

低压碳钢管施工 (4)
格式:pdf
大小:15KB
页数:3P
人气 :91
 4.8
4.8
低压碳钢管施工 一、施工工艺 二、焊接 低压管道的连接一般有焊接、法兰连接和螺纹连接等形式。 管件加工。 1、一般规定 ⑴低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下 条款。 ⑵外径≤ 57mm,壁厚≤ 3.5mm的碳素钢的焊接可采用乙炔焰焊接,其 余的宜采用手工电弧焊焊接。 2、管道组对 等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时, 内壁间的错边量应符合下列要求; 1)Ⅰ、Ⅱ级焊接者,应≤ 10%壁厚,且≤ 1mm; 2)Ⅲ、Ⅳ级焊缝者,应≤ 20%壁厚,且≤ 2mm; 3、坡口清理 管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧 进行清理,除去毛刺及油、漆、锈等污物,清理范围≥ 10mm。事后经外观 检查,不得发现有裂纹、夹层等缺陷。清理和检查合格的组对管口应及时 完成焊接工作。 施工准备 材料、设备及 制品检验 管道支架、紧固件 等的制作和



低压碳钢管施工
低压碳钢管施工 一、施工工艺 二、焊接 低压管道的连接一般有焊接、法兰连接和螺纹连接等形式。 管件加工。 1、一般规定 ⑴低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下 条款。 ⑵外径≤57mm,壁厚≤3.5mm的碳素钢的焊接可采用乙炔焰焊接,其 余的宜采用手工电弧焊焊接。 2、管道组对 等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时, 内壁间的错边量应符合下列要求; 1)ⅰ、ⅱ级焊接者,应≤10%壁厚,且≤1mm; 2)ⅲ、ⅳ级焊缝者,应≤20%壁厚,且≤2mm; 3、坡口清理 管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧 进行清理,除去毛刺及油、漆、锈等污物,清理范围≥10mm。事后经外观 检查,不得发现有裂纹、夹层等缺陷。清理和检查合格的组对管口应及时 完成焊接工作。 施工准备材料、设备及 制品检验 管道支架、紧固件 等的制作和
编辑推荐下载
低压碳钢管施工 (3)
格式:pdf
大小:15KB
页数:3P
4.6
低压碳钢管施工 一、施工工艺 二、焊接 低压管道的连接一般有焊接、法兰连接和螺纹连接等形式。 管件加工。 1、一般规定 ⑴低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下 条款。 ⑵外径≤57mm,壁厚≤3.5mm的碳素钢的焊接可采用乙炔焰焊接,其 余的宜采用手工电弧焊焊接。 2、管道组对 等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时, 内壁间的错边量应符合下列要求; 1)ⅰ、ⅱ级焊接者,应≤10%壁厚,且≤1mm; 2)ⅲ、ⅳ级焊缝者,应≤20%壁厚,且≤2mm; 3、坡口清理 管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧 进行清理,除去毛刺及油、漆、锈等污物,清理范围≥10mm。事后经外观 检查,不得发现有裂纹、夹层等缺陷。清理和检查合格的组对管口应及时 完成焊接工作。 施工准备材料、设备及 制品检验 管道支架、紧固件 等的制作和
低压碳钢管施工热门文档
低压碳钢管施工(20200926162336)
格式:pdf
大小:15KB
页数:3P
4.4
