

大型双金属轴瓦巴氏合金浇注的质量控制
格式:pdf
大小:255KB
页数:3P
人气 :99
 4.5
4.5
概述了采用重力铸造法浇注大型双金属轴瓦的工艺流程,介绍了提高巴氏合金浇注质量的方法,分析了巴氏合金浇注的常见质量缺陷,并提出了相应对策。



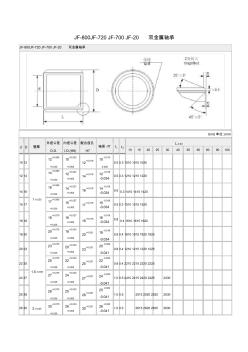
双金属轴承
jf-800jf-720jf-700jf-20双金属轴承 jf-800jf-720jf-700jf-20双金属轴承 unit(单位):mm dd壁厚 外径公差 o.d. 内径公差 i.d.(h8) 配合座孔 h7 轴径rf7f1f2 l-0.40 10152025304050608090100 1012 1-0.025 12 +0.065 +0.030 10 +0.022 +0.000 12 +0.01810 -0.013 -0.028 0.50.3101010151020 1214 14 +0.065 +0.030 12 +0.027 +0.000 14 +0.01812 -0.016 -0.034 0.50.3121012151220 1416 16 +0.065 +0.030 1
编辑推荐下载
汽轮机轴承烧瓦与轴劲的渗巴氏合金现象
格式:pdf
大小:1.4MB
页数:10P
4.6
汽轮机轴承烧瓦与轴劲的渗巴氏合金现象 刘显惠范华 (东方汽轮机厂材料试验室,四川德阳618201) 摘要:简述轴承工作性质,巴氏合金应用与相组成的基本情况。论述汽 轮机转子在两个电厂长期运行后,由于轴颈发生的不正常摩擦损伤,在大修改造 中由无损检查、机械加工揭示出轴颈存在严惩的渗巴氏合金现象,低熔点金属 sn、sb与cu向转子材料晶界的深层渗入最终导致了3根大型在投转子的严惩开 裂与报废。图11表2 关键词:汽轮机;轴承;巴氏合金;磁粉显示;机械加工;裂纹;脆 性 1前言 轴承是汽轮机的关键部件之一,在循环润滑油的润滑与冷却作用下,对重载 而高速运转的汽轮机转子起支承作用。 轴承轴瓦在工作时,除了和轴颈造成磨损外,还要随轴颈传给它的载荷,因 此轴承瓦块材料应当有小的摩擦系数,抗磨性好并有足够高的抗压强度和韧性。 故要求该轴承合金的组织中,在相当

泵站电机巴氏合金推力瓦烧损分析
格式:pdf
大小:109KB
页数:4P
4.5
泵站电机巴氏合金推力瓦烧损分析 仇宝云 (扬州大学水利与建筑工程学院水利水电系,江苏扬州,225009) 摘 要:简析大型立式泵机组电机推力瓦烧损的可能原因,着重分析了满负荷机组难以预见的烧瓦原因及 其机理,提出了确定烧瓦原因的方法及避免故障的对策,具有一定的实用价值. 关键词:泵站;电机;推力瓦;烧损 文献标识码:a 文章编号:1007824x(2000)01006204中图法分类号:th312 我国低扬程大型水泵机组以立式为主.据调查,大泵机组常发生故障,其中巴氏合金推力瓦烧损 是配套电机的主要故障之一.有些机组推力瓦连续多次烧损,解体检查更换,一次需费用万元左右. 动压滑动推力轴承正常工作条件为:①工作荷载不超过轴承设计荷载;②所有推力瓦及
大型双金属轴瓦巴氏合金浇注质量控制热门文档

