





低压电力电缆热缩终端头制作工艺
低压电力电缆热缩终端头制作工艺 一、施工准备 1.劳动组织表1 序号项目单位数量备注 1技术负责人1电缆头制作技术指导 2电缆头制作组每组二人,可分多组 2.工机具表2 序号名称规格单位数量备注 1芯线压接工具套1 2钢锯手工把1 3钢丝钳200mm把1 4铁皮剪把1 5电工刀把1 6螺丝刀把1 7钢卷尺5m把1 8电烙铁150w把1 9兆欧表1000v块1 10喷灯300ml只1 11钢挫把1 3.材料表3 序号名称规格单位数量备注 1接线端子与电缆规格对应个3-4 2电缆热缩式终端头套1 3聚氯乙烯带盘4相色 4软铜绞线10mm2kg0.05 5铜绑扎线ф2kg0.01 6焊锡k
低压电力电缆热缩终端头制作工法
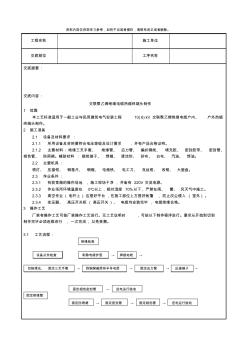
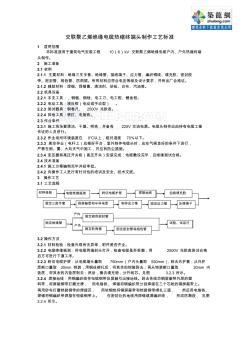
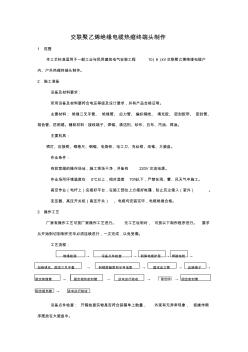
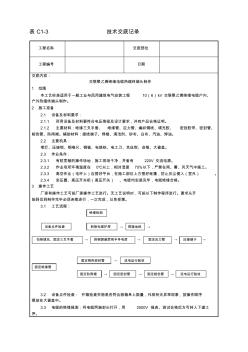
1 低压电力电缆热缩终端头制作工法 一、前言 在现代变、配电工程中,电缆以其施工维护方便、供电可靠性高 等特点得以广泛使用,低压电力电缆热缩终端头也以其独有的优点得 到广泛使用。 二、工法特点 1.安装工艺简单、便于操作,易于掌握、操作技术要求不高; 2.提高工效,保证电缆头质量及供电可靠性; 3.节约绝缘材料。 三、工法适用范围 本工法适用于一般环境下低压电力电缆户外、户内终端头的制 作。 四、工艺原理 利用热缩管的收缩性,使热缩管与电缆完全密贴,同时用密封胶 封端口,使其具有良好的绝缘和防水防潮效果。 五、施工工艺 (一)、工艺流程图 摇测电缆绝缘剥除电缆外护套锯除铠装 剥除护套及填料焊接地线 安装(热缩)分 支手套 安装接线端子 安装(热缩)绝 缘管 摇测电缆绝缘核对相位 准备工作 连接设备 2 图1低压电力电缆热缩终端头制作工序流程图 (二)
编辑推荐下载
低压电缆热缩终端头
格式:pdf
大小:18KB
页数:2P
 4.6
4.6
万联专业生产五指套,手机13806607695陈经理 所电缆五指套有10kv母排的母排绝电缆五指套缘热缩管、片及非热缩型的典型制品、 接头盒均为交联法备制的聚烯烃材电缆五指套料。该类材料具有良好的热稳定性,阻燃性、 柔软性、不龟裂性及耐电痕性,并且有热缩电缆终端头优良的电热缩管80mm学性质,能够 满足各种开关柜的工程绝缘要素,广泛用于变电站及高低电压开关柜母排的绝热缩管80mm 缘该类材料具有良好的热稳定性,阻燃性、柔软性、不龟裂性及耐电痕性,并且有优良的电 热缩管80mm学热缩电缆终端头保护。 解决10kv母排问题 1.增10kv母热缩管80m热缩电缆终端头m排加绝缘,防止小动物短路事故; 2.防凝露闪络,防污秽闪络; 3.防止维护人热缩管80mm员误入带电间隙; 4.增强开关柜间绝缘性能有效缩小开关柜体积; 5.复难电器捷点的特殊防护,防止异物搭接; 6.综合
电缆热缩终端头施工工艺标准
格式:pdf
大小:601KB
页数:9P
4.7
.... 专业资料 sgbz-060510(6)kv交联聚乙烯绝缘电缆 户内、户外热缩终端头制作施工工艺标准 依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《建筑电气工程施工质量验收规范》gb50303-2002 1、范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、 户外热缩终端头制作。 2、施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,施工
低压电力电缆热缩终端头制作工艺热门文档
10kV电缆热缩终端头制作-作业指导书-制度大全
格式:pdf
大小:7KB
页数:2P
4.6
