




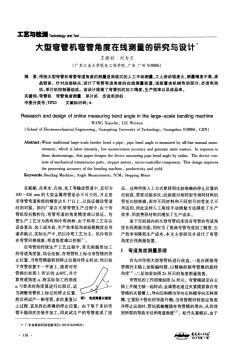

弯管的加工工艺
;‘ 详细文档内容需要请看文档最后一页 中文摘要 当今制造业越来越广泛的使用数控技术,传统手工业加工将会逐渐被数控加工所替代。因 为数控加工能降低人工劳动强度减少加工时间等许多优点。 本论文简单介绍了501弯管的组成部分、501弯管部件的选材以及501弯管的加工工艺, 以及喷嘴、散热头的数控加工方法和数控加工中一些值得注意的事项。对喷嘴和散热的数控 加工工艺进行分析,编写了数控加工程序。以及数控加工中一些值得注意的要点分析。 关键词:501万贯的工艺性分析、基准、数控技术、数控加工工艺、数控机床、数控编程、 以及数控刀具等。 -2- 目录 第一章前言----------------------------------------------------------------------------3 第二章机械工艺设计部分-----------
编辑推荐下载
弯管加工工艺
格式:pdf
大小:141KB
页数:47P
 4.8
4.8
3弯管 3.1弯管宜采用壁厚为正公差的管子制作。高压钢管的弯曲半径宜大于外径的5倍,其他管 子的弯曲半径宜大于管子外径的35倍,有缝管制作弯管时,焊缝应避开管拉(压)区。 弯曲半径与管子壁厚的关系 3.2不锈钢管宜冷弯,铝锰合金管不得冷弯其他材质的管子可冷弯或热弯。高、中合金钢管 热弯时不得浇水,低台金钢管一般不宜浇水,热弯后应在5℃以上静止空气中缓慢冷却。 3.3热煨弯头常用:地炉加热煨弯,火焰弯管机,中频电热弯管机等,热煨弯管测温常热用 电偶,光学高温计等。 3.4采用热弯管时,不论管径大小,一律按规定装干燥的细砂。加热铜管应用术炭作燃料, 加热铝管应先用焦炭打底,上面铺木炭以调节温度。存加热过程中应关闭鼓风机.并不断转 动管子,防止温度过高使管子熔化。 3.5采用高合金钢管或有色金属管制作弯管,宜采用机械方法,当充砂制作弯管时,不得用 铁锤敲击。铅管加
 巧用弯管机弯制大弧形钢筋
巧用弯管机弯制大弧形钢筋 巧用弯管机弯制大弧形钢筋
格式:pdf
大小:175KB
页数:2P
4.3
河北理工学院扩建工程需用大型弧形螺纹钢筋。如果用手工弯制既费工时又难以保证质量,为此,我单位对小型弯管机进行了改制。改制的弯管机如图1所示,用此机械弯制r5m的直径25mm弧形螺纹筋,效果不错。此设备以主动轮和从动轮之间摩擦力为动力,用改变主动轮圆周上的凹槽(图2)弯制不同直径的螺纹钢筋;用改变调节轮的位置弯制
大型弯管机夹头加工工艺图文热门文档
冷凝管自动弯管机的PLC控制 冷凝管自动弯管机的PLC控制
格式:pdf
大小:458KB
页数:3P
4.7
根据制冷企业的生产特点,研制开发了利用fxon-60mr可编程序控制器控制的多功能自动冷凝管弯管机。它以磁性开关为主要输入器件,双电控换向阀控制的气缸为执行元件,从而大大提高了设备的柔性化和自动化程度。
某蛇形管生产线大型弯管机小R弯管工艺性试验-最新年精选文档
格式:pdf
大小:9KB
页数:5P
4.7
某蛇形管生产线大型弯管机小r弯管工艺性试验 前言:随着锅炉产品自动化制造技术的发展,以及 对生产效率提高的要求,大部分低温部分蛇形管类产品的制造, 将由相对自动化程度较高的蛇形管生产线来完成,这对其配备的 弯管设备提出更高的要求。常规生产线弯管机一般只具备 r/d=1.3~1.5弯头的冷弯弯制,对于r/d更小的小r弯头通常 在蛇形管直段部分增加工艺焊口,采用预弯、挤压、精整的方式 制造小r弯头,再将小r弯头与蛇形管拼接的制造工艺,因此该 传统制造工艺成本高、效率低。为此我公司引进了一套大型蛇形 管生产线,将弯管机冷弯弯管能力提高至r/d=1,同时具备双向 双r弯制的功能,提高自动化程度。为对该蛇形管生产线中重要 组成设备弯管机进行试弯调试,及对该生产线即将承担的首次生 产任务的可行性进行论证,因此需进行相关的工艺性试验。 一、试验资源 (3)设备:数控小
弯管机紫铜感应圈的焊接 弯管机紫铜感应圈的焊接
格式:pdf
大小:329KB
页数:1P
4.3
本文通过实践,介绍了大口径油气输送弯管机感应圈多种紫铜对接接头的焊接方法、参数,介绍了焊接的过程及效果的检验,为同行业类似的焊接提供了参考。
大型弯管机夹头加工工艺图文精华文档
冷凝管自动弯管机的PLC控制 冷凝管自动弯管机的PLC控制
格式:pdf
大小:566KB
页数:3P
4.6
根据制冷企业的生产特点,研制开发出了利用fxon-60mr可编程序控制器控制的多功能自动冷凝管弯管机,它以磁性开关为主要输入器件,双电控换向阀控制的气缸为执行元件,从而大大提高了设备的柔性化和自动化程度。
大直径钢管简易弯管机的研制及应用 大直径钢管简易弯管机的研制及应用
格式:pdf
大小:838KB
页数:2P
4.6
目前市面销售的弯管机只能适用于弯曲直径小于φ59mm的钢管,对于井下大巷和采区顺槽等处敷设的直径φ159mm、φ108mm的压风管、消防洒水管均无法进行弯曲。管路敷设过程中,遇到拐弯巷道或上下山变坡时,通常均采用多节短节直管
多功能液压自动弯管机设计
格式:pdf
大小:1.7MB
页数:32P
4.4
1 多功能液压自动弯管机设计 摘要 多功能液压自动弯管机是在现有的弯管机的基础上加以改造, 优化机械结构,完善自动化程度,增加弯管型号,使一种弯管机能加 工多种规格的管件,弯管机运动平稳灵活,并且设计了智能模块,实 现自动调整角度,大大节省了人力操作任务,提高了工作效率与管件 的加工精度。 多功能液压自动弯管机主要有机械部分和控制部分,在加工管 件的过程中,有转模装置、夹紧装置、提升装置及模子横移装置都是 采用液压系统来提供动力的,因此液压系统的设计非常重要。在对液 压弯管机整体结构设计过程中,重点研究的以下方面的问题:常见管 材弯曲变形与弯曲力矩之间的变化规律;弯管机模子提升装置的结构 设计和与杠杆的连接设计;弯管机夹紧装置、挡板结构、减速器等结 构的设计;对主要部件如轴进行计算与校核。在对弯管机液压系统的 设计过程中,主要进行了液压元件的选择,液压系统负载的分析,