低压碳钢管施工 一、施工工艺 二、焊接 低压管道的连接一般有焊接、法兰连接和螺纹连接等形式。 管件加工。 1、一般规定 ⑴低压管道的焊拉接应按设计要求进行,当设计无规定时可参照以下 条款。 ⑵外径≤57mm,壁厚≤3.5mm的碳素钢的焊接可采用乙炔焰焊接,其 余的宜采用手工电弧焊焊接。 2、管道组对 等厚管子、管件间的对焊组应使其内壁平齐,当设计无明确规定时, 内壁间的错边量应符合下列要求; 1)ⅰ、ⅱ级焊接者,应≤10%壁厚,且≤1mm; 2)ⅲ、ⅳ级焊缝者,应≤20%壁厚,且≤2mm; 3、坡口清理 管口组对前,应用手提砂轮机或使用砂纸、锉刀对坡口表面及其两侧 进行清理,除去毛刺及油、漆、锈等污物,清理范围≥10mm。事后经外观 检查,不得发现有裂纹、夹层等缺陷。清理和检查合格的组对管口应及时 完成焊接工作。 施工准备材料、设备及 制品检验 管道支架、紧固件 等的制作和
碳钢管施工技术交底 (2)
格式:pdf
大小:27KB
页数:2P
4.8
第1页共1页 统表c01-3 技术交底记录 工程名称: 工程地址交底日期 施工单位分项工程名称 交底提要碳钢管道的预制、安装、压力、冲洗 交底内容: 1.施工流程 2.管道除锈、刷漆 1)管道采用钢丝刷配合粗砂布打磨管子的外表面至见金属色为止。 2)除锈完成后立即进行管道外表面涂一遍防锈漆工序。 3)打开油漆桶前,先将油漆桶在地上滚动,使桶内油漆质地均匀。然后将油漆倒入小容器调配 成合适的浓度。 4)管道两端均留出50~60mm长不刷漆,待焊接工序完成后补刷。 3.管道预制 1)管道预制应在平台上或平整的硬化预制场地进行,预制尺寸按修正的管段图进行,并留 有调整余地,保证运输和吊装条件,标上标识,敞口要及时封堵,避免污染。 2)预制组合段应有足够的刚度与强度,否则应有临时加固措施,必要时应标出吊装索具捆扎 点的位置。 3)管道切割:当管道直径≤dn15
碳钢管施工技术交底
格式:pdf
大小:27KB
页数:2P
4.5
第1页共1页 统表c01-3 技术交底记录 工程名称: 工程地址交底日期 施工单位分项工程名称 交底提要碳钢管道的预制、安装、压力、冲洗 交底内容: 1.施工流程 2.管道除锈、刷漆 1)管道采用钢丝刷配合粗砂布打磨管子的外表面至见金属色为止。 2)除锈完成后立即进行管道外表面涂一遍防锈漆工序。 3)打开油漆桶前,先将油漆桶在地上滚动,使桶内油漆质地均匀。然后将油漆倒入小容器调配 成合适的浓度。 4)管道两端均留出50~60mm长不刷漆,待焊接工序完成后补刷。 3.管道预制 1)管道预制应在平台上或平整的硬化预制场地进行,预制尺寸按修正的管段图进行,并留 有调整余地,保证运输和吊装条件,标上标识,敞口要及时封堵,避免污染。 2)预制组合段应有足够的刚度与强度,否则应有临时加固措施,必要时应标出吊装索具捆扎 点的位置。 3)管道切割:当管道直径≤dn15
碳钢管除锈
格式:pdf
大小:16KB
页数:2P
4.4
按照防腐层规范对钢管表面的要求,钢管表面处理方法: 1、清洗利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑 剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐 生产中只作为辅助手段。、 2、工具除锈主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或 翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到sa2级,动力工具除锈可达 到sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐 施工要求的锚纹深度 3、酸洗一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗, 可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清 洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污 染 4、喷(抛)射除喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转, 使钢砂、钢丸、铁丝段、

低压碳钢管施工精华文档

碳钢管材规格表
格式:pdf
大小:75KB
页数:6P
4.3