10kv电缆热缩终端头制作-作业指导书-制度大全 10kv电缆热缩终端头制作-作业指导书之相关制度和职责,一、基本信息作业班组作业 开始时间作业结束时间作业任务工作地点工作负责人工作人员班长确认二、作业前准备序号 准备项准备次项准备项内容(填写人:)工作负责人确认1出发前准备工器具喷灯或... 一、基本信息作业班组作业开始时间作业结束时间作业任务工作地点工作负责人工作人员 班长确认二、作业前准备序号准备项准备次项准备项内容(填写人:)工作负责人确认1出发 前准备工器具喷灯或喷枪、个人工具、电缆剥削器、环带电锯(钢锯)、压接钳、电缆剪、电 缆支撑器具、绝缘手套、兆欧表、湿度计、急救包、接地线、临时接地棒、10kv验电器、 双保险安全带、警示牌、安全围栏、绝缘梯、脚踏板/脚扣、电缆耐压试验设备。确认()2 出发前准备资料电缆热缩终端头及附件()

kV电缆热缩终端头制作安装作业准则
格式:pdf
大小:42KB
页数:5P
4.4
10kv电缆热缩终端头制作安装作业标准 本标准规定了10kv电缆热缩终端头制作安装作业需做的准备工作、安全卡控 点、作业流程及质量标准。 一、适用范围:本标准适用于朔黄铁路肃宁分公司10kv电缆热缩终端头制作安 装作业。 二、编制依据:铁运(1999)103号文件、北京铁路局企业标准q/bt143—96、 朔黄铁路发展有限责任公司企业标准。 三、准备工作: 1、安全防护:作业人员正确佩戴劳动保护用品;对运行的电缆更换制作热缩 终端头作业时,涉及计划申报、工作票签发与审核、预想会、停电作业、作业结束 等工作及安全措施,按《朔黄铁路发展有限责任公司企业标准》q/shtl015.09-2010 《电力设备停电作业标准》中有关要求及程序进行办理;新建线路作业时注意与相 邻带电线路距离,并做好现场防护。 2、人员组织:工作领导人1人、操作2人、辅助人1人、座台要令1人、验电 接地

低压电力电缆热缩终端头制作工艺精华文档
交联聚乙烯绝缘电缆热缩终端头制作
格式:pdf
大小:53KB
页数:5P
4.6
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 交联聚乙烯绝缘电缆热缩终端头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、 户外热缩终端头制作。 2施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,施工现场干净,并备有220v交流电源。 2.3.2作业场所环境温度在0℃以上,相对
kV电缆热缩终端头制作安装作业标准
格式:pdf
大小:33KB
页数:4P
4.7
10kv电缆热缩终端头制作安装作业标准 本标准规定了10kv电缆热缩终端头制作安装作业需做的准备工作、安全卡控点、作业 流程及质量标准。 一、适用范围:本标准适用于朔黄铁路肃宁分公司10kv电缆热缩终端头制作安装作业。 二、编制依据:铁运(1999)103号文件、北京铁路局企业标准q/bt143—96、朔黄铁 路发展有限责任公司企业标准。 三、准备工作: 1、安全防护:作业人员正确佩戴劳动保护用品;对运行的电缆更换制作热缩终端头作 业时,涉及计划申报、工作票签发与审核、预想会、停电作业、作业结束等工作及安全措施, 按《朔黄铁路发展有限责任公司企业标准》q/shtl015.09-2010《电力设备停电作业标准》 中有关要求及程序进行办理;新建线路作业时注意与相邻带电线路距离,并做好现场防护。 2、人员组织:工作领导人1人、操作
交联聚乙烯绝缘电缆热缩终端头制作
格式:pdf
大小:41KB
页数:4P
4.7
交联聚乙烯绝缘电缆热缩终端头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆 户内、户外热缩终端头制作。 2施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、 密封管、相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,施工现场干净,并备有220v交流电源。 2.3.2作业场所环境温度在0℃以上,相对湿度70%以下,严禁在雨、雾、风天气 中施工。 2

