

镀锌铁皮风管换算表
格式:pdf
大小:64KB
页数:5P
人气 :81
 4.7
4.7
注意事项 编号 名称 被换算内容 换算前单位 1 风管 镀锌钢板 200*150 米 2 风管 镀锌钢板 500*200 米 3 风管 镀锌钢板 700*200 米 4 风管 镀锌钢板 800*200 米 5 风管 镀锌钢板 800*250 米 1 风管 镀锌钢板 1 000*120 米 2 风管 镀锌钢板 1200* 200 米 3 风管 镀锌钢板 1 400*250 米 4 风管 镀锌钢板 14 00*300 米 5 风管 镀锌钢板 1400*500 米 1 风管 镀锌钢板 1000*1000 米 2 风管 镀锌钢板 1500*1000 米 3 风管 镀锌钢板 2000* 1000 米 4 风管 镀锌钢板2500*1000 米 5 风管 镀锌钢板 3000*100 0 米 分割线 注意事项 编号 名称 被换算内容 换算前单位 1 风管 Φ100 米 2 风管 Φ200 米 3



镀锌铁皮风管
镀锌钢板风管的技术性能 一、概述: 镀锌钢板风管是以镀锌钢板为主要原材料,经过咬口、机械加工成型,具有现场制作方 便,同时具有可设计性,是传统的通风、空调用管道,同时随着技术的发展,由以前的手工 制作改变为现在的全部机械化生产,具有效率高,加工尺寸精确等优点。 二、机械化成型工艺: 本公司引进陕西省建运工程机械有限公司生产的风管咬口机械设备,不仅对普通的矩形 风管进行机械化作业,同时对异形风管也可实现机械咬口,本工艺具有型钢切断机,多功能 咬口机,多功能合缝机。 三、现代化的成型连接方式: 风管法兰改变过去传统的铆接方式,同时角铁法 兰安装时钻孔困难,预先钻孔,由于变形等其他原因 造成安装困难,采用卡簧式结构的法兰具有成型快, 连接方便的优点。 四、通风管道制作一般规定: 1、一般规定: 制作风管前,首先要检查采用的材料是否符合质量要求,有否出厂合格证明书或质 量鉴定文件。若

编辑推荐下载

(推荐)镀锌铁皮风管
格式:pdf
大小:130KB
页数:5P
4.6
镀锌钢板风管的技术性能 一、概述: 镀锌钢板风管是以镀锌钢板为主要原材料,经过咬口、机械加工成型,具有现场制作方 便,同时具有可设计性,是传统的通风、空调用管道,同时随着技术的发展,由以前的手工 制作改变为现在的全部机械化生产,具有效率高,加工尺寸精确等优点。 二、机械化成型工艺: 本公司引进陕西省建运工程机械有限公司生产的风管咬口机械设备,不仅对普通的矩形 风管进行机械化作业,同时对异形风管也可实现机械咬口,本工艺具有型钢切断机,多功能 咬口机,多功能合缝机。 三、现代化的成型连接方式: 风管法兰改变过去传统的铆接方式,同时角铁法 兰安装时钻孔困难,预先钻孔,由于变形等其他原因 造成安装困难,采用卡簧式结构的法兰具有成型快, 连接方便的优点。 四、通风管道制作一般规定: 1、一般规定: 制作风管前,首先要检查采用的材料是否符合质量要求,有否出厂合格证明书或质 量鉴定文件。若
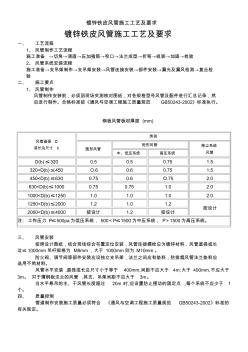
镀锌铁皮风管施工工艺及要求
格式:pdf
大小:43KB
页数:5P
4.6