焊管 资源表(价格电议) 产品规格米重支重产品规格米重支重 φ159×4.0×1200015.29183.48φ159×6.0×1200022.64271.68 φ159×4.5×1200017.15205.80φ159×6.5×1200024.45293.68 φ159×5.0×1200018.99227.88φ159×7.0×1200026.24314.88 φ159×5.5×1200020.82249.84 φ219.1×4.5×1200023.82285.84φ224.5×4.5×1200026.63319.56 φ219.1×5.0×1200026.40316.80φ224.5×5.0×1200029.53354.36 φ219.1×5.5×1200028.97
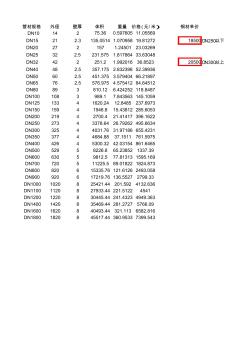
碳钢管材重量价格计算
格式:pdf
大小:9KB
页数:2P
4.8
管材规格外径壁厚体积重量价格(元/米)钢材单价 dn1014275.360.59760511.05569 dn15212.3135.05141.07095819.8127218500dn250以下 dn202721571.2450123.03269 dn25322.5231.5751.81786433.63048 dn32422251.21.99201636.852320500dn300以上 dn40482.5357.1752.83239852.39936 dn50602.5451.3753.57940466.21897 dn65762.5576.9754.57541284.64512 dn80893810.126.424252118.8487 dn1001083989.1
碳钢管的磁化及消磁
格式:pdf
大小:48KB
页数:4P
4.4
1剩磁产生原因及对焊接质量影响 在建设和修理煤气管道进行焊接作业时,有时会出现磁偏吹影响焊接过程的现象。磁 偏吹的形成是管金属中存在剩磁的结果。通常,将剩磁分为感应磁性和工艺磁性两种。感应 磁性常产生在工厂制管的环节中,如:金属熔炼、采用电磁起重机进行装卸、钢管在强磁场 中停置、用磁化法完成无损检查、钢管接近强力供电线放置等等。工艺磁性常产生在进行装 配焊接作业及采用磁性夹持器、夹具与用直流电焊接管道时,如:长时间接触与直流电源相 连的电导线,导线裸露段或者电焊钳与管子的短路等。 焊接带磁性钢管时,经常会看到电弧引燃的困难、电弧燃烧稳定性的破坏、在磁场中电 弧的偏离、液体金属和渣熔融体从焊接熔池中的溅出。为了稳定焊接过程,改善焊接接头质 量,被磁化了的钢管在焊接前要进行消磁。应该指出,被焊接的钢管要达到完全消磁是困难 的。所以,当剩磁不足于影响焊接质量时,便
碳钢管道酸洗技术
格式:pdf
大小:24KB
页数:7P
4.5
用柠檬酸循环酸洗液压碳钢管道技术 1.前言 20世纪50年代以后,工业生产向大型化、自动化方向发展,液压传动的应用已经遍及国 民经济的各个领域,成为机械行业中发展最快的技术之一。例如在攀钢的三期建设中就广泛 地采用液压传动,是因为它有一系列的优点,如液压操纵力小,在工作过程中能够进行较大 范围的无级调速,在往复和旋转运动中,可经常快速而无冲击的变速及换向,容易获得各种 复杂的动作,使机械自动化程度大大提高。 液压传动设备的安装,就是用管道把各液压设备及阀类元件,按图纸要求联系起来并予以 位置的固定。所以液压系统设备安装中除泵站设备外,大量的工作就是管道的安装,在管道 安装过程中最重要的工作,就是管道的在线循环酸洗除锈工作,特别是碳钢管道,因为锈蚀 比不锈钢管道严重,并且稍微沾水就返锈,碳钢管的除锈工序就比不锈钢管复杂很多,但因 材料价格比不锈钢管便宜很多,所以在工程上有90%
低压碳钢管施工最新文档
 碳钢管道全位置自动TIG焊
碳钢管道全位置自动TIG焊 碳钢管道全位置自动TIG焊
格式:pdf
大小:156KB
页数:4P
4.5
以20#碳钢管φ88.9×4.5管-管对接焊接为例,简述碳钢管道全位置自动tig焊的焊接工艺和操作要点。主要包括:工作条件;坡口型式的选择和加工;组对工艺参数和要求;焊接试验前的准备;分析主要工艺参数对焊缝成形的影响;根据全位置焊接过程中的受力特点,合理划分焊接区间,通过试验优化焊接工艺参数;最后按照标准进行一系列检查和试验,形成成熟的焊接工艺。