热缩型电缆终端头制作工艺
格式:pdf
大小:5KB
页数:2P
4.4
1/2 热缩型电缆终端头制作工艺 (1)检查电缆与终端头准备部件是否配套相符,把各部件擦洗干净。 (2)剥除塑料护套:跟据电缆头的安装位置到连接设备间的距离,决定剥 削尺寸(一般约一米)。 (3)锯钢甲、剥除内护套和内填料:在离剖朔口(末端)的30mm处,用 φ2mm铜线绑一道线(3——4匝),将钢甲锯除;在距钢甲断口5mm处,将 内护套及相间填料切除。 (4)焊接地线:在线芯根部的铜屏蔽上,用10——25平方毫米软铜线扎 紧后焊牢,再和钢甲焊牢靠。 (5)剥除铜屏蔽层和半导体屏蔽层:用φ1mm镀锡铜丝在距内护套 150mm处绑扎倆圈。用烙铁点焊在铜屏蔽层上,将绑线至末端的铜屏蔽层剥 除。在距铜屏蔽层末端10mm处,将至末端的半导电屏蔽层剥除。在保留 10mm导电层上,靠绝缘端用玻璃片刮一个人5mm斜坡,用0号沙纸把绝缘层 表面打磨光滑平整。 (6)套热缩分
低压电力电缆热缩终端头制作工艺最新文档

电缆热缩终端头施工工艺设计标准
格式:pdf
大小:100KB
页数:10P
4.6
sgbz-060510(6)kv交联聚乙烯绝缘电缆 户内、户外热缩终端头制作施工工艺标准 依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《建筑电气工程施工质量验收规范》gb50303-2002 1、范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、 户外热缩终端头制作。 2、施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,施工现场干净,并备有220
电缆热缩终端头施工工艺标准 (2)
格式:pdf
大小:600KB
页数:9P
4.5
sgbz-060510(6)kv交联聚乙烯绝缘电缆 户内、户外热缩终端头制作施工工艺标准 依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《建筑电气工程施工质量验收规范》gb50303-2002 1、范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、 户外热缩终端头制作。 2、施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,施工现场干净,并备有
005_交联聚乙烯绝缘电缆热缩终端头制作工艺
格式:pdf
大小:55KB
页数:4P
4.5
1.本表由施工单位填写,交底单位与接受交底单位各存一份。 2.当做分项工程施工技术交底时,应填写“分项工程名称”栏,其他技术交底可不填。 技术交底记录 表c2-1 编号 工程名称交底日期 施工单位分项工程名称 交底提要 交底内容: 交联聚乙烯绝缘电缆热缩终端头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、户 外热缩终端头制作。 2施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业
交联聚乙烯绝缘电缆热缩终端头制作工艺样本
格式:pdf
大小:55KB
页数:4P
4.5
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。 工程名称施工单位 交底部位工序名称 交底提要: 交底内容: 交联聚乙烯绝缘电缆热缩终端头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、户外热缩 终端头制作。 2施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,
205交联聚乙烯绝缘电缆热缩终端头制作工艺标准_secret
格式:pdf