水电站推力瓦巴氏合金的超声检测
格式:pdf
大小:519KB
页数:4P
4.5
利用超声波检测技术,通过锡基巴氏合金与拥组成的复合材料的反射率、透射率及其声学性能的计算,检查出推力瓦轴承的巴氏合金材料内部缺陷及与钢坯的粘合情况。
 铸锡青铜与巴氏合金抗粘附磨损的实验研究
铸锡青铜与巴氏合金抗粘附磨损的实验研究 铸锡青铜与巴氏合金抗粘附磨损的实验研究
格式:pdf
大小:393KB
页数:3P
4.4
基于对磨损影响因素拓展分析的所悟,并依据“相容性”[2]理论,率先尝试改铸锡青铜注塑机拉杆衬套为钢背内衬巴氏合金衬套,在sz—4000型塑料注射成型机上进行了500h工况对比实验。实验结果表明:解决磨损问题不能仅局限在对抗磨材料的研制与单纯提高材料的硬度;提出了摩擦副偶件间材质硬度差值的大小及表面粗糙度的匹配也是问题关键的观点。
锌铝基轴承合金轴瓦的应用 锌铝基轴承合金轴瓦的应用
格式:pdf
大小:1.0MB
页数:3P
4.7
水泥厂回转窑、球磨机等设备载荷的特点是低速重载,且伴有一定的冲击。目前这类设备的轴承多采用铜瓦或乌金瓦,这对轴瓦的制造、安装、操作维护以及润滑油的使用要求较高,容易发生烧瓦、翻瓦、冒烟、抱轴、拉伤轴颈等现象,特别在生产调试初期,更是时有发生。
电站用球型轴承巴氏合金层的焊接修复 电站用球型轴承巴氏合金层的焊接修复
格式:pdf
大小:31KB
页数:3P
4.4
以600mw电站球型轴承巴氏合金层的氧乙炔钎焊修复为例,从缺陷定位,缺陷清理、焊接材料制备、焊接工艺及焊后处理等几个方面,系统总结了在运行过程中磨损和脱落的巴氏合金的现场修复工艺过程。
大型双金属轴瓦巴氏合金浇注质量控制精华文档

