

镀锌铁皮计算书1
格式:pdf
大小:306KB
页数:23P
人气 :95
 4.3
4.3
项目 : 日期 : Item Description G-26 (0.5mm) G-24 (0.6mm) G-22 (0.8mm) G-20 (1.0mm) G-18 (1.2mm) 总量 (㎡) 内保温 (㎡) 外保温 (㎡) 1 AHU-1 - - - - - - - - 2 AHU-2 - - - - - - - - 3 AHU-3 - - - - - - - - 4 AHU-4 - - - - - - - - 5 AHU-5 - - - - - - - - 6 AHU-6 - - - - - - - - 7 AHU-7 - - - - - - - - 8 AHU-8 - - - - - - - - 9 AHU-9 - - - - - - - - 10 AHU-10 - - - - - - - - - - - - - - - - MAXIMUM LENGTH FOR DUCTWO



镀锌铁皮工艺
镀锌板 1.定义 镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂 以一层金属锌,这种涂锌的薄钢板称为镀锌板。 2.分类和用途 按生产及加工方法可分为以下几类:①热浸镀锌钢板。将薄钢板浸入熔 解的锌槽中,使其表面粘附一层锌的薄钢板。目前主要采用连续镀锌工艺生产, 即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板;②合金化镀锌钢板。 这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500℃左右,使其 生成锌和铁的合金被膜。这种镀锌板具有良好的涂料的密着性和焊接性;③电镀 锌钢板。用电镀法制造这种镀锌钢板具有良好的加工性。但镀层较薄,耐腐蚀性 不如热浸法镀锌板;④单面镀和双面差镀锌钢板。单面镀锌钢板,即只在一面镀 锌的产品。在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好的适 应性。为克服单面未涂锌的缺点,又有一种在另面涂以薄层锌的镀锌板,
镀锌铁皮
2.2.5管道保护层(0.5镀锌薄钢板)安装: (1)直管: 1)确定下料长度用钢皮尺或铁皮条在保温管道外面多量几个部位,按保温 层外圆周长加上45mm接缝尺寸(插接和咬接),确定下料数字。 2)加工卷圆:将加工好接缝的板放在预先调好圆周的滚圆机上加工,注意 直径不能卷得太小。 3)筒体摇线:放在手动或电动压边机加工圆线凸筋,加工圆线应放在大头 12mm一端,圆线的直径根据保温外径大致为下列数值: 4)现场安装:把金属护壳紧贴在管道保温层外面,把两边接缝搭接在一起, 敲打咬接。对于软质保温材料需用搭接和插接,用手提电钻钻孔,自攻螺钉固定, 自攻螺钉间距约200mm。对于较大保温外径的金属护壳,轴向搭接也应加工圆线 凸筋,自攻螺钉间距可为250mm。钻头直径为自攻螺钉直径0.8倍,禁止用冲孔 或其它方式打孔。接缝应严密、平整、处于隐蔽位置。环向套接一般为50mm, 大直
编辑推荐下载
镀锌铁皮合同
格式:pdf
大小:40KB
页数:5P
4.6
共5页第1页 浙江中南建设集团有限公司 合同编号: 镀锌铁皮买卖合同 甲方(买受人):浙江中南建设集团有限公司签订地点:杭州市滨江区 乙方(出卖方):四川特达威金属材料有限公司签订时间:2015/5/14 工程:重庆市江北嘴金融城1号项目(a04地块)幕墙工程(含深化设计)合同编号: 依照《中华人民共和国合同法》及其它有关法律、行政法规,遵循平等、自愿、公平和诚实信用 的原则,经甲乙双方友好协商,订立本合同,双方共同信守。现甲方针对重庆市江北嘴金融城1号项目 (a04地块)幕墙工程(含深化设计)工程从乙方处购买以下产品并达成如下条款: 一、产品名称、品牌、规格、数量、价款: 序号材料名称厚度(mm)单位数量单价(元/平米)总价(元)备注 1镀锌铁皮1.5平米2400078.001872000.00 2 合计人民
