

木工部操作工艺流程
格式:pdf
大小:90KB
页数:9P
人气 :79
 4.3
4.3
木工部操作工艺流程 1 / 9 一、 木工工艺流程图 二、工位操作流程 1、备料操作流程 实木备料 双面压刨 断 料 纵 锯 雕 刻 拼 板 精 切 打 线 钻 孔 补 烂 补 腻 子 机 砂 组 装 手 砂 白坯成型 带 锯 部件成型 双面压刨 木工部操作工艺流程 2 / 9 ① 根据料单说明选择木材厚度; ② 同款产品使用同一种木材; ③ 同批次产品材质颜色、木纹基本一致; ④ 湿度控制在 8° -12°之间,超出范围对后期质量影响; ⑤ 见光部件不得用腐朽材,不见光部件使用腐朽材面积不得超过整个部件的 15%; 2、断料工序操作流程 ① 熟悉料单:明确加工部件使用什么材质及尺寸要求; ② 计算:根据料单上净料的要求,计算断料数量和断料尺寸(比净料长度长 3~5 公分); ③ 断料:首先切除端头不平整的料,再根据断料尺寸断料,开裂严重的端面需切除不用; ④ 测量:检查断料尺寸、厚



全低压流程空分设备膨胀机改造措施及效果
对广西玉林电力公司制氧站某套全低压流程空分设备膨胀机启动时间长、能耗高的原因进行分析。针对这些原因,提出更换膨胀机及其他改造措施,改造后空分设备启动时间大为缩短,经济效益显著。
编辑推荐下载
 中小型空分设备撬块设计的优化
中小型空分设备撬块设计的优化 中小型空分设备撬块设计的优化
格式:pdf
大小:148KB
页数:4P
4.4
以1000m~3/h高纯氮设备为例,介绍中小型空分设备撬块的优化设计。简介原撬块设计及存在的问题,介绍优化方案的模块划分、详细设计和实现结果,分析了优化方案在提高装置集成性和缩减现场工作量方面的优势。
空分设备分子筛加热流程优化改造及应用 空分设备分子筛加热流程优化改造及应用
格式:pdf
大小:206KB
页数:4P
4.4
针对常规空分设备采用单一电加热器或蒸汽加热器作为热源来加热污氮解吸、再生分子筛的问题,提出了在电加热流程中串联蒸汽加热器,利用用户部分富余蒸汽的热能,优化改造分子筛纯化系统加热流程,以达到节能的目的。通过对改造前后工艺流程对比和经济效益分析,从节能环保的角度出发,阐述了工艺流程改造的先进性和必要性。
低压流程小型空分设备操作工艺实现增加产量节能降耗热门文档
75000?m~3/h引进空分设备流程特点分析 75000?m~3/h引进空分设备流程特点分析
格式:pdf
大小:107KB
页数:4P
4.7
介绍某石化工程引进的3套75000m~3/h空分设备的产品性能指标及工艺流程,分析工艺流程特点,以及在设备选型节能性、安全性设计、后备系统设计等方面的特点。
爬架操作工艺规程
格式:pdf
大小:138KB
页数:6P
4.4
1 爬架操作工艺规程 一.构造技术特点 1.爬架由附墙架、工作架两部分组成,以已施工且达到一定强度 (250mpa以上)的砼肢体为固定支承点,利用提升动力将爬架提升, 紧随塔柱升高满足施工需要。 2.爬架由架体和提升设备两大部分组成,每个塔柱的爬升架由三 组架体构成(塔柱内侧不设爬升架,搭设钢管脚手架)。爬架总高度为 18.15m,其中附墙架3.75m,工作架14.40m,工作面长度为8m,爬架 每次爬升4.5m(见爬架平面图和爬架工艺状态图)。 3.提升动力设备: (1)75kn环链低速电动葫芦×2台; (2)防倾保险葫芦(50kn手拉葫芦)×2台; (3)起吊钢丝绳6×37×φ24mm破断拉力≥320kn。 4.爬架固定支承点附墙螺栓采用材质45#优质碳素钢加工,规格 为m24×150mm,连接数量不少于15件。 5.爬架容许荷载: (1)施工荷载同
石材操作工艺
格式:pdf
大小:24KB
页数:9P
4.5