CNC80数控弯管机系统维修
格式:pdf
大小:10.0MB
页数:19P
4.4
1 howtorestorewinxponylmmachine whatyouneed:a“recoverycd”thatshippedwithylmcnc,abrandnew harddiskandacomputerguy. replacetheoldharddiskwithanewone(10gborhigher). 2 restartcomputerandpress“del”buttontoentersystembioswhenpromptedin computerstartup. in“biosfeaturesetup” 3 changethebootsequenceto“c,cdrom,a”,press“esc”buttona
大型弯管机夹头加工工艺图文最新文档
弯管机材料辅推模具公式
格式:pdf
大小:18KB
页数:1P
4.6
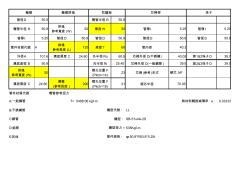
管徑d50.8彎管半徑r50.8 彎管半徑r50.8 拼塊 參考寬度(w) 50厚度w50管厚t5.25管厚t5.25 管厚t5.25管徑d50.8管徑d50.8管徑d50.8管徑d50.8 管件材質代號a 拼塊 參考長度(l) 125高度t60管內徑40.3 外徑a101.6溝底厚度c24.60外半徑ro60.8芯棒外徑d(不銹鋼)40.05第1&2珠子d39.7 溝底直徑b50.8內半徑ri25.40芯棒外徑d(一般鋼管)39.9第2&3珠子d39.5 拼塊 參考寬度(w) 50螺孔位置f (pitch=14) 23芯棒(參考)形式硬芯,nf 溝底厚度c24.60 導模 (參考長度) 290 螺孔位置f (pitch=18) 21硬芯半徑70.95
液压弯管机,手动液压弯管工具中文参数和使用说明书
格式:pdf
大小:41KB
页数:3P
4.5
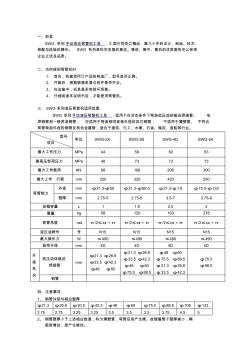
一、前言 swg系列手动液压弯管机工具,汇国内同类之精品,集几十年的设计、制造、技术、 装配与经验的精华。swg系列是科学发展的象征。售前、售中、售后的优质服务充公体现 企业之优良品质。 二、当你接到弯管机时 1、首先,检查您所订产品的制造厂、型号是否正确。 2、开箱后,根据装箱单清点附件是否齐全。 3、在运输中,机具是否有损坏现象。 4、仔细阅读本说明书后,才能使用弯管机。 三、swg系列液压弯管机适用范围 swg系列手动液压弯管机工具,适用于在冷态条件下弯曲低压流体输送焊接管、电 焊钢管和一般用途钢管,亦适用于弯曲相同规格外径的其它钢管;不适用于薄壁管、不符合 弯管弯曲外径的钢管及有色金属管;适合于建筑、化工、水暖、石油、煤炭、造船等行业。 型号 项目 单位swg-2aswg-3bswg-4dswg-5a 最大工作压力mpa445962
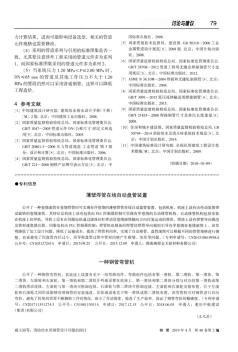
数控弯管机三维计算机辅助设计
格式:pdf
大小:379KB
页数:4P
4.4
第30卷第8期 2007年8月 合肥工业大学学报(自然科学版) journalofhefeiuniversityoftechnology vol.30no.8 aug.2007 收稿日期:2006-07-24;修改日期:2006-10-17 作者简介:夏链(1964-),男,四川乐山人,合肥工业大学副教授,硕士生导师; 韩江(1963-),男,河南项城人,合肥工业大学教授,硕士生导师. 数控弯管机三维计算机辅助设计 夏链,田艺,何高清,祖垣,韩江 (合肥工业大学机械与汽车工程学院,安徽合肥230009) 摘要:文章在研究弯管机工作原理和机械结构的基础上,采用pro/e技术,设计了star-03w单模数控弯