包镀锌铁皮合同
格式:pdf
大小:20KB
页数:4P
4.4
管道外包镀锌铁皮施工合同 甲方: 乙方: 在合同协商过程中,甲方已向乙方详细说明与解释所采购的合同 标的的物系用于甲方取得承包施工权的特定工程建设项目上,乙方对 此表示充分了解。并承诺能够满足该工程项目的施工进度和相应的质 量标准等要求,根据我国(合同法)等法律规定,甲方乙方经友好平 等协商,订立如下合同条款: 序号材料名称数量单价备注 1?59*685元/个 1.聚氨酯保温层厚 度6cm,硅酸钙瓦 管道保温层厚度 12cm,此单价为 含税单价(3% 税),工程量根据 现场实际量确定。 2.超出弯头米数按 同管径弯头的一 半价格计算。 2?73*692元/个 3?108*6110元/个 4?133*6125元/个 5?159*6136元/个 6?219*6140元/个 7?273*6155元/个 8?377*6185元/个 9
镀锌铁皮计算书热门文档
镀锌铁皮
格式:pdf
大小:70KB
页数:8P
4.4
2、2、5管道保护层(0、5镀锌薄钢板)安装: (1)直管: 1)确定下料长度用钢皮尺或铁皮条在保温管道外面多量几个部位,按保温层 外圆周长加上45mm接缝尺寸(插接与咬接),确定下料数字。 2)加工卷圆:将加工好接缝得板放在预先调好圆周得滚圆机上加工,注意直 径不能卷得太小。 3)筒体摇线:放在手动或电动压边机加工圆线凸筋,加工圆线应放在大头 12mm一端,圆线得直径根据保温外径大致为下列数值: 4)现场安装:把金属护壳紧贴在管道保温层外面,把两边接缝搭接在一起,敲 打咬接。对于软质保温材料需用搭接与插接,用手提电钻钻孔,自攻螺钉固定,自 攻螺钉间距约200mm。对于较大保温外径得金属护壳,轴向搭接也应加工圆线凸 筋,自攻螺钉间距可为250mm。钻头直径为自攻螺钉直径0、8倍,禁止用冲孔或 其它方式打孔。接缝应严密、平
镀锌铁皮质量证明书 (2)
格式:pdf
大小:147KB
页数:27P
4.5
镀锌铁皮质量证明书 篇一: 购货单位收货单位昆山炅悦昆山正阳镀锌有限责 任公司执行标准gb/t13793-20xx质保书编号合同 号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆 山正阳镀锌有限责任公司执行标准 gb/t13793-20xx质保书编号合同号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆 山正阳镀锌有限责任公司执行标准 gb/t13793-20xx质保书编号合同号车号苏e39713 业务员:检查单位:篇二:产品质量证明书篇三:镀 锌板国家新标准镀锌板国家新标准 20xx-5-15 目录 前言1范围2规范性引用文件 3术语和定义4分类及代号5尺寸、外形、重量及 允许偏差6
镀锌铁皮质量证明书
格式:pdf
大小:7KB
页数:3P
4.4
镀锌铁皮质量证明书 篇一:镀锌铁皮质量证明书 购货单位收货单位昆山炅悦昆山正阳镀锌有限责 任公司执行标准gb/t13793-xx质保书编号合同 号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆 山正阳镀锌有限责任公司执行标准gb/t13793-xx 质保书编号合同号车号苏e39713 业务员:检查单位:购货单位收货单位昆山炅悦昆 山正阳镀锌有限责任公司执行标准gb/t13793-xx 质保书编号合同号车号苏e39713 业务员:检查单位:篇二:产品质量证明书篇三:镀 锌板国家新标准镀锌板国家新标准 xx-5-15 目录 前言1范围2规范性引用文件 3术语和定义4分类及代号5尺寸、外形、重量及 允许偏差6 订货内容7 技术




