

东亚纸业建设工程热电站焊接施工技术交底
格式:pdf
大小:183KB
页数:8P
人气 :84
 4.7
4.7
the party. F ocus on honesty a nd se lf-discipli ne sta ndar ds of "four clea n" "four consciousness", hold t he work principle a nd vari ous vi olations of party disci pline punishment ... 2. series spoke. To XI on ruling a cting political XI General Se cretary serie s importa nt spe ech reading (2016 version) XI General Se cretary importa nt speech article s sele cted (leaders readi ng) and out



东亚纸业建设工程热电站焊接施工技术交底
广西建工集团第一安装有限公司 施工交底记录表 管理0300115 编号 工程名称 东亚纸业年产6万吨 文化用纸项目 单位工程名称 热电站锅炉安装 (焊接技术) 交底组织单位项目管理科交底时间2006年11月13日 交 底 内 容 一、编制依据 1、《蒸汽锅炉安全技术监察规程》1996: 2、《电力建设施工及验收技术规范》(管道篇dl5031-94) 3、《电力建设施工及验收技术规范》(焊接篇dl5007-92) 4、《施工现场临时用电安全技术规范》jbj46-88 5、《钢结构工程施工及验收规范》(gb50205-95) 6、《锅炉受压元件焊接接头力学性能试验方法》(jb/t1614-94) 7、《钢焊缝手工超声波探伤方法和探伤结果分析》gb11345 8、《承压设备无损检测》(jb4730-2005) 二、主要设备简介 1、锅炉参数 锅

焊接施工技术交底
施工技术交底记录 工程名称:施工单位:编号: 项目技术负责人:项目专业施工员:项目专业质量检查员: 专业班组长:交底时间:年月日交底地址:项目部办公室 交底内容 1、交底分部(子分部)、分项工程名称:钢筋焊接工程技术交底 2、交底执行标准名称及编号: 3、交底内容摘要: 一、钢筋闪光对焊方案 (一)工程概况 本工程中基础底板筋、基础联系梁、框架梁、现浇板、中≥16mm的通长筋均采用闪光对焊,对焊钢 筋种类为¢12~¢25的iii级建筑热轧钢筋。 (二)施工准备 1、材料及主要机具: (1)钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书复试报告单。进口钢筋还应有化学 复试单,其化学成分应满足焊接要求,并应有可焊性试验。 (2)主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压 机、水源、除锈机或钢丝刷、冷拉调制作业
编辑推荐下载
钢筋焊接施工技术交底
格式:pdf
大小:66KB
页数:5P
4.3
施工技术交底记录 编号: 建设单位监理单位 单位工程名称 分部分项工程名称施工单位 一、电弧焊 (一)施工前准备 1.作业条件 (1)焊工必须持证上岗。 (2)作业现场要有安全防护、防火等措施,防止发生触电、火灾、中毒及烧伤等事故。 (3)正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规格的钢筋各焊3 个模拟试件,做拉伸试验,经试验合格后,方可参加施工作业。 2.材料要求 (1)钢筋:钢筋的级别、规格必须符合设计要求,有产品合格证、出厂检测报告和进场 复验报告。进口钢筋还应做化学试验及可焊性试验,结果符合要求。钢筋表面应清洁无裂纹、 老锈和油污。 (2)焊条:焊条的牌号应符合设计要求。如设计无规定时,应符合表1.1的要求: 表1.1 钢筋级别搭接焊、帮条焊坡口焊 ⅰe4303e4303 ⅱe4303e5303 ⅲe5003e550