45Mn无缝钢管碳钢管
格式:pdf
大小:42KB
页数:2P
4.8
45mn无缝钢管 无缝钢管是我们生活中常用的钢管,无缝钢管具有中空截面,可以用作输送流体的管道。无 缝钢管的应用与石油、化工领域密不可分,今天小编就为大家介绍热轧无缝钢管和冷轧无缝 钢管的区别: 1、从加工工艺上来说:热轧是热加工,冷拔是冷加工。热轧是在再结晶温度以上进行 轧制,冷轧为在再结晶温度以下轧制; 2、从外观来区分:冷轧无缝钢管表面光亮,口径尺寸较小于热轧无缝钢管。热轧无缝 钢管口径较多大于冷轧无缝钢管,表面有明显的氧化皮或红锈; 3、从精度上来说:冷轧无缝钢管的精度高于热轧无缝钢管,报价一般也高于热轧无缝 钢管。 4、从用途上来区分:热轧钢管用在流体输送,机械结构等对尺寸要求不高的场合;冷 轧钢管用在仪器,液压系统,气动等要求高的地方。壁厚方面冷拔无缝管要比热轧无缝管均 匀。 以上就是无缝钢管小编为大家分享的内容,希望对大家有所帮助。如果大家有更多关于 无
碳钢管C20采购清单
格式:pdf
大小:465KB
页数:24P
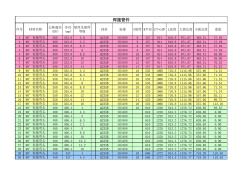
4.5
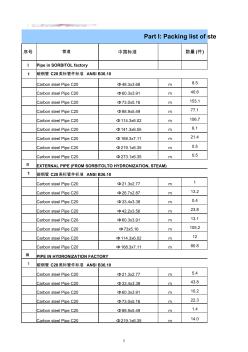
序号管道中国标准数量(件) ipipeinsorbitolfactory 1 carbonsteelpipec20ф48.3x3.68m8.5 carbonsteelpipec20ф60.3x3.91m40.6 carbonsteelpipec20ф73.0x5.16m153.1 carbonsteelpipec20ф88.9x5.49m77.1 carbonsteelpipec20ф114.3x6.02m106.7 carbonsteelpipec20ф141.3x6.55m6.1 carbonsteelpipec20ф168.3x7.11m21.4 carbonsteelpipec20ф219.1x6.35m0.5 carbonsteelpipec20ф273.1x6
碳钢管弯头
格式:pdf
大小:96KB
页数:4P
4.5
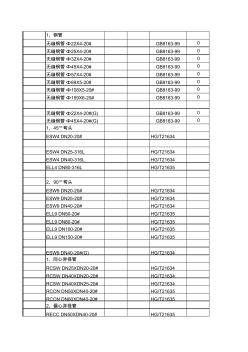
1、钢管 无缝钢管ф22x4-20#gb8163-990 无缝钢管ф25x4-20#gb8163-990 无缝钢管ф32x4-20#gb8163-990 无缝钢管ф45x4-20#gb8163-990 无缝钢管ф57x4-20#gb8163-990 无缝钢管ф89x5-20#gb8163-990 无缝钢管ф108x5-20#gb8163-990 无缝钢管ф159x6-20#gb8163-990 无缝钢管ф22x4-20#(g)gb8163-990 无缝钢管ф45x4-20#(g)gb8163-990 1、45°弯头 esw4dn20-20#hg/t21634 esw4dn25-316lhg/t21634 esw4dn40-316lhg/t21634 ell4

碳钢管理论重量
格式:pdf
大小:55KB
页数:2P
4.8
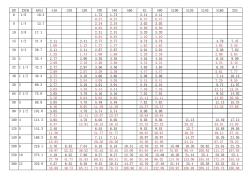
碳钢管理论重量 外径(毫米) 壁厚(毫米) 161718192022(24)25(26)28 理论重量(公斤/米) 10233.9335.6437.2938.8940.4443.4046.17--- 10836.3038.1539.9541.7043.4046.6649.7251.1752.5855.24 11438.6740.6742.6244.5146.3649.9153.2754.8756.4359.38 12141.4343.6045.7247.7949.8253.7157.4159.1960.9164.22 12743.8046.1248.3950.6152.7856.9760.9662.8964.7668.36 13346.17

碳钢管道酸洗钝化
格式:pdf
大小:126KB