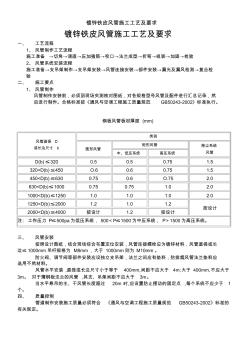
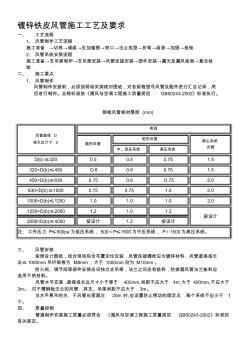
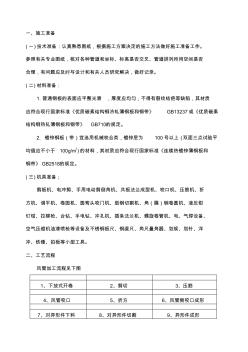
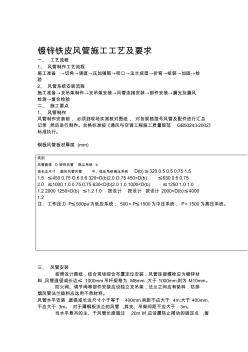
镀锌铁皮风管施工工艺及要求 镀锌铁皮风管施工工艺及要求 一、工艺流程 1、风管制作工艺流程 施工准备→切角→调直→压加强筋→咬口→法兰成型→折弯→组装→加固→检验 2、风管系统安装流程 施工准备→支吊架制作→支吊架安装→风管连接安装→部件安装→漏光及漏风检测→复合检 验 二、施工要点 1、风管制作 风管制作安装前,必须到现场实测核对图纸,对各规格型号风管及配件进行汇总记录,然 后进行制作。合格标准按《通风与空调工程施工质量规范gb50243-2002》标准执行。 钢板风管板材厚度(mm) 三、风管安装 按照设计图纸,结合现场综合布置定位安装,风管连接螺栓应为镀锌材料,风管直径或长 边≤1000mm吊杆规格为m8mm,大于1000mm则为m10mm。 防火阀、调节阀等部件安装应设独立支吊架,法兰之间应有垫料,防排烟风管法兰垫料应 选用不然材料。 风管水平安装,直
镀锌铁皮风管热门文档
镀锌铁皮风管制作 (4)
格式:pdf
大小:566KB
页数:11P
4.5
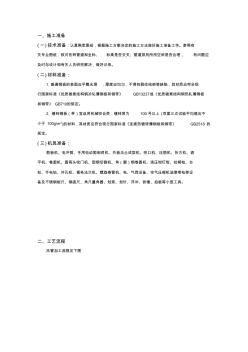
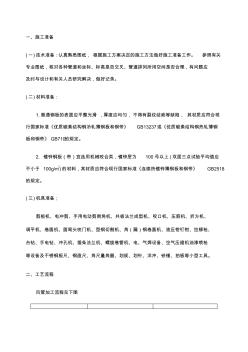
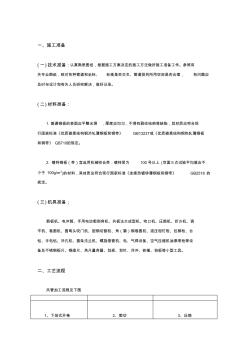
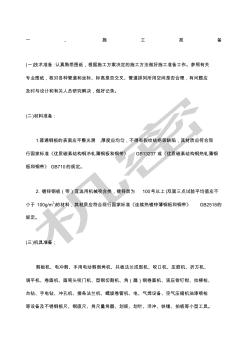
一、施工准备 (一)技术准备:认真熟悉图纸,根据施工方案决定的施工方法做好施工准备工作。参照有 关专业图纸,核对各种管道和坐标、标高是否交叉、管道排列所用空间是否合理,有问题应 及时与设计和有关人员研究解决,做好记录。 (二)材料准备: 1.普通钢板的表面应平整光滑,厚度应均匀,不得有裂纹结疤等缺陷,其材质应符合现 行国家标准《优质碳素结构钢冷轧薄钢板和钢带》gb13237或《优质碳素结构钢热轧薄钢板 和钢带》gb710的规定。 2.镀锌钢板(带)宜选用机械咬合类,镀锌层为100号以上(双面三点试验平均值应不 小于100g/m2)的材料,其材质应符合现行国家标准《连续热镀锌薄钢板和钢带》gb2518的 规定。 (三)机具准备; 剪板机、电冲剪、手用电动剪倒角机、共板法兰成型机、咬口机、压筋机、折方机、调 平机、卷圆机、圆弯头咬门机、型钢切割机、角(扁)钢卷圆机、液
镀锌铁皮风管制作(1)
格式:pdf
大小:170KB
页数:16P
4.3
一、施工准备 (一)技术准备:认真熟悉图纸,根据施工方案决定的施工方法做好施工准备工作。参照有关 专业图纸,核对各种管道和坐标、标高是否交叉、管道排列所用空间是否合理,有问题应 及时与设计和有关人员研究解决,做好记录。 (二)材料准备: 1.普通钢板的表面应平整光滑,厚度应均匀,不得有裂纹结疤等缺陷,其材质应符合现 行国家标准《优质碳素结构钢冷轧薄钢板和钢带》gb13237或《优质碳素结构钢热轧薄钢 板和钢带》gb710的规定。 2.镀锌钢板(带)宜选用机械咬合类,镀锌层为100号以上(双面三点试验平均值应 不小于100g/m2)的材料,其材质应符合现行国家标准《连续热镀锌薄钢板和钢带》gb2518 的规定。 (三)机具准备; 剪板机、电冲剪、手用电动剪倒角机、共板法兰成型机、咬口机、压筋机、折方机、 调平机、卷圆机、圆弯头咬门机、型钢切割机、角(扁)钢卷圆机、液压
