

大型中厚板铝合金框架氩弧焊焊接工艺分析
格式:pdf
大小:166KB
页数:3P
人气 :77
 4.8
4.8
通过系列试验确定合理的焊缝坡口、焊接顺序以及工艺余量,最终减少大型中厚板铝合金框架的焊接变形,满足了设计图纸要求。


编辑推荐下载

氩弧焊的铝及铝合金焊接工
格式:pdf
大小:597KB
页数:15P
4.7
——文章来源网络,仅供个人学习参考 氩弧焊的铝及铝合金焊接工 氩弧焊的铝及铝合金焊接工 一、铝金属性质 1.导热性强,热熔量大(约为钢的3~4倍)。 2.线膨胀系数大(约为钢的2倍)。 3.熔点低(660℃)其合金更低(铝合金系列为595℃,铝锌系列为475℃)。 4.液态和固态无颜色的变化。 5.铝合金中的锰、镁、锌等在高温极易蒸发。 6.导电率高,特别在电阻焊接中,电能的需要比焊接钢时高。 7.在常温中,其表面与空气形成一层致密的氧化膜(ai2o3),熔点在2050℃,氧化 膜能吸附大量的水分,而形成气孔,容易引起夹渣,(因氧化膜比重与铝相近) 8.氢在铝的液态和固态的溶介比为20左右,(所以若在焊接气氛中的氢含量过高便 会容易产生气孔)所以在气体金属电弧焊接中,焊缝冷却速度过快,氢不易折出, 而在钨极气体电弧焊接时,气孔倾向小于气体金属电弧焊接。 二.认识手工钨极
 铝合金6061-T6氩弧焊焊接工艺及其性能分析
铝合金6061-T6氩弧焊焊接工艺及其性能分析 铝合金6061-T6氩弧焊焊接工艺及其性能分析
格式:pdf
大小:757KB
页数:4P
4.3
采用手工钨极氩弧焊方法对6061-t6铝合金进行焊接试验,对焊接试件、试样分别进行了外观、无损检测、拉伸、弯曲、冲击、金相检测。检测结果表明:采用手工钨极氩弧焊焊接铝合金6061-t6试件的焊接变形较大;能够达到ⅰ级焊缝;抗拉强度较低,只能达到铝合金母材抗拉强度的60%左右;冲击韧性值远高于母材的;面弯、背弯可以弯曲至120°;焊缝接头不同区域显微组织经全面观察,未发现有微裂纹产生;液氮冷却未影响氩弧焊力学性能。
大型中厚板铝合金框架氩弧焊焊接工艺热门文档
铝合金MIG自动焊焊接工艺 铝合金MIG自动焊焊接工艺
格式:pdf
大小:715KB
页数:4P
4.7
研究了铝合金车体单丝和双丝mig自动焊的焊接方法,通过焊接对比试验,分析焊接接头的组织和力学性能,总结出两种焊接方法的最佳工艺参数。试验结果表明,双丝mig自动焊接具有焊接速度快、热输入小、焊缝组织晶粒细小均匀、接头力学性能良好、生产效率高等优点,适用于铝合金车体批量焊接生产。
动车组铝合金框架结构的焊接 动车组铝合金框架结构的焊接
格式:pdf
大小:331KB
页数:3P
4.6
根据动车组铝合金底架结构特点,选用材料为7003的超硬高强度铝合金进行焊接,设计了焊接顺序及焊接工艺图,进行了焊接工艺分析和研究,并应用手工钨极惰性气体保护焊(tig焊)的方法,提出了焊接质量控制要点。

铝及铝合金的焊接工艺
格式:pdf
大小:11KB
页数:5P
4.3
铝及铝合金的焊接工艺 铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(al2o3)熔点高、非常稳 定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生 成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊 缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化 膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴 极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时, 可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用 大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝 的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导 到基体金属内部,
光纤激光-MIG复合焊接中厚板铝合金组织特征 光纤激光-MIG复合焊接中厚板铝合金组织特征
格式:pdf
大小:2.8MB
页数:6P
4.6
研究了光纤激光-mig复合焊接中厚板铝合金的焊缝组织。结果表明,光纤激光-mig复合焊接可一次焊透8mm厚铸造铝合金zl114,焊缝中没有大的工艺气孔,也无热裂纹,但出现较多的冶金气孔。焊缝主要由α(al)和al-si共晶组成,焊缝上部、中部和下部组织变化不明显,焊缝没有分层现象。焊缝较热影响区和母材组织细密,焊缝和热影响区的共晶组织类似,但焊缝和母材共晶组织明显不同,体现在共晶形态和si含量的不同,但母材的共晶组织在一定的热循环条件下,可以转变为与焊缝类似的共晶组织,伴随的是枝晶数量的减少,枝晶在母材和焊缝中都占绝大部分。