页数:6P
4.5
百度文库-让每个人平等地提升自我 1 碳钢管道酸洗钝化 碳钢管道酸洗钝化 1管道酸洗方法 管道酸洗方法目前在施工中均采用槽式酸洗法和管内循环酸洗法两种。 (1)槽式酸洗法。将安装好的管路拆下来,分解后放入酸洗槽内浸泡,处 理合格后再将其进行二次安装。此方法适合管径较大的短管、直管、容易拆 卸、管路施工量小的场合,如泵站、阀站等液压装置内的配管及现场配管量小 的液压系统,均可采用槽式酸洗法。 (2)管内循环酸洗法。在安装好的液压管路中将液压元器件断开或拆除, 用软管、接管、冲洗盖板联接,构成冲洗回路。用酸泵将酸液打入回路中进行 循环酸洗。该酸洗方法是近年来较为先进的施工技术,具有酸洗速度快、效果 好、工序简单、操作方便,减少了对人体及环境的污染,降低了劳动强度,缩 短了管路安装工期,解决了长管路及复杂管路酸洗难的问题,并避免了槽式酸 洗易发生装配时的二次污染问题,已在大型液压系统
碳钢管酸洗和钝化工艺 (2)
格式:pdf
大小:34KB
页数:5P
4.4
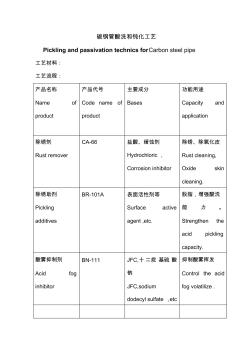
碳钢管酸洗和钝化工艺 picklingandpassivationtechnicsforcarbonsteelpipe 工艺材料: 工艺流程: 产品名称 nameof product 产品代号 codenameof product 主要成分 bases 功能用途 capacityand application 除锈剂 rustremover ca-66盐酸、缓蚀剂 hydrochloric, corrosioninhibitor 除锈、除氧化皮 rustcleaning, oxideskin cleaning. 除锈助剂 pickling additives br-101a表面活性剂等 surfaceactive agent,etc. 脱脂,增强酸洗 能力。 strengthenthe acidpickli
碳钢管酸洗和钝化工艺
格式:pdf
大小:33KB
页数:5P
4.6
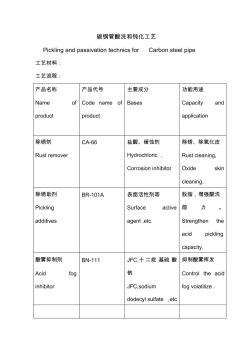
碳钢管酸洗和钝化工艺 picklingandpassivationtechnicsforcarbonsteelpipe 工艺材料: 工艺流程: 产品名称 nameof product 产品代号 codenameof product 主要成分 bases 功能用途 capacityand application 除锈剂 rustremover ca-66盐酸、缓蚀剂 hydrochloric, corrosioninhibitor 除锈、除氧化皮 rustcleaning, oxideskin cleaning. 除锈助剂 pickling additives br-101a表面活性剂等 surfaceactive agent,etc. 脱脂,增强酸洗 能力。 strengthenthe acidpickli
小径薄壁碳钢管UT探伤
格式:pdf
大小:8KB
页数:3P
4.8
超声波检测工作技术总结 —小径、薄壁供热管道焊缝的超声波检测 一、概述 近几年,由于城市的发展速度和环保的要求,尤其是国家提出“节能减排” 计划以来,各地都在对供热公司进行整合重组以求环保、高效,其中集中供热工 程因为环境污染小、供热效率高等优点成为了首选。受建设单位委托,我在2009 年、2010年先后参加了庆阳市西峰区集中供热改造工程管道焊口的超声波检测 以及正宁县东区供热改造工程管道焊口超声波检测。供热管道大多为小径管,小 径管曲率半径小、管壁厚度薄,常规超声波检测困难较大。曲率半径小,普通探 头检测接触面小,曲面耦合损失大。同时超声波在管道内表面发散、反射严重, 检测灵敏度低,薄壁又导致较多的杂波。大量前人的经验以及实践表明利用大k 值、小晶片、短前沿的横波探头在焊缝两侧进行检测,可以有效地检测出焊缝缺 陷。现我把自己在小径、薄壁供热管道焊缝超声波检测的一点心
低压碳钢管施工相关
文辑推荐
知识推荐
百科推荐


职位:成本造价总监
擅长专业:土建 安装 装饰 市政 园林


