结构形状较为复杂,长期承受0.7mpa的sf6气体工作压力,属复杂耐压薄壁零件。根据国外先进经验,采用金属型低压铸造工艺方法,可有效消除铸件针孔缺陷,提高外观形状质量[1,2]。但由于该类铸件较目前国内金
低压铸造超大型高负荷船用铝活塞工艺相关
文辑推荐
知识推荐
百科推荐


职位:施工员
擅长专业:土建 安装 装饰 市政 园林