铝合金焊接工艺规范(工作试样)
格式:pdf
大小:3.7MB
页数:32P
4.3
铝合金焊接工艺规范目录(工作试样) 序号wps№部位名称厚度组合mm试板材质组合接头形式焊接姿势 1sfw-a-701枕梁-牵引梁(下面)11+10a7n01s-t5+a7n01s-t5レ型对接平焊 2sfw-a-702枕梁-牵引梁(上面)15+11a7n01s-t5+a7n01s-t5レ型对接平焊 3sfw-a-703枕梁内部补强15+10a7n01s-t5+a7n01s-t5レ型角接平焊 4sfw-a-704lv座三角补强-边梁12+5a7n01p-t4+a6n01s-t5角接平焊 5sfw-a-705枕梁-边梁10+4a7n01s-t5+a6n01s-t5レ型角接平焊 6sfw-a-706lv座三角补强-枕梁12+12a7n01p-t4+a7n01s-t5レ型角接平焊 7sfw-a-
大型中厚板铝合金框架氩弧焊焊接工艺精华文档
中厚板铝合金激光-MIG复合双层焊接方法 中厚板铝合金激光-MIG复合双层焊接方法
格式:pdf
大小:627KB
页数:5P
4.6
提出了激光-mig复合双层焊接中厚板铝合金方法,该方法分两层进行焊接:第一层为打底焊,解决焊接熔深不足的问题;第二层为盖面焊,解决焊缝成形不良的问题.结果表明,在激光器额定功率为4kw时,采用激光-mig复合双层焊接方法焊接zl114a材料的熔深可达10mm,接头抗拉强度平均值为238mpa,大于母材抗拉强度的80%.采用激光-mig复合双层焊接方法焊接了某航天产品圆筒形模拟件,焊缝成形良好,熔深达到9mm,焊缝内部无裂纹、未焊透及未熔合等缺陷,无可见夹杂物,存在的缺陷形式主要是链状气孔,气孔直径均小于1mm,焊后基本无变形.

纹铝护套氩弧焊焊接工艺与连续挤包工艺比较
格式:pdf
大小:6KB
页数:2P
4.8
纹铝护套氩弧焊焊接工艺与连续挤包工艺比较 高压电缆中的金属皱纹铝护套有着承受电缆短路电流、径向防水以及承受抗侧 压力的作用,其生产工艺方式有纵包、氩弧焊和连续挤包两种形式。 一:氩弧焊焊接铝护套工艺技术 1:氩弧焊铝护套工艺是采用经过压延的厚度均匀的铝板,经清洗、精切、纵包、 焊接、在线检测、轧纹过程来实现的;该氩弧焊工艺是在氩气和氦气的保护下, 一铝板为负极,钨极为正极,通过低电压,大电流来完成焊接。钨极焊头只有 2mm的直径,并且由保护的气体连续吹向焊点处,迅速带走热量,使焊接部位均 匀快速冷却,电缆结构不会受到任何不良影响,同时也避免铝护套的高温氧化。 2:采用先进的氩弧焊接技术,并装有超声波等在线检测装置,保证了焊接的密 封性,为了检验是否还有漏焊,生产厂又加了一项中间检验装置,将整盘焊接后 的电缆进行气密性试验,且进行百分之百的检验。通过几年来的生产、使用及运 行,该
皱纹铝护套氩弧焊焊接工艺与连续挤包工艺比较
格式:pdf
大小:6KB
页数:2P
4.3
皱纹铝护套氩弧焊焊接工艺与连续挤包工艺比较 高压电缆中的金属皱纹铝护套有着承受电缆短路电流、径向防水以及承受抗侧压力的作用,其 生产工艺方式有纵包、氩弧焊和连续挤包两种形式。 一:氩弧焊焊接铝护套工艺技术 1:氩弧焊铝护套工艺是采用经过压延的厚度均匀的铝板,经清洗、精切、纵包、焊接、在线 检测、轧纹过程来实现的;该氩弧焊工艺是在氩气和氦气的保护下,一铝板为负极,钨极为正 极,通过低电压,大电流来完成焊接。钨极焊头只有2mm的直径,并且由保护的气体连续吹向 焊点处,迅速带走热量,使焊接部位均匀快速冷却,电缆结构不会受到任何不良影响,同时也 避免铝护套的高温氧化。 2:采用先进的氩弧焊接技术,并装有超声波等在线检测装置,保证了焊接的密封性,为了检 验是否还有漏焊,生产厂又加了一项中间检验装置,将整盘焊接后的电缆进行气密性试验,且 进行百分之百的检验。通过几年来的生产