镀锌铁皮风管施工工艺及要求 (2)
格式:pdf
大小:43KB
页数:5P
4.6
镀锌铁皮风管施工工艺及要求 镀锌铁皮风管施工工艺及要求 一、工艺流程 1、风管制作工艺流程 施工准备→切角→调直→压加强筋→咬口→法兰成型→折弯→组装→加固→检验 2、风管系统安装流程 施工准备→支吊架制作→支吊架安装→风管连接安装→部件安装→漏光及漏风检测→复合检 验 二、施工要点 1、风管制作 风管制作安装前,必须到现场实测核对图纸,对各规格型号风管及配件进行汇总记录,然 后进行制作。合格标准按《通风与空调工程施工质量规范gb50243-2002》标准执行。 钢板风管板材厚度(mm) 三、风管安装 按照设计图纸,结合现场综合布置定位安装,风管连接螺栓应为镀锌材料,风管直径或长 边≤1000mm吊杆规格为m8mm,大于1000mm则为m10mm。 防火阀、调节阀等部件安装应设独立支吊架,法兰之间应有垫料,防排烟风管法兰垫料应 选用不然材料。 风管水平安装,直
镀锌铁皮风管制作 (2)
格式:pdf
大小:112KB
页数:10P
4.5
一、施工准备 (一)技术准备:认真熟悉图纸,根据施工方案决定的施工方法做好施工准备工作。参照有 关专业图纸,核对各种管道和坐标、标高是否交叉、管道排列所用空间是否合理,有问题应 及时与设计和有关人员研究解决,做好记录。 (二)材料准备: 1.普通钢板的表面应平整光滑,厚度应均匀,不得有裂纹结疤等缺陷,其材质应符合现 行国家标准《优质碳素结构钢冷轧薄钢板和钢带》gb13237或《优质碳素结构钢热轧薄钢板 和钢带》gb710的规定。 2.镀锌钢板(带)宜选用机械咬合类,镀锌层为100号以上(双面三点试验平均值应不 小于100g/m2)的材料,其材质应符合现行国家标准《连续热镀锌薄钢板和钢带》gb2518的 规定。 (三)机具准备; 剪板机、电冲剪、手用电动剪倒角机、共板法兰成型机、咬口机、压筋机、折方机、调 平机、卷圆机、圆弯头咬门机、型钢切割机、角(扁)钢卷圆机、液

镀锌铁皮风管精华文档
镀锌铁皮风管制作
格式:pdf
大小:919KB
页数:21P
4.5
一、施工准备 (一)技术准备:认真熟悉图纸,根据施工方案决定的施工方法做好施工准备工作。参照有关 专业图纸,核对各种管道和坐标、标高是否交叉、管道排列所用空间是否合理,有问题应 及时与设计和有关人员研究解决,做好记录。 (二)材料准备: 1.普通钢板的表面应平整光滑,厚度应均匀,不得有裂纹结疤等缺陷,其材质应符合现 行国家标准《优质碳素结构钢冷轧薄钢板和钢带》gb13237或《优质碳素结构钢热轧薄钢 板和钢带》gb710的规定。 2.镀锌钢板(带)宜选用机械咬合类,镀锌层为100号以上(双面三点试验平均值应不 小于100g/m2)的材料,其材质应符合现行国家标准《连续热镀锌薄钢板和钢带》gb2518的 规定。 (三)机具准备; 剪板机、电冲剪、手用电动剪倒角机、共板法兰成型机、咬口机、压筋机、折方机、 调平机、卷圆机、圆弯头咬门机、型钢切割机、角(扁)钢卷圆机