操作工艺 1.谈大理石水砂纸磨光的程序: 经仿型机成型后到拼装车间拼装再进入下一道工序:水砂纸磨光,首先用70#砂轮或80#轮片 来清除拼装后小锯片残留的痕迹、h的直线、垂直线、弧度线等主要靠它来扫直、扫平、给水砂 纸磨光创造有利条件。 其一、80#水砂纸(粗磨加工)先将水、水砂纸放在产品加工面上。用手将水砂纸放在产品的 加工面上无数次均匀的磨削,在磨削过程中。手要适量加点压力,这样磨削效果快一些,把上一 道工序的痕迹清除(以下加工同),如何才能看到已经把上道工序的痕迹已清楚。将产品加工面上 的水擦干。侧面看去便知道,这道工序主要把产品的形状、造型面磨到位,产品加工面凹凸不平 处磨平。这道工序一定要磨好,不然后面的工序无论怎么磨都无法达到要求。需注意:80#水砂 纸属粗磨、砂粒粗、磨削量达。要把握好; 其二、150#水砂纸:这道工序把粗磨80#的痕迹清除,剩下
浮法生产线空分设备增产降耗改造
格式:pdf
大小:308KB
页数:4P
4.7
通过对现有空分设备进行改造,提高氮气产量,并对相关管道进行联网,用二线一套制氮机组供应浮法一线锡槽用氮气,用二线另一套制氮机组再加上原一线一套制氮机组供应二线锡槽用氮气,与改造前相比少开启一套制氮机组。以达到节约氮站电耗和备件消耗,同时提高二线氮气提取率的目的。
HDS-T操作工艺
格式:pdf
大小:211KB
页数:6P
4.3
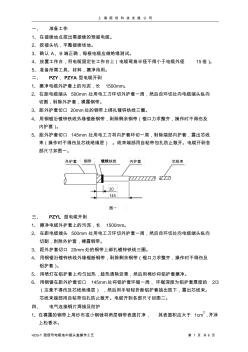
上海国欣科技发展公司 hds-t型信号电缆地中接头盒操作工艺第1页共6页 一、准备工作 1、在接续地点挖出需接续的预留电缆。 2、挖接头坑,平整接续场地。 3、确认a、b端正确,每根电缆应做绝缘测试。 4、放置工作台,将电缆固定在工作台上(电缆弯曲半径不得小于电缆外径15倍)。 5、准备所需工具、材料,擦净待用。 二、pzy、pzya型电缆开剥 1、擦净电缆外护套上的污泥,长1500mm。 2、在距电缆端头500mm处用电工刀环切外护套一周,然后自环切处向电缆端头纵向 切割,剥除外护套,裸露钢带。 3、距外护套切口20mm处的钢带上绑扎镀锌铁线三圈。 4、用钢锯沿镀锌铁线外缘锯断钢带,剥除剩余钢带(锯口力求整齐,操作时不得伤及 内护套)。 5、距外护套切口145mm处用电工刀将内护套环切一周,剥除端部内护套,露出芯线 束(操作时不得伤及
低压流程小型空分设备操作工艺实现增加产量节能降耗精华文档
空分设备内压缩流程与外压缩流程的比较与选择.
格式:pdf
大小:135KB
页数:1P
4.4
对空分设备采用的内压缩流程和外压缩流程,从流程安全性、投资、耗能和经济效益等方面进行比较,通过比较得出内压缩流程比外压缩流程更有优势。
空分设备内压缩流程与外压缩流程的比较与选择 空分设备内压缩流程与外压缩流程的比较与选择
格式:pdf
大小:606KB
页数:1P
4.4
对空分设备采用的内压缩流程和外压缩流程,从流程安全性、投资、耗能和经济效益等方面进行比较,通过比较得出内压缩流程比外压缩流程更有优势。
聚丙烯工艺流程改造及节能降耗 聚丙烯工艺流程改造及节能降耗
格式:pdf
大小:69KB
页数:2P
4.7
1前言青岛石油化工厂聚丙烯装置1991年建成投产,经历了时开时停的5年,于1996年开始长周期运行。根据历次开工中出现原料丙烯泵故障频繁,造成生产停顿和设备维修费用较高等问题,于1996年秋将气体分离装置的产品丙烯外送至聚丙烯原料罐的流程进行了简单的...
KDO-80Y型空分设备工艺流程、操作要点及常见故障排除 KDO-80Y型空分设备工艺流程、操作要点及常见故障排除
格式:pdf
大小:794KB
页数:5P
4.4
简要介绍了kdo-80y型空分设备的工艺流程特点,叙述了kdo-80y型空分设备操作要点,列举了kdo-80y型空分设备常见故障分析及排除方法。
低压流程小型空分设备操作工艺实现增加产量节能降耗最新文档