自制橱柜教程铝合金框架
格式:pdf
大小:6.6MB
页数:19P
4.3
自制橱柜-教您如何用水泥及瓷砖自制橱柜 2011-3-916:46|?发布者:?家秀_小芳|?查看:4842|?评论:0 摘要:水泥橱柜因承重耐用,整体性好,不吸潮,价格低广受装友的欢迎!从而引起了一场自制橱柜热~小编现受大家的需求将水泥橱柜自制过程整理好供大家参考~~ 超强悍自制橱柜全过程: ? 1、水泥橱柜的底座(橱柜高度一般是780左右,底座150+柜体600+台面50=800) 2、800×800玻化砖,按尺寸切割好瓷砖 3、在铝合金内放根木头,这样在上面上螺钉就非常结实,在铝合金中间上个螺钉,使铝合金条能与水泥相连接。 4、用云石胶将铝合金和瓷砖(玻化砖)粘在一起 5、切割瓷砖(玻化砖),钻孔穿下水用玻璃钻,打孔时不停浇水就行,一分钟一个孔 6、将瓷砖(玻化砖)反放在地台上,台面瓷砖(玻化砖)也反放,完成底部制作。 7、底部制
铝合金框架的精密镗削 铝合金框架的精密镗削
格式:pdf
大小:171KB
页数:1P
4.4
框架(见图)是陀螺仪及惯性导航测试设备中的关键零件,其上有两条高精度同轴孔系,互相垂直、共面。由于是大尺寸薄壁铝合金框架,对镗削加工是一个困难的问题,我们经过摸索,在卧式坐标镗床上采用调头加工等方法,成功地对框架进行了精密镗削。
大型中厚板铝合金框架氩弧焊焊接工艺最新文档
氩弧焊焊接工艺规程完整
格式:pdf
大小:88KB
页数:15P
4.4
word完美格式 精心整理学习帮手 氩弧焊焊接工艺规程 1、焊接方法: 手工钨极氩弧焊 2、焊接材料: 不锈钢药芯焊丝不锈钢实心焊丝 3、焊接工艺参数:见焊接工艺卡 4、焊前准备: (1)检查焊接设备,按焊接工艺卡调整电弧电压、焊接电流、钨极等焊接工艺参数。 (2)焊前100-150℃烘干不锈钢药芯焊丝。 5、焊接工艺: (1)清理焊件坡口及其两侧各宽20mm范围内的油、污、锈等杂质,直至露出金属光泽。 清理不锈钢焊丝表面油污等赃物。 (2)组对焊接接头,注意按图纸及工艺卡要求留出间隙。 (3)使用焊接活性剂时,将活性剂与丁酮以1:1的比例混合,然后均匀涂抹在坡口面内, 待丁酮挥发后再施焊。渗透剂的用量要适当,若太少,熔池粘度降低不多,流动性改 善不明显;若太多,熔池粘度降低太多,流动性变差。 (4)定位焊采用与打底焊相同的焊丝和工艺,定位焊缝长10~15mm,定位点固2
氩弧焊焊接工艺规程
格式:pdf
大小:87KB
页数:15P
4.5
氩弧焊焊接工艺规程 1、焊接方法: 手工钨极氩弧焊 2、焊接材料: 不锈钢药芯焊丝不锈钢实心焊丝 3、焊接工艺参数:见焊接工艺卡 4、焊前准备: (1)检查焊接设备,按焊接工艺卡调整电弧电压、焊接电流、钨极等焊接工艺参数。 (2)焊前100-150℃烘干不锈钢药芯焊丝。 5、焊接工艺: (1)清理焊件坡口及其两侧各宽20mm范围内的油、污、锈等杂质,直至露出金属光泽。 清理不锈钢焊丝表面油污等赃物。 (2)组对焊接接头,注意按图纸及工艺卡要求留出间隙。 (3)使用焊接活性剂时,将活性剂与丁酮以1:1的比例混合,然后均匀涂抹在坡口面内, 待丁酮挥发后再施焊。渗透剂的用量要适当,若太少,熔池粘度降低不多,流动性改 善不明显;若太多,熔池粘度降低太多,流动性变差。 (4)定位焊采用与打底焊相同的焊丝和工艺,定位焊缝长10~15mm,定位点固2—3处。 (5)第一层氩弧焊打底焊焊接,使
氩弧焊焊接工艺评定报告表
格式:pdf
大小:106KB
页数:7P
4.7