镀锌铁皮风管技术交底
格式:pdf
大小:31KB
页数:3P
4.6
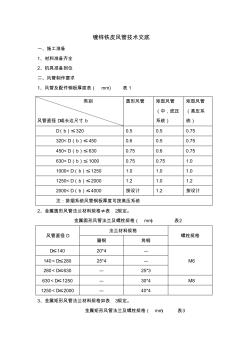
镀锌铁皮风管技术交底 一、施工准备 1、材料准备齐全 2、机具准备到位 二、风管制作要求 1、风管及配件钢板厚度表(mm)表1 2、金属圆形风管法兰材料规格≮表2规定。 金属圆形风管法兰及螺栓规格(mm)表2 风管直径d 法兰材料规格 螺栓规格 扁钢角钢 d≤14020*4― m6140<d≤28025*4― 280<d≤630―25*3 630<d≤1250―30*4m8 1250<d≤2000―40*4 3、金属矩形风管法兰材料规格如表3规定。 金属矩形风管法兰及螺栓规格(mm)表3 类别 风管直径d或长边尺寸b 圆形风管矩型风管 (中,底压 系统) 矩型风管 (高压系 统) d(b)≤3200.50.50.75 320<d(b)≤4500.60.50.75 450<d(b)≤6300.750
镀锌铁皮风管施工工艺及要求 (2)
格式:pdf
大小:52KB
页数:5P
4.3
镀锌铁皮风管施工工艺及要求 一、工艺流程 1、风管制作工艺流程 施工准备→切角→调直→压加强筋→咬口→法兰成型→折弯→组装→加固→检验 2、风管系统安装流程 施工准备→支吊架制作→支吊架安装→风管连接安装→部件安装→漏光及漏风检测→复合检 验 二、施工要点 1、风管制作 风管制作安装前,必须到现场实测核对图纸,对各规格型号风管及配件进行汇总记录,然 后进行制作。合格标准按《通风与空调工程施工质量规范gb50243-2002》标准执行。 钢板风管板材厚度(mm) 三、风管安装 按照设计图纸,结合现场综合布置定位安装,风管连接螺栓应为镀锌材料,风管直径或长 边≤1000mm吊杆规格为m8mm,大于1000mm则为m10mm。 防火阀、调节阀等部件安装应设独立支吊架,法兰之间应有垫料,防排烟风管法兰垫料应 选用不然材料。 风管水平安装,直径或长边尺寸小于等于400
4.10镀锌铁皮风管进场
格式:pdf
大小:520KB
页数:1P
4.7
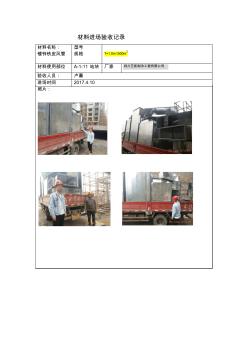
材料进场验收记录 材料名称: 镀锌铁皮风管 型号 规格?=1.0m1500m 2 材料使用部位a-1-11地块厂家四川艺凯制冷工程有限公司 验收人员:卢豪 进场时间2017.4.10 照片:
镀锌铁皮风管制作
格式:pdf
大小:110KB
页数:11P
4.4
一、施工准备 (一)技术准备:认真熟悉图纸,根据施工方案决定的施工方法做好施工准备工作。 参照有关专业图纸,核对各种管道和坐标、标高是否交叉、管道排列所用空间是否 合理,有问题应及时与设计和有关人员研究解决,做好记录。 (二)材料准备: 1.普通钢板的表面应平整光滑,厚度应均匀,不得有裂纹结疤等缺陷,其材质 应符合现行国家标准《优质碳素结构钢冷轧薄钢板和钢带》gb13237或《优质碳素 结构钢热轧薄钢板和钢带》gb710的规定。 2.镀锌钢板(带)宜选用机械咬合类,镀锌层为100号以上(双面三点试验平 均值应不小于100g/m2)的材料,其材质应符合现行国家标准《连续热镀锌薄钢板和 钢带》gb2518的规定。 (三)机具准备; 剪板机、电冲剪、手用电动剪倒角机、共板法兰成型机、咬口机、压筋机、折 方机、调平机、卷圆机、圆弯头咬门机、型钢切割机、角(扁)钢卷圆机、液