钢结构焊接施工技术交底
格式:pdf
大小:111KB
页数:8P
4.4
技术交底单 施工单位:日期:年月日 建设单位单位工程名称新建生产车间项目厂房 工程部位钢结构焊接施工接受交底人 交 底 内 容 一、施工准备 1、材料质量要求 (1)建筑钢结构用钢材及焊接填充材料的选用应符合设计图的要求,并应具有钢厂和焊接材料厂 出具的质量证明书或检验报告;其化学成分、力学性能和其它质量要求必须符合国家行规标准规 定。当采用其它钢材和焊接材料替代设计选用的材料时,必须经原设计单位同意。 (2)钢材的成分、性能复验应符合国家现行有关工程质量验收标准的规定;大型、重型及特殊钢 结构的主要焊缝采用的焊接填充材料应按生产批号进行复验。复验应由国家技术质量监督部门认 可的质量监督机构进行。 (3)焊接t性、十字形、角接接头,当其翼缘板厚度等于或大于40mm时,设计宜采用抗层状 撕裂的钢板。钢材的厚度方向性能级别应根据工程的结构类型、节点形式及板厚
东亚纸业建设工程热电站焊接施工技术交底热门文档

桩帽焊接施工技术交底
格式:pdf
大小:14KB
页数:1P
4.8
施工技术交底 工程名称中国航天科工集团第三研究院668工程办公楼和研发中心 施工单位长业建设集团有限公司 交底内容桩顶锚筋焊接交底日期 交底内容: 工艺流程:检查设备→选择焊接参数→试焊、做模拟试体、送试并确定焊接参数→ 施焊 1、检查电源、焊机及工具。焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。 2、选择焊接参数。根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条直径、 焊接层数和焊接电流,保证焊缝与钢筋熔合良好。 3、试焊、做模拟试体。在每批钢筋正式焊接前,应焊接3个模拟试体做拉力试验,经 试验合格后,方可按选择的焊接参数成批生产,。 4、施焊操作: 1)引弧:引弧应帮条上进行,防止烧伤主筋,引弧应在帮条的一端开始。 2)定位:焊接时应先焊定位点再施焊,桩顶锚筋焊接在桩帽与锚筋之间定位固定,定 位焊缝应离锚筋端部20mm以上。 3)运条:运条时的直线前进、横向
钢筋焊接施工技术交底
格式:pdf
大小:95KB
页数:11P
4.7
钢筋焊接施工技术交底 一、工程概况 成都军区1055工程为现浇结构;本工程在施工过程中梁钢筋的直径>φ 14mm时,钢筋接头采用闪光对焊,框架柱钢筋采用电渣压力焊,梁上部通长钢 筋采用电弧焊。梁柱钢筋直径≥25mm,采用机械连接。 二、施工准备 2.1人员准备 2.1.1钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作。 2.1.2根据施工计划,每层钢筋量约为40~50t,因此钢筋作业班组劳动力主体施 工不应少于25人,基础施工不应少于15人。 2.2机具准备 2.2.1钢筋制作,焊接等机电工具根据本工程特点需配置数量详下表 施工机具需用量表 序号机具名称数量功率进场时间 1对焊机1100kv.a 2切断机12.2kw 3弯曲机12.2kw 4卷杨机17.5kw 5电焊机122kv.a 2.2.2对焊机及配套装置
钢结构手工电弧焊焊接施工技术交底
格式:pdf
大小:54KB
页数:4P
4.6
工程名称交底部位 工程编号日期 交底内容: 钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。 严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢 结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱 性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条 保温桶、钢丝刷、石棉布、测温计等。 2.2