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目:?570cr18ni9水平固定 氩弧焊 使用范围1.5~10mm 评定书编号:zrgc/yz-zd-02-2011-a-3 评定日期:2011年9月6日 备案号:2010-a-3 批准: 焊接工艺评定报告 单位名称郑州燃气工程建设有限公司批准人签字 报告编号zrgc/yz-zd-02-2010-a-3日期2010年9月6日 焊接方法氩弧焊机械化程度手工√半自动自动 焊接接头:详图: 55o 坡口形式v型单面双边坡口管管对接 衬垫无 母材: 标准号gb8163- 牌号0cr18ni9 类、组别号p2a2a-2与类、组别号p2a2a-2 相焊 厚度5mm 直径?108 其他 焊热后处理:无 温度 保温时间 保护气体:氩气 尾部保护气氩气流量1
焊接工艺评定氩弧焊
格式:pdf
大小:155KB
页数:7P
4.3
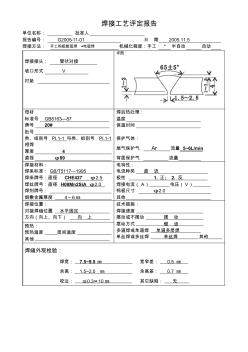
焊接工艺评定报告 单位名称:批准人 报告编号:g2005-11-01日期2005.11.5 焊接方法:手工钨极氩弧焊+电弧焊机械化程度:手工*半自动自动 焊接接头:管状对接 坡口形式v 衬垫 详图: 母材 标准号gb8163–87 牌号20# 批号 类、组别号pi.1-1与类、组别号pi.1-1 相焊 厚度4 直径φ89 焊后热处理: 温度 保温时间 保护气体: 尾气保护气ar流量5~6l/min 背面保护气流量 焊接材料: 焊条标准:gb/t5117–1995 焊条牌号:直径che427φ2.5 焊丝牌号:直径h08mn2siaφ2.0 焊剂牌号: 熔敷金属厚度4~6㎜ 电特性: 电流种类直流 极性1.正;2.反 焊接电流(a)电压(
铝合金厚板对接自动焊焊接工艺优化 铝合金厚板对接自动焊焊接工艺优化
格式:pdf
大小:184KB
页数:3P
4.6
在车钩座组成自动焊焊接过程中,射线探伤多次发现线性显示,通过宏观金相分析确认缺陷为焊缝侧壁未熔合,多次返修严重影响了工件的焊接质量及生产进度。本文结合常见的未熔合产生原因,同时将车钩座组成与车钩面板自动焊工艺进行对比,并进行了一系列的试验及分析,对车钩座自动焊工艺进行优化,最终通过优化车钩座自动焊焊缝填充分布和焊接参数等措施,基本上解决了车钩座自动焊的未熔合问题,射线探伤一次合格率提高到90%以上,提高了生产效率。
铝合金支架焊接工艺研究 铝合金支架焊接工艺研究
格式:pdf
大小:150KB
页数:3P
4.4
分析了铝合金支架钨极氩弧焊内部质量控制中的难点,从焊前准备、焊接过程控制、焊接工艺参数优化、工装改进、x射线探伤结果分析等方面进行工艺研究和技术改进,使铝合金支架产品合格率大幅提升,对其他内部质量要求较高的铝合金焊接结构产品的钨极氩弧焊有借鉴作用。
铝合金异形管平板的焊接工艺 铝合金异形管平板的焊接工艺
格式:pdf
大小:341KB
页数:未知
4.3
通过介绍铝合金异形管平板的交流方波氩弧焊工艺,分析了在异形管平板的特殊焊接结构条件下影响焊接质量的诸种因素,经过多种试验并进行两种方案的对比模拟试验,提出了最佳的焊接工艺参数,试验结果用于正式产品的焊接,成功率达100%。
铝合金框架铸造工艺研究 铝合金框架铸造工艺研究
格式:pdf
大小:201KB
页数:未知
4.8
介绍了该铝合金框架零件的结构特点,并通过工艺分析选择了恰当的砂型铸造生产方式进行小批量铸造生产。通过计算机铸造工艺模拟,验证了铸造工艺的合理性与铸造工艺方案的可行性。
探讨铝及铝合金焊接工艺 探讨铝及铝合金焊接工艺
格式:pdf
大小:178KB
页数:未知
4.3
铝及铝合金因为有着众多的优势,如强度高、重量轻以及成形性好等特点而被广泛的应用于汽车制造、轨道车辆制造、零部件加工以及航空业上.本文主要从铝和铝合金特点入手,进一步的分析了其在焊接上的工艺.
大型中厚板铝合金框架氩弧焊焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:BIM产品经理
擅长专业:土建 安装 装饰 市政 园林