镀锌铁皮风管最新文档

镀锌铁皮风管(20200928205553)
格式:pdf
大小:127KB
页数:4P
4.4
镀锌钢板风管的技术性能 一、概述: 镀锌钢板风管是以镀锌钢板为主要原材料,经过咬口、机械加工成型,具有现场制作方 便,同时具有可设计性,是传统的通风、空调用管道,同时随着技术的发展,由以前的手工 制作改变为现在的全部机械化生产,具有效率高,加工尺寸精确等优点。 二、机械化成型工艺: 本公司引进陕西省建运工程机械有限公司生产的风管咬口机械设备,不仅对普通的矩形 风管进行机械化作业,同时对异形风管也可实现机械咬口,本工艺具有型钢切断机,多功能 咬口机,多功能合缝机。 三、现代化的成型连接方式: 风管法兰改变过去传统的铆接方式,同时角铁法 兰安装时钻孔困难,预先钻孔,由于变形等其他原因 造成安装困难,采用卡簧式结构的法兰具有成型快, 连接方便的优点。 四、通风管道制作一般规定: 1、一般规定: 制作风管前,首先要检查采用的材料是否符 合质量要求,有否出厂合格证明书或质量鉴定文 件。

镀锌铁皮风管制作 (3)
格式:pdf
大小:1.1MB
页数:47P
4.8
镀锌铁皮风管制作 技术交底记录 表c2-1 编 号 工程 名称 交底日 期 年月日 施工 单位 分项工 程名称 金属风管制作 交底 提要 金属风管制作的相关材料、机具准备、质量 要求及施工工艺。 交底内容: 审核人交底人接受交底人 1、本表由施工单位填写,交底单位与接受交底 单位各存一份。 2、当做分项工程施工技术交底时,应填写“分 项工程名称”栏,其他技术交底可不填写。 一、施工准备 (一)技术准备:认真熟悉图纸,根据施工方案决定的施 工方法做好施工准备工作。参照有关专业图纸, 核对各种管道和坐标、标高是否交叉、管道排列 所用空间是否合理,有问题应及时与设计和有关 人员研究解决,做好记录。 (二)材料准备: 1.普通钢板的表面应平整光滑,厚度应均 匀,不得有裂纹结疤等缺陷,其材质应符合现行 国家标准《优质碳素结构钢冷轧薄钢板和钢带》 技术交底记录 表c2-1 编 号

镀锌铁皮风管施工工艺及要求 (3)
格式:pdf
大小:52KB
页数:5P
4.8
镀锌铁皮风管施工工艺及要求 一、工艺流程 1、风管制作工艺流程 施工准备→切角→调直→压加强筋→咬口→法兰成型→折弯→组装→加固→检验 2、风管系统安装流程 施工准备→支吊架制作→支吊架安装→风管连接安装→部件安装→漏光及漏风检测→复合检 验 二、施工要点 1、风管制作 风管制作安装前,必须到现场实测核对图纸,对各规格型号风管及配件进行汇总记录,然 后进行制作。合格标准按《通风与空调工程施工质量规范gb50243-2002》标准执行。 钢板风管板材厚度(mm) 三、风管安装 按照设计图纸,结合现场综合布置定位安装,风管连接螺栓应为镀锌材料,风管直径或长 边≤1000mm吊杆规格为m8mm,大于1000mm则为m10mm。 防火阀、调节阀等部件安装应设独立支吊架,法兰之间应有垫料,防排烟风管法兰垫料应 选用不然材料。 风管水平安装,直径或长边尺寸小于等于400