型灌胶电缆盒操作工艺
格式:pdf
大小:451KB
页数:12P
4.5
一、准备工作 1、首先在接头地点将a、b端两侧的对称电缆引出地面,并平整好接头场地。 2、用棉纱擦去对称电缆外护套上的污泥(两侧各1.5m),再将两侧接头部位理直并交 叉放置,乎直长度为1000mm。见图一。 3、准备需用工具及材料,擦净待用。 4、打开包装取出接头盒后,将塑料薄膜包装袋的底边剪去,套入任意一端本缆上待用。 5、用钢锯锯去a、b端头,其长度为100~120mm,同时检查本缆是否有气,a、b端 别是否正确。 二、护层开剥 1、距对称电缆端头700mm处,用电工刀环切pe外护套一周,再向端头纵向切割300mm 长,翻起pe外护套,并将其切除,裸露钢带(a、b两侧相同)。见图二。 2、距pe外护套切口25mm处用定位标尺量出,在该处用铁线绑扎二道,用钢锯环锯钢 带,环锯钢带时,不能伤及铝护套,用螺丝刀撬断被锯处钢带,并将钢带松开250mm 后剪去。见图三。 工作台
两套空分设备低压氧管道连通改造 两套空分设备低压氧管道连通改造
格式:pdf
大小:280KB
页数:3P
4.7
南通宝钢钢铁有限公司4500m3/h和6500m3/h空分设备生产的低压氧从冷箱输出的压力不同;而且,由于钢铁企业生产的氧气需求量波动较大,常发生氧气供大于求的现象,造成空分设备氧放散率居高不下,而且氧气压缩成本高和氧压机运行效率低。针对这种现象,利用2套空分设备各自配套氧压机加工气量的不同,通过优化空分设备和氧压机的运行模式以及低压氧气管道,将4500m3/h和6500m3/h空分设备的低压管道连通,实现了既满足后续生产系统对氧气的需求,又节能降耗的目标。文章介绍具体的实施方案,并分析了改造效益。

50000m^3/h等级化工型内压缩流程空分设备研究开发
格式:pdf
大小:564KB
页数:8P
4.7
介绍50000m^3/h等级化工型内压缩流程空分设备的研究开发背景,以华鲁恒升48000m^3/h空分设备为例,阐述杭氧设计制造的50000m^3/h等级化工型内压缩流程空分设备的主要配套机组和流程,阐述主要研发内容、关键技术和创新点。
卫生洁具安装质量要求、工艺流程及操作工艺
格式:pdf
大小:53KB
页数:9P
4.3
精品文档 2016全新精品资料-全新公文范文-全程指导写作–独家原创 1/9 卫生洁具安装质量要求、工艺流程及操作工艺 卫生洁具安装质量要求、工艺流程及操作工艺提要:支 架的安装应能满足脸盆的安装高度,设计无要求时自地面至 器具上边缘800毫米,支架在墙上孔洞位置的确定,脸盆甩 口中心垂直于墙面 更多精品来自保安 卫生洁具安装质量要求、工艺流程及操作工艺 质量要求 1)卫生器具交工前应做满水和通水试验。 2)卫生器具安装的允许偏差应符合下表的规定。 卫生器具安装的允许偏差 项次项目允许偏差 1坐标单独器具10 成排器具5 2标高单独器具±15 成排器具±10 3器具水平度2 4器具处置度3 3)有饰面的浴盆,应留有通向浴盆排水口的检修门。 4)小便槽冲洗管,应采用镀锌钢管
18500m3/h化工型内压缩流程空分设备试运行总结 18500m3/h化工型内压缩流程空分设备试运行总结
格式:pdf
大小:336KB
页数:6P
4.7
简介18500m3/h化工型内压缩流程空分设备的产品规格及工艺流程,详细阐述了在空分设备试运行过程,在空气净化系统、气体压缩系统、精馏塔系统等方面所采取的改进措施和解决的问题,以达到空分设备低能耗、高产出、长期稳定运行。