镀锌铁皮计算书最新文档
镀锌铁皮的鉴别方式汇总
格式:pdf
大小:9KB
页数:3P
4.6
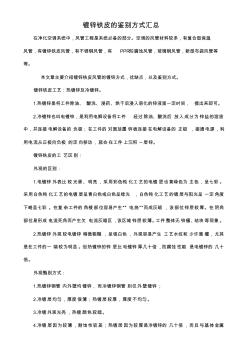
镀锌铁皮的鉴别方式汇总 在净化空调系统中,风管工程是系统必备的部分。空调的风管材料较多,有复合型保温 风管,有镀锌铁皮风管,有不锈钢风管,有ppr防腐蚀风管,玻璃钢风管,新型布袋风管等 等。 本文章主要介绍镀锌铁皮风管的镀锌方式,优缺点,以及鉴别方式。 镀锌铁皮工艺:热镀锌及冷镀锌。 1.热镀锌是将工件除油、酸洗、浸药、烘干后浸入溶化的锌液里一定时间,提出来即可。 2.冷镀锌也叫电镀锌,是利用电解设备将工件经过除油、酸洗后放入成分为锌盐的溶液 中,并连接电解设备的负极;在工件的对面放置锌板连接在电解设备的正极,接通电源,利 用电流从正极向负极的定向移动,就会在工件上沉积一层锌。 镀锌铁皮的工艺区别: 外观的区别: 1.电镀锌外表比较光滑、明亮,采用彩色钝化工艺的电镀层也黄绿色为主色,呈七彩。 采用白色钝化工艺的电镀层呈青白色或白色呈绿光,白色钝化工艺的镀层与阳光呈
镀锌铁皮重量
格式:pdf
大小:20KB
页数:1P
4.7
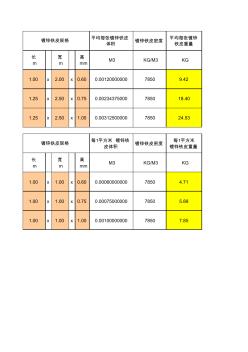
平均每张镀锌铁皮 体积 镀锌铁皮密度 平均每张镀锌 铁皮重量 长 m 宽 m 高 mmm3kg/m3kg 1.00x2.00x0.600.0012000000078509.42 1.25x2.50x0.750.00234375000785018.40 1.25x2.50x1.000.00312500000785024.53 每1平方米镀锌铁 皮体积 镀锌铁皮密度 每1平方米 镀锌铁皮重量 长 m 宽 m 高 mmm3kg/m3kg 1.00x1.00x0.600.0006000000078504.71 1.00x1.00x0.750.0007500000078505.89 1.00x1.00x1.000.0010000000078507.85 镀锌铁皮规格 镀锌铁皮规格
镀锌铁皮重量
格式:pdf
大小:25KB
页数:1P
4.5
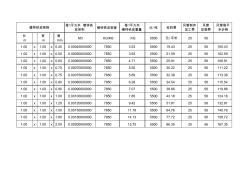
每1平方米镀锌铁 皮体积镀锌铁皮密度 每1平方米 镀锌铁皮重量元/吨材料费 风管制作 加工费 风管 安装费 风管每平 米价格 长 m 宽 m 高 mmm3kg/m3kg5500元/平米2556 1.00x1.00x0.450.0004500000078503.53550019.432556100.43 1.00x1.00x0.500.0005000000078503.93550021.592556102.59 1.00x1.00x0.600.0006000000078504.71550025.912556106.91 1.00x1.00x0.700.0007000000078505.50550030.222556111.22 1.00x1.00x0.750.00

镀锌铁皮风管换算表
格式:pdf
大小:64KB
页数:5P
4.7