镀锌铁皮风管施工工艺及要求
格式:pdf
大小:29KB
页数:5P
4.3
镀锌铁皮风管施工工艺及要求 一、工艺流程 1、风管制作工艺流程 施工准备→切角→调直→压加强筋→咬口→法兰成型→折弯→组装→加固→检 验 2、风管系统安装流程 施工准备→支吊架制作→支吊架安装→风管连接安装→部件安装→漏光及漏风 检测→复合检验 二、施工要点 1、风管制作 风管制作安装前,必须到现场实测核对图纸,对各规格型号风管及配件进行汇总 记录,然后进行制作。合格标准按《通风与空调工程施工质量规范gb50243-2002》 标准执行。 钢板风管板材厚度(mm) 类别 风管直径d矩形风管除尘系统b 或长边尺寸圆形风管风管中、低压系统高压系统d(b)≤3200.50.50.751.5 1.5≤4500.75o.60.6320<d(b)2.0o.75450<d(b)≤6300.60.75 2.0≤10001.0
镀锌铁皮风管安装注意事项
格式:pdf
大小:24KB
页数:2P
4.5
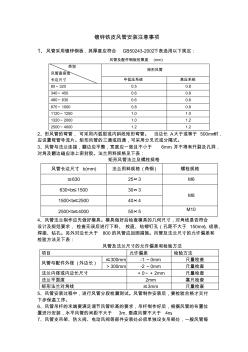
镀锌铁皮风管安装注意事项 1、风管采用镀锌钢板,其厚度应符合gb50243-2002下表选用以下规定: 风管及配件钢板的厚度(mm) 类别 风管直径或 长边尺寸 矩形风管 中低压系统高压系统 80~3200.50.8 340~4500.60.8 480~6300.60.8 670~10000.80.8 1120~12501.01.0 1320~20001.01.2 2500~40001.21.2 2、形风管的弯管,可采用内弧型或内斜线矩形弯管。当边长a大于或等于500mm时, 应设置弯管导流片。矩形风管的三通或四通,可采用分叉式或分隔式。 3、风管与法兰连接,翻边应平整,宽度应一致且不小于6mm,并不得有开裂及孔洞, 对角及翻边缝应涂上密封胶。法兰用料规格见下表: 矩形风管法兰及螺栓规格 风管长边尺寸b(mm)法兰用料规

 镀锌铁皮风管检测报告
镀锌铁皮风管检测报告 镀锌铁皮风管检测报告
格式:doc
大小:38KB
页数:3P
4.6
本文将详细介绍镀锌铁皮风管在建设工程领域中的检测情况。通过对镀锌铁皮风管进行全面的检测,以确保其质量和安全性,保障建筑物正常的通风系统运行。
镀锌铁皮风管厚度允许偏差规范 镀锌铁皮风管厚度允许偏差规范
格式:doc
大小:72KB
页数:5P
4.6
本文将详细介绍建设工程领域中镀锌铁皮风管厚度允许偏差的规范要求。通过了解这些规范,可以确保风管的质量和安全性,提高建筑工程的整体品质。
镀锌铁皮风管厚度规范表 镀锌铁皮风管厚度规范表
格式:doc
大小:43KB
页数:4P
4.9
本文将详细介绍建设工程领域中镀锌铁皮风管厚度的规范表,包括各种类型的风管和相关规范要求。通过本文,读者将了解到如何选择合适的风管厚度以确保建筑物的通风系统运行正常。
镀锌铁皮风管相关
文辑推荐
知识推荐
百科推荐


职位:结构工程师
擅长专业:土建 安装 装饰 市政 园林