热力管网焊接施工技术交底大全 (2)
格式:pdf
大小:481KB
页数:11P
4.5
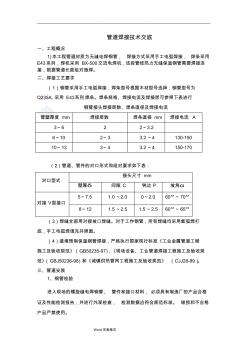
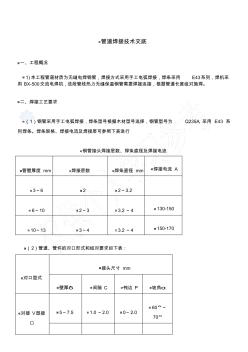
.. word完美格式 管道焊接技术交底 一、工程概况 1)本工程管道材质为无缝电焊钢管,焊接方式采用手工电弧焊接,焊条采用 e43系列,焊机采用bx-500交流电焊机,该段管线热力无缝保温钢管需要焊接连 接,根据管道长度组对施焊。 二、焊接工艺要求 (1)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为 q235a,采用e43系列焊条。焊条规格、焊接电流及焊接层可参照下表进行 钢管接头焊接层数、焊条直径及焊接电流 管壁厚度mm焊接层数焊条直径mm焊接电流a 3~622~3.2 6~102~33.2~4130-150 10~133~43.2~4150-170 (2)管道、管件的对口形式和组对要求如下表: 对口型式 接头尺寸mm 壁厚δ间隙c钝边p坡角α 对接v型接口 5~7.51.0~2.00~2.06

热力管网焊接施工技术交底记录大全
格式:pdf
大小:487KB
页数:14P
4.4
管道焊接技术交底 一、工程概况 1)本工程管道材质为无缝电焊钢管,焊接方式采用手工电弧焊接,焊条采用 e43系列,焊机采用bx-500交流电焊机,该段管线热力无缝保温钢管需要焊接 连接,根据管道长度组对施焊。 二、焊接工艺要求 (1)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为 q235a,采用e43系列焊条。焊条规格、焊接电流及焊接层可参照下表进行 钢管接头焊接层数、焊条直径及焊接电流 管壁厚度mm焊接层数焊条直径mm焊接电流a 3~622~3.2 6~102~33.2~4130-150 10~133~43.2~4150-170 (2)管道、管件的对口形式和组对要求如下表: 对口型式 接头尺寸mm 壁厚δ间隙c钝边p坡角α 对接v型接 口 5~7.51.0~2.00~2.060°~70° 8~12
东亚纸业建设工程热电站焊接施工技术交底精华文档
热力管网焊接施工技术交底
格式:pdf
大小:476KB
页数:11P
4.5
管道焊接技术交底 一、工程概况 1)本工程管道材质为无缝电焊钢管,焊接方式采用手工电弧焊接,焊条采用 e43系列,焊机采用bx-500交流电焊机,该段管线热力无缝保温钢管需要焊接连 接,根据管道长度组对施焊。 二、焊接工艺要求 (1)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为 q235a,采用e43系列焊条。焊条规格、焊接电流及焊接层可参照下表进行 钢管接头焊接层数、焊条直径及焊接电流 管壁厚度mm焊接层数焊条直径mm焊接电流a 3~622~3.2 6~102~33.2~4130-150 10~133~43.2~4150-170 (2)管道、管件的对口形式和组对要求如下表: 对口型式 接头尺寸mm 壁厚δ间隙c钝边p坡角α 对接v型接口 5~7.51.0~2.00~2.060°~70° 8~121.5~
热力管网焊接施工技术交底
格式:pdf
大小:711KB
页数:12P
4.8
袃管道焊接技术交底 薂一、工程概况 螁1)本工程管道材质为无缝电焊钢管,焊接方式采用手工电弧焊接,焊条采用e43系列,焊机采 用bx-500交流电焊机,该段管线热力无缝保温钢管需要焊接连接,根据管道长度组对施焊。 羇二、焊接工艺要求 袆(1)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为q235a,采用e43系 列焊条。焊条规格、焊接电流及焊接层可参照下表进行 蚂钢管接头焊接层数、焊条直径及焊接电流 羈管壁厚度mm虿焊接层数蚅焊条直径mm螂焊接电流a 荿3~6膆2莄2~3.2 袂6~10螀2~3袈3.2~4蒆130-150 袂10~13膀3~4芆3.2~4膅150-170 羂(2)管道、管件的对口形式和组对要求如下表: 薁对口型式 羈接头尺寸mm 羄壁厚δ肂间隙c蚈钝边p蒆坡角α 螃对接v型接 口 膁5~7.5