 一种气动多规格半自动弯管机的设计
一种气动多规格半自动弯管机的设计 一种气动多规格半自动弯管机的设计
格式:pdf
大小:699KB
页数:4P
4.5
介绍了适用于多种冰箱、冰柜冷凝管生产的气动多规格半自动弯管机的设计方案。该弯管机以压缩空气为动力源,气缸行程磁性开关为检测器件,双电控换向阀和气缸为执行器件,适用于多种不同的蛇形冷凝管产品的生产,利用各种定位挡块和滚轮结构,可实现多种长度的送料、180°或90°的弯管以及多种弯曲半径的调整。
螺旋灯管弯管机工位转盘的设计 螺旋灯管弯管机工位转盘的设计
格式:pdf
大小:570KB
页数:3P
4.7
介绍了一种新型的螺旋灯管自动弯管成型机的工位转盘装置,该转盘包含四个工位,采用了无螺杆式弯管成型装置,步进电机电机驱动,专门用于螺旋节能灯明管的弯管成型设备中,可以大大提高工作效率。
小型垂直弯管机液压系统的设计 小型垂直弯管机液压系统的设计
格式:pdf
大小:346KB
页数:3P
4.5
在管道铺设的过程中由于地形复杂,管道经常要绕过障碍物而改变方向,所以常要采用曲管敷设的方式来避免加弯头或接斜口,在野外现场施工,具有条件简陋,流动性大等特点,需要简单快速实现弯管,因弯管机采用全液压系统,具有良好的功率重量比,可行走且弯管方式简单快捷等特点而成为管道施工的重要机具之一。
大型弯管机夹头加工工艺图文相关
文辑推荐
知识推荐
百科推荐


职位:外装预算员
擅长专业:土建 安装 装饰 市政 园林