空分设备全提取工艺流程改造和稀有气体市场展望
格式:pdf
大小:869KB
页数:4P
4.7
介绍邯钢气体厂工业气体、稀有气体生产能力和稀有气体生产的发展历程。分析空分设备提取粗氖氦和贫氪氙气体的流程改造方案和特点,结合国内外稀有气体的发展现状,预测了今后5年的市场需求,并提出了稀有气体提取装置的投资建议。
UPVC排水管操作工艺与安装流程
格式:pdf
大小:128KB
页数:3P
4.7
upvc排水管操作工艺与安装流程 操作工艺及要点: 1、预制加工: 检查管材外观,弯曲部门调直。具体方法是将管道置于调直平台上,管内注入蒸气或100°c 沸水,使管变软,在自重作用下自行冷却调直。根据现场实际情况绘制加工草图,度量 断管尺寸。管道断口注意:断口平齐,用蝴蝶锉或电磨机除去断口内外毛刺,并对外棱倒角, 角度15至30度。粘结前,承插口先做接口组对试验并编号,承插时,切忌不全部插入,一 般为承口深度的3/4,粘结时,承插口清洗干净,油污用丙酮洗掉。在预加工场地要粘结 的部位,用粗砂纸对承口、插口的内外边缘横向打毛。用毛刷涂粘合剂时,先涂抹承口后涂 插口,不得漏涂,随后用力垂直插入,插入后将插口稍做转动,以利粘合剂均匀,并用木捶 敲击,使管段插入承口到位。粘结后,在不同温度下,2分钟以内均可粘结牢固,超过2分 钟后不应再拆下或转动。多口粘结注意预

钢板风管制作操作工艺流程 (2)
格式:pdf
大小:15KB
页数:1P
4.4
钢板风管制作操作工艺流程 领料 剪切倒角 圆法兰 卷圆 成型 风管 折方 咬口 制作 展开 下料 划线下料找平找正 方法兰下料焊接 打眼钻孔 打眼钻孔 铆法兰翻边检验擦洗内外表面成品堆放

不锈钢电解抛光液操作工艺流程
格式:pdf
大小:254KB
页数:2P
4.3
森源化工专业生产不锈钢电解抛光液不锈钢钝化液不锈钢电解抛光设备铜材抛光液 森源化工专业生产不锈钢电解抛光液不锈钢钝化液不锈钢电解抛光设备铜材抛光液 不锈钢电解抛光液操作工艺流程 森源牌环保不锈钢电解抛光液已通过sgs认证,不含铬酸,符合环保要求。适合所有不锈钢和不锈铁的抛光,通用性强(不锈钢材料可抛出镜面效果)。槽液24小时连续 工作可以保用一年以上。成本低,比普通型电解抛光液省一半的用电量。无不良气味。 除油脱脂→浸泡洗→电解抛光→浸泡洗→脱膜→浸泡洗→中和→浸泡洗→过纯水→烘干包装 工序说明: 1.清洗除油后漂水。 森源化工专业生产不锈钢电解抛光液不锈钢钝化液不锈钢电解抛光设备铜材抛光液 森源化工专业生产不锈钢电解抛光液不锈钢钝化液不锈钢电解抛光设备铜材抛光液 2.将电解抛光液加热至55-75度(可用石英棒或钛制加热
低压流程小型空分设备操作工艺实现增加产量节能降耗相关
文辑推荐
知识推荐
百科推荐


职位:水利水电工程师助理
擅长专业:土建 安装 装饰 市政 园林