热力管网焊接施工技术交底大全
格式:pdf
大小:481KB
页数:11P
4.5
.. word完美格式 管道焊接技术交底 一、工程概况 1)本工程管道材质为无缝电焊钢管,焊接方式采用手工电弧焊接,焊条采用 e43系列,焊机采用bx-500交流电焊机,该段管线热力无缝保温钢管需要焊接连 接,根据管道长度组对施焊。 二、焊接工艺要求 (1)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为 q235a,采用e43系列焊条。焊条规格、焊接电流及焊接层可参照下表进行 钢管接头焊接层数、焊条直径及焊接电流 管壁厚度mm焊接层数焊条直径mm焊接电流a 3~622~3.2 6~102~33.2~4130-150 10~133~43.2~4150-170 (2)管道、管件的对口形式和组对要求如下表: 对口型式 接头尺寸mm 壁厚δ间隙c钝边p坡角α 对接v型接口 5~7.51.0~2.00~2.06
热力管网焊接施工技术交底 (2)
格式:pdf
大小:711KB
页数:12P
4.5
袃管道焊接技术交底 薂一、工程概况 螁1)本工程管道材质为无缝电焊钢管,焊接方式采用手工电弧焊接,焊条采用e43系列,焊机采 用bx-500交流电焊机,该段管线热力无缝保温钢管需要焊接连接,根据管道长度组对施焊。 羇二、焊接工艺要求 袆(1)钢管采用手工电弧焊接,焊条型号根据木材型号选择,钢管型号为q235a,采用e43系 列焊条。焊条规格、焊接电流及焊接层可参照下表进行 蚂钢管接头焊接层数、焊条直径及焊接电流 羈管壁厚度mm虿焊接层数蚅焊条直径mm螂焊接电流a 荿3~6膆2莄2~3.2 袂6~10螀2~3袈3.2~4蒆130-150 袂10~13膀3~4芆3.2~4膅150-170 羂(2)管道、管件的对口形式和组对要求如下表: 薁对口型式 羈接头尺寸mm 羄壁厚δ肂间隙c蚈钝边p蒆坡角α 螃对接v型接 口 膁5~7.5
钢筋闪光对焊焊接施工技术交底
格式:pdf
大小:49KB
页数:4P
4.4
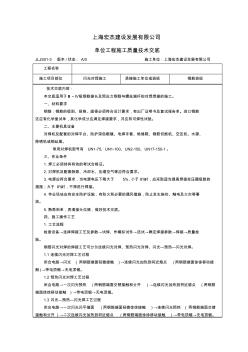
上海宏杰建设发展有限公司 单位工程施工质量技术交底 jljs01-3版本/状态:a/0施工单位:上海宏杰建设发展有限公司 工程名称 施工项目部位闪光对焊施工承接施工单位或班组钢筋班组 技术交底内容: 本交底适用于ⅰ~ⅳ级钢筋接长及预应力钢筋与螺丝端杆的对焊焊接的施工。 一、材料要求 钢筋:钢筋的级别、规格、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋 还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 二、主要机具设备 对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、 除锈机或钢丝刷。 常用对焊机型号有un1-75、un1-100、un2-150、un17-150-1。 三、作业条件 1.焊工必须持有有效的考试合格证。 2.对焊机及配套装臵、冷却水、压缩空气等应符合
东亚纸业建设工程热电站焊接施工技术交底最新文档
钢筋加工、连接、绑扎、焊接施工技术交底
格式:pdf
大小:337KB
页数:12P
4.4