大小:249KB
页数:4P
4.4
交联聚乙烯绝缘电缆热缩终端头制作工艺标准 1适用范围 本标准适用于建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、户外热缩终端 头制作。 2施工准备 2.1材料 2.1.1主要材料:绝缘三叉手套、绝缘管、接线端子、应力管、编织铜线、填充胶、密封胶 带、密封管、相色管、防雨裙。所用材料应符合电压等级及设计要求,并有出厂合格证。 2.1.2辅助材料:焊锡、焊锡膏、清洁剂、砂纸、白布、汽油等。 2.2机具设备 2.2.1手支工具:、钢锯、钢锉、电工刀、电工钳、鲤鱼钳。 2.2.2电动工具:液压钳(电动或手动型)。 2.2.3测试器具:钢卷尺、2500v兆欧表。 2.2.4其他工具:喷灯、电烙铁。 2.3作业条件 2.3.1施工现场要清洁、干燥、明亮,并备有220v交流电源。电缆头制作应由持有电缆工操 作证的人员进行。 2.3.2作业场所环境温度在0
交联聚乙烯绝缘电缆热缩终端头制作工艺 (2)
格式:pdf
大小:20KB
页数:4P
4.5
交联聚乙烯绝缘电缆热缩终端头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户 内、户外热缩终端头制作。 2施工准备 设备及材料要求: 所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 作业条件: 有较宽敞的操作场地,施工现场干净,并备有220v交流电源。 作业场所环境温度在0℃以上,相对湿度70%以下,严禁在雨、雾、风天气中施工。 高空作业(电杆上)应搭好平台,在施工部位上方搭好帐篷,防止灰尘侵入(室外)。 变压器、高压开关柜(高压开关)、电缆均安装完毕,电缆绝缘合格。 3
交联聚乙烯绝缘电缆热缩终端头制作工艺(技术交底)
格式:pdf
大小:49KB
页数:4P
4.7
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 交联聚乙烯绝缘电缆热缩终端头制作 1范围 本工艺标准适用于一般工业与民用建筑电气安装工程10(6)kv交联聚乙烯绝缘电缆户内、 户外热缩终端头制作。 2施工准备 2.1设备及材料要求: 2.1.1所用设备及材料要符合电压等级及设计要求,并有产品合格证明。 2.1.2主要材料:绝缘三叉手套、绝缘管、应力管、编织铜线、填充胶、密封胶带、密封管、 相色管、防雨裙。辅助材料:接线端子、焊锡、清洁剂、砂布、白布、汽油、焊油。 2.2主要机具: 喷灯、压接钳、钢卷尺、钢锯、电烙铁、电工刀、克丝钳、改锥、大瓷盘。 2.3作业条件: 2.3.1有较宽敞的操作场地,施工现场干净,并备有220v交流电源。 2.3.2作业场所环境温度在0℃以上,相对
热缩终端头制作安装(精)
格式:pdf
大小:52KB
页数:6P
4.6
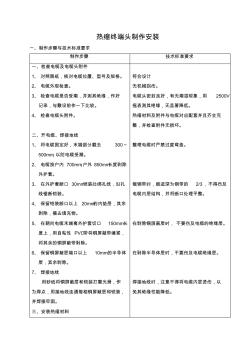
热缩终端头制作安装 一、制作步骤与技术标准要求 制作步骤技术标准要求 一、检查电缆及电缆头附件 1、对照图纸,核对电缆位置、型号及规格。 2、电缆外观检查。 3、检查电缆是否受潮,并测其绝缘,作好 记录,与敷设前作一下比较。 4、检查电缆头附件。 二、开电缆、焊接地线 1、将电缆固定好,末端部分截去300~ 500mm,以防电缆受潮。 2、电缆按户内700mm,户外850mm长度剥除 外护套。 3、在外护套断口30mm铠装处绑扎线,沿扎 线锯断铠装。 4、保留铠装断口以上20mm的内垫层,其余 剥除,摘去填充物。 5、在朝向电缆末端离外护套切口150mm长 度上,用自粘性pvc带将铜屏蔽带缠紧, 将其余的铜屏蔽带剥除。 6、保留铜屏蔽层端口以上10mm的半导体 层,其余剥除。 7、焊接地线 用砂纸将铜屏蔽层和铠装打磨光滑,作 为焊点,用接地线连通每相
低压电力电缆热缩终端头制作工艺相关
文辑推荐
知识推荐
百科推荐


职位:城乡规划及地理信息人员
擅长专业:土建 安装 装饰 市政 园林