JF800双金属轴承尺寸及配合公差表
格式:pdf
大小:169KB
页数:4P
4.7
技术支持 jf800双金属轴承尺寸及配合公差表 dd 壁厚 well thickness 外径公差 o.d. tolerance 内径公差 l.d.(h8) tolerance 配合孔座 h7 housingbore 轴径 f7joumal diameter f1f2 l 0 -0.40 10152025304050608090100 1012 1 12 +0.065 +0.030 10 +0.022 -0.000 12 +0.01810 -0.013 -0.000 0.50.3101010151020 1214 14 +0.065 +0.030 12 +0.027 -0.000 14 +0.01812 -0.016 -0.000 0.50.3121012151220
大型高铝锌基合金轴瓦铸造工艺优化 大型高铝锌基合金轴瓦铸造工艺优化
格式:pdf
大小:2.2MB
页数:5P
4.8
利用华铸cae/inte2cast10.0软件对大型锌基合金轴瓦铸件的温度场进行了凝固模拟,预测了缩孔、缩松倾向及出现位置,探讨金属型冷却水流速、冷却时间对凝固液相、温度梯度分布及缩孔、缩松的影响,在此基础上分析了实际铸造过程中缩孔、缩松缺陷产生的原因;并根据模拟结果对铸造工艺进行了优化。结果表明,在内腔采用水冷金属型的同时在轴瓦底部放置冷铁,从底部和内表面两个方向同时对热节进行冷却,可以达到消除轴瓦缩孔、缩松的目的。
金属屋面防水的质量控制
格式:pdf
大小:6KB
页数:2P
4.4
金属屋面防水的质量控制 金属屋面防水渗漏的原因分析 (一)施工方面的因素。工程施工是形成工程质量的关键因素。即使有合格的金属屋面 防水涂料,优秀的屋面防水设计,但不执行施工规范、标准,施工质量低,仍会使金属屋面 防水发生渗漏。因此,确保施工质量是提高建筑屋面防水质量的关键。造成施工质量低劣的 因素主要有:1.缺乏金属屋面防水专业施工队伍。有的施工单位甚至使用丝毫不懂金属屋面 防水技术的工人去进行金属屋面防水施工操作,其后果必然导致防水工程的失败。2.对金属 屋面防水施工工序的质量控制及管理不重视。4,金属屋面防水施工期间,尤其是施工人员 多,施工工种多,并且基本上为交叉或平行作业,没有对已完防水屋面采取有效保护措施, 造成对已做好的防水层的破坏。 (二)使用维护方面的问题。工程竣工交付使用后,必须做好金属屋面工程的使用维护 工作,这对确保防水的使用年限很重要。因使用
大型铝合金简体铸件的质量控制 大型铝合金简体铸件的质量控制
格式:pdf
大小:1.0MB
页数:3P
4.3
大型筒体铸件采用zl101a铝合金材料铸造,筒体总长1410mm,直径为615mm,质量为223kg,铸件表面不能有夹渣、针孔、缩孔、缩松等缺陷,并且需要承受fs6气密性检验。该筒体铸件结构复杂,尺寸大,壁厚不均,铸造热节偏多,容易产生铸造缺陷。通过对大型铝合金筒体铸件的分析,总结出一套有效地提高大型铝合金承压铸件检漏合格率的有效方法。
大型双金属轴瓦巴氏合金浇注质量控制最新文档
大型铝合金简体铸件的质量控制 大型铝合金简体铸件的质量控制
格式:pdf
大小:1.0MB
页数:3P
4.7
大型筒体铸件采用zl101a铝合金材料铸造,筒体总长1410mm,直径为615mm,质量为223kg,铸件表面不能有夹渣、针孔、缩孔、缩松等缺陷,并且需要承受fs6气密性检验。该筒体铸件结构复杂,尺寸大,壁厚不均,铸造热节偏多,容易产生铸造缺陷。通过对大型铝合金筒体铸件的分析,总结出一套有效地提高大型铝合金承压铸件检漏合格率的有效方法。
对开式双金属滑动轴承瓦的刮研 对开式双金属滑动轴承瓦的刮研
格式:pdf
大小:100KB
页数:1P
4.3
文章根据《机械设计基础》等标准的规定,结合笔者的长期工作实践,简单阐述了对开式双金属滑动轴承轴瓦刮研过程中注意的有关事项及技术要求。
中锡铝合金轴瓦材料的开发应用 中锡铝合金轴瓦材料的开发应用
格式:pdf
大小:360KB
页数:3P
4.7
随着汽车工业的发展,对大功率,高转速发动机及世界各国对排放要求的提高,内燃机轴瓦材料不仅需要满足顺应性、抗咬合性、耐蚀性、嵌藏性,它还必须满足其它一些性能,如高的承载能力和抗疲劳强度等,同时又受到制造成本的限制,因此,中锡铝合金轴瓦材料的开发是较好的选择,得到了较好的应用
轴瓦上电镀铟-铅-锡-铜合金的研究 轴瓦上电镀铟-铅-锡-铜合金的研究
格式:pdf
大小:268KB
页数:2P
4.4
利用电沉积方法在轴瓦上电镀铟-铅-锡-铜四元合金镀层。测试结果表明:所得镀层成分分布均匀,合金元素铟的存在大大提高了轴瓦的耐磨、耐蚀性能和使用寿命
大型双金属轴瓦巴氏合金浇注的质量控制 大型双金属轴瓦巴氏合金浇注的质量控制
格式:pdf
大小:262KB
页数:未知
4.6
采用固定浇注法浇注大型双金属轴瓦,其工艺技术简单,易掌握,浇注成本低,但易发生脱壳、气孔和夹渣等缺陷。为提高巴氏合金的浇注质量,根据固定浇注法的工艺特点,应彻底清除底瓦上的油污和锈斑,确保挂锡质量,做好合金精炼,严格控制浇注温度并加强搅拌。此外,还分析了巴氏合金浇注的常见质量缺陷,并提出对策
大型双金属轴瓦巴氏合金浇注的质量控制 大型双金属轴瓦巴氏合金浇注的质量控制
格式:pdf
大小:432KB
页数:未知
4.4
概述了采用固定浇注法浇注大型双金属轴瓦的工艺流程,指出了提高巴氏合金浇注质量的方法,分析了巴氏合金浇注的常见质量缺陷,并提出了相应对策。
浅论铝锡40铜钢双金属轴瓦性能及应用前景 浅论铝锡40铜钢双金属轴瓦性能及应用前景
格式:pdf
大小:86KB
页数:2P
4.7
本文主要介绍了铝锡40铜-钢双金属轴瓦的基本结构、优良性能和应用前景,以及在实际运用中的使用状况,分析了铝锡40铜-钢双金属轴瓦今后的发展趋势。
一种双金属轴套制造工艺研究 一种双金属轴套制造工艺研究
格式:pdf
大小:481KB
页数:未知
4.3
通过实验介绍了一种可适应不同批量生产的钢/紫铜双金属轴套的生产方法、生产工艺和设备。实验结果表明,选择合理的摩擦焊工艺参数,可得到良好的钢/紫铜接头,接头界面结合强度可达200mpa左右,符合国家标准。
数控巴氏合金离心浇铸机的研制 数控巴氏合金离心浇铸机的研制
格式:pdf
大小:545KB
页数:未知
4.4
针对市场上巴氏合金离心浇铸机存在的不足,设计了一种新型数控巴氏合金离心浇铸机。实践证明该机能改善巴氏合金轴瓦的力学性能,降低了生产成本,提高了设备的工作效率,节能效果明显,设备操作简单、抗干扰能力强。
大型双金属轴瓦巴氏合金浇注质量控制相关
文辑推荐
知识推荐
百科推荐


职位:给排水工程
擅长专业:土建 安装 装饰 市政 园林