北新·御龙湾i期三街区b组团 钢筋加工、连接、绑扎、焊接施工技术交底 编制: 审批: 湖南北新天际建设工程有限公司 重庆合川项目部 2017年10月18日 钢筋制作技术交底 1、由钢筋班组专业技术人员按施工图纸及相关规范要求翻样、出钢筋下料单, 钢筋下料单经项目技术人员审核后,方可进行下料。钢筋制作应根据工程进展的 需要情况,先绑扎的先加工。加工好的钢筋分类堆放,先用的钢筋堆在上面,减 少不必要的二次搬运。 2、钢筋下料单的开具,必须严格按设计图纸进行计算,并结合现场实际情况 进行调整。特别是对于收头的柱、剪力墙钢筋,在按图计算钢筋下料长度的基础 上,必须到现场实测已完成钢筋的长度,根据实测数据适当调整钢筋下料长度, 避免出现钢筋长度不足或钢筋过长的现象。 3、钢筋制作加工前,先检查钢筋表面是否洁净,粘着的油污、泥土、浮锈使 用前必须清理干净。 4、钢筋调直后,不得有局部弯
钢筋焊接施工技术交底 (2)
格式:pdf
大小:96KB
页数:12P
4.5
1 钢筋焊接施工技术交底 一、工程概况 成都军区1055工程为现浇结构;本工程在施工过程中梁钢筋的直径>φ 14mm时,钢筋接头采用闪光对焊,框架柱钢筋采用电渣压力焊,梁上部通长钢 筋采用电弧焊。梁柱钢筋直径≥25mm,采用机械连接。 二、施工准备 2.1人员准备 2.1.1钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作。 2.1.2根据施工计划,每层钢筋量约为40~50t,因此钢筋作业班组劳动力主体施 工不应少于25人,基础施工不应少于15人。 2.2机具准备 2.2.1钢筋制作,焊接等机电工具根据本工程特点需配置数量详下表 施工机具需用量表 序号机具名称数量功率进场时间 1对焊机1100kv.a 2切断机12.2kw 3弯曲机12.2kw 4卷杨机17.5kw 5电焊机122kv.a 2.2.2对焊机及配
002-墙面钢架焊接施工技术交底
格式:pdf
大小:162KB
页数:6P
4.3
1 本表由施工单位填写。 技术交底记录 表c2-1 资料编号 工程名称 乌江古村落保护与旅游扶贫开发项目 ——作坊区 交底日期 施工单位上海能恩建筑工程有限公司分项工程名称钢架焊接工程 交底提要室内钢架焊接施工技术交底 交底内容: 一、适用范围 二、施工准备 1、各项材料均按设计要求配备齐全,并已经过进场检查和复验。 2、材料准备 主要材料:40×60×4热镀锌方管、50×100×4热镀锌方管,l50×50×5热镀锌角钢、预埋件、膨胀 螺栓等。 3、机具准备 主要机具:主要机具包括:石机、台钻、电锤、电焊机、扳手、靠尺、水平尺、盒尺、墨斗、锤子等。 三、作业条件 1、结构经验收合格,水、电、通风、设备等应提前完成,并准备好现场加工饰面板所需的水、电源等。 2、脚手架和操作平台提前支搭好,宜选用双排架子,脚手架距墙间隙满足安全规定的要求,同时宜留出 施工操
![[精品]墙面钢架焊接施工技术交底](https://files.zjtcn.com/group1/M00/2F/EC/CgoBZ2AczhaAHuQRAAA7i6GeThE655.jpg)
[精品]墙面钢架焊接施工技术交底
格式:pdf
大小:162KB
页数:6P
4.6
本表由施工单位填写。 技术交底记录 表c2-1 资料编号 工程名称交底日期 施工单位苏州金螳螂建筑装饰股份有限公司分项工程名称钢架焊接工程 交底提要室内石材钢架焊接施工技术交底 交底内容: 一、适用范围 二、施工准备 1、各项材料均按设计要求配备齐全,并已经过进场检查和复验。 2、材料准备 主要材料:40×60×4热镀锌方管、50×100×4热镀锌方管,l50×50×5热镀锌角钢、预埋件、膨胀 螺栓等。 3、机具准备 主要机具:主要机具包括:石机、台钻、电锤、电焊机、扳手、靠尺、水平尺、盒尺、墨斗、锤子等。 三、作业条件 1、结构经验收合格,水、电、通风、设备等应提前完成,并准备好现场加工饰面板所需的水、电源等。 2、脚手架和操作平台提前支搭好,宜选用双排架子,脚手架距墙间隙满足安全规定的要求,同时宜留出 施工操作空间,架子的步高要符合施工要求。 3、钢
钢筋焊接施工技术交底 (4)
格式:pdf
大小:95KB
页数:12P
4.6