注意事项编号名称被换算内容换算前单位 1风管镀锌钢板200*150米 2风管镀锌钢板500*200米 3风管镀锌钢板700*200米 4风管镀锌钢板800*200米 5风管镀锌钢板800*250米 1风管镀锌钢板1000*120米 2风管镀锌钢板1200*200米 3风管镀锌钢板1400*250米 4风管镀锌钢板1400*300米 5风管镀锌钢板1400*500米 1风管镀锌钢板1000*1000米 2风管镀锌钢板1500*1000米 3风管镀锌钢板2000*1000米 4风管镀锌钢板2500*1000米 5风管镀锌钢板3000*1000米 分割线 注意事项编号名称被换算内容换算前单位 1风管φ100米 2风管φ200米 3
镀锌铁皮技术资料
格式:pdf
大小:132KB
页数:4P
4.5
镀锌铁皮风管的技术性能 一、概述: 镀锌铁皮风管是以镀锌铁皮为主要原材料,经过咬口、机械加工成型,具有现场制作 方便,同时具有可设计性,是传统的通风、空调用管道,同时随着技术的发展,由以前的 手工制作改变为现在的全部机械化生产,具有效率高,加工尺寸精确等优点。 二、机械化成型工艺: 本公司引进陕西省建运工程机械有限公司生产的风管咬口机械设备,不仅对普通的矩 形风管进行机械化作业,同时对异形风管也可实现机械咬口,本工艺具有型钢切断机,多 功能咬口机,多功能合缝机。 三、现代化的成型连接方式: 风管法兰改变过去传统的铆接方式,同时角铁法 兰安装时钻孔困难,预先钻孔,由于变形等其他原因 造成安装困难,采用卡簧式结构的法兰具有成型快, 连接方便的优点。 四、通风管道制作一般规定: 1、一般规定: 制作风管前,首先要检查采用的材料是否符合质量要求,有否出厂合格证明书或 质量鉴定文件。若
镀锌铁皮、镀锌管理论重量表
格式:pdf
大小:34KB
页数:2P
4.6
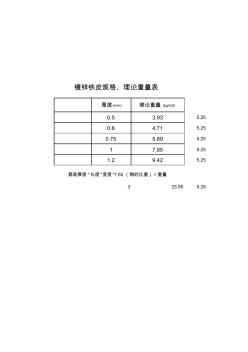
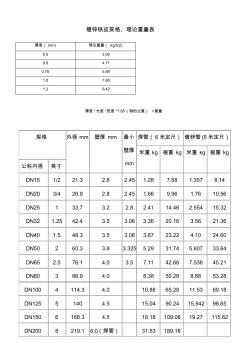
镀锌铁皮规格、理论重量表 厚度*长度*宽度*7.85(钢的比重)=重量 厚度(mm)理论重量(kg/m2) 0.53.93 0.64.71 0.755.89 1.07.85 1.29.42 规格外径mm壁厚mm最小 壁厚 mm 焊管(6米定尺)镀锌管(6米定尺) 米重kg根重kg米重kg根重kg 公称内径英寸 dn151/221.32.82.451.287.681.3578.14 dn203/426.92.82.451.669.961.7610.56 dn25133.73.22.82.4114.462.55415.32 dn321.2542.43.53.063.3620.163.5621.36 dn401.548.33.53.063.87

镀锌铁皮风管制作(1)
格式:pdf
大小:170KB
页数:16P
4.3
一、施工准备 (一)技术准备:认真熟悉图纸,根据施工方案决定的施工方法做好施工准备工作。参照有关 专业图纸,核对各种管道和坐标、标高是否交叉、管道排列所用空间是否合理,有问题应 及时与设计和有关人员研究解决,做好记录。 (二)材料准备: 1.普通钢板的表面应平整光滑,厚度应均匀,不得有裂纹结疤等缺陷,其材质应符合现 行国家标准《优质碳素结构钢冷轧薄钢板和钢带》gb13237或《优质碳素结构钢热轧薄钢 板和钢带》gb710的规定。 2.镀锌钢板(带)宜选用机械咬合类,镀锌层为100号以上(双面三点试验平均值应 不小于100g/m2)的材料,其材质应符合现行国家标准《连续热镀锌薄钢板和钢带》gb2518 的规定。 (三)机具准备; 剪板机、电冲剪、手用电动剪倒角机、共板法兰成型机、咬口机、压筋机、折方机、 调平机、卷圆机、圆弯头咬门机、型钢切割机、角(扁)钢卷圆机、液压
镀锌铁皮计算书相关
文辑推荐
知识推荐
百科推荐


职位:能源工业建设和生产机械员
擅长专业:土建 安装 装饰 市政 园林