1 钢筋焊接施工技术交底 一、工程概况 成都军区1055工程为现浇结构;本工程在施工过程中梁钢筋的直径>φ 14mm时,钢筋接头采用闪光对焊,框架柱钢筋采用电渣压力焊,梁上部通长钢 筋采用电弧焊。梁柱钢筋直径≥25mm,采用机械连接。 二、施工准备 2.1人员准备 2.1.1钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作。 2.1.2根据施工计划,每层钢筋量约为40~50t,因此钢筋作业班组劳动力主体施 工不应少于25人,基础施工不应少于15人。 2.2机具准备 2.2.1钢筋制作,焊接等机电工具根据本工程特点需配置数量详下表 施工机具需用量表 序号机具名称数量功率进场时间 1对焊机1100kv.a 2切断机12.2kw 3弯曲机12.2kw 4卷杨机17.5kw 5电焊机122kv.a 2.2.2对焊机及配套
钢筋焊接施工技术交底(1)
格式:pdf
大小:95KB
页数:12P
4.6
1 钢筋焊接施工技术交底 一、工程概况 成都军区1055工程为现浇结构;本工程在施工过程中梁钢筋的直径>φ 14mm时,钢筋接头采用闪光对焊,框架柱钢筋采用电渣压力焊,梁上部通长钢 筋采用电弧焊。梁柱钢筋直径≥25mm,采用机械连接。 二、施工准备 2.1人员准备 2.1.1钢筋焊接施工的焊工必须持有焊工考试合格证,才能上岗操作。 2.1.2根据施工计划,每层钢筋量约为40~50t,因此钢筋作业班组劳动力主体施 工不应少于25人,基础施工不应少于15人。 2.2机具准备 2.2.1钢筋制作,焊接等机电工具根据本工程特点需配置数量详下表 施工机具需用量表 序号机具名称数量功率进场时间 1对焊机1100kv.a 2切断机12.2kw 3弯曲机12.2kw 4卷杨机17.5kw 5电焊机122kv.a 2.2.2对焊机及配套

钢筋焊接施工技术交底 (2)
格式:pdf
大小:66KB
页数:5P
4.5
施工技术交底记录 编号: 建设单位监理单位 单位工程名称 分部分项工程名称施工单位 一、电弧焊 (一)施工前准备 1.作业条件 (1)焊工必须持证上岗。 (2)作业现场要有安全防护、防火等措施,防止发生触电、火灾、中毒及烧伤等事故。 (3)正式焊接前,各个电焊工应对其在工程中准备进行电弧焊的主要规格的钢筋各焊3 个模拟试件,做拉伸试验,经试验合格后,方可参加施工作业。 2.材料要求 (1)钢筋:钢筋的级别、规格必须符合设计要求,有产品合格证、出厂检测报告和进场 复验报告。进口钢筋还应做化学试验及可焊性试验,结果符合要求。钢筋表面应清洁无裂纹、 老锈和油污。 (2)焊条:焊条的牌号应符合设计要求。如设计无规定时,应符合表1.1的要求: 表1.1 钢筋级别搭接焊、帮条焊坡口焊 ⅰe4303e4303 ⅱe4303e5303 ⅲe5003e550
钢筋焊接施工技术交底 (3)
格式:pdf
大小:39KB
页数:3P
4.4
预制箱梁施工技术交底书 编号: 工程名称 交底 日期 2010年7月26 交底对象预制箱梁施工队 主持人交底人接受人 预制梁厂钢筋焊接技术交底 一、有关焊接的强制性条文 1.钢筋应有出厂质量证明书或试验报告单,钢筋表面或每捆(盘)钢筋应有 标志,进场时按炉(批)号及直径分批检验,检验内容包括对标志,外观 检查,并抽取试样作力学性能试验,合格后方可使用。 2.钢筋焊接前,必须先进行试焊,合格后方可施焊;焊工必须有焊工证,并 在规定的范围内进行焊接操作。 3.当受力钢筋采用焊接接头时,设置在同一构件内的焊接接头应相互错开, 在任一焊接接头中心两侧长度为钢筋直径35d且不小于500mm的区段内同 一根钢筋不得有两个接头,在该区段内有接头的受力钢筋截面积受拉区不 超过50%。 4.焊接接头距钢筋弯折处,不应小于钢筋直径的10倍。 二、一般规定 1.钢筋焊
东亚纸业建设工程热电站焊接施工技术交底相关
文辑推荐
知识推荐
百科推荐


职位:建筑行业结构工程师
擅长专业:土建 安装 装饰 市政 园林


