




编辑推荐下载
 钨极惰性气体保护焊在海底充油电缆软接头中的应用
钨极惰性气体保护焊在海底充油电缆软接头中的应用 钨极惰性气体保护焊在海底充油电缆软接头中的应用
格式:pdf
大小:130KB
页数:4P
 4.5
4.5
分析了钨极惰性气体保护焊在电缆软接头中的应用可能性。以及电缆软接头采用tu_1无氧铜同质材料焊接。接头焊接后无氧化等难题。同时。叙述了在电缆软接头焊接时的气体流量、焊接线能量、焊,或温度对电缆接头的氧化程度。提出了具有一定特点的工艺措施。
铝及铝合金板材非熔化极惰性气体保护焊的焊接工艺 铝及铝合金板材非熔化极惰性气体保护焊的焊接工艺
格式:pdf
大小:69KB
页数:1P
4.5
铝及铝合金材料密度低,强度高热电导率高,耐腐蚀能力强,具有良好的物理特性和力学性能,因而广泛应用于工业产品的焊接结构上。现就其焊接工艺进行如下分析。
惰性气体保护焊常用保护气体的性质及特点热门文档
双丝熔化极气体保护焊
格式:pdf
大小:211KB
页数:3P
3
双丝熔化极气体保护焊——随着当前焊接高效化发展方向的提出,对焊接技术提出了愈来愈高的要求。本文就实现高效化的焊接方法——双丝熔化极气体保护焊进行了简要的介绍。
用于液化天然气运输船舱壁角的自动钨极惰性气体保护焊
格式:pdf
大小:34KB
页数:1P
3
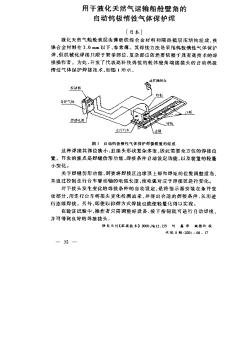
用于液化天然气运输船舱壁角的自动钨极惰性气体保护焊——用于液化天然气运输船舱壁角的自动钨极惰性气体保护焊

CO2气体保护焊在我公司的推广及应用
格式:pdf
大小:132KB
页数:2P
3
co2气体保护焊在我公司的推广及应用——介绍了co2气体保护焊的优点及在我公司的推广、应用,并以采煤机螺旋滚筒为例,分析了co2气体保护焊与手弧焊的经济效益情况。
CO2气体保护焊的技术及应用
格式:pdf
大小:32KB
页数:4P
4.7
co2气体保护焊的技术及应用 陈伟----四川省水利电力高级技工学校 摘要:近几年焊接技术不断发展,尤其是熔化极气体保护焊发展十分 迅速,本文主要叙述了co2气体保护焊的技术及应用。 关键字:二氧焊、二保焊、气保焊 引言: co2气体保护焊俗称:二氧焊、二保焊、气保焊,是利用co2 气体作为电弧介质并保护焊接区电弧焊,属于熔化极气体保护焊, 英文缩写(mag或gmaw)1953年前苏联研发。因工作效率高, 生产成本低本,熔透性好、焊接变形小等优点故被广泛应用于工业 制造。 co2气体保护焊的优点: 1、工作效率高是手工焊的1-3倍最高可达到4倍。 2、生产成本低是手工焊的50%。 3、熔透性好开ii破口时一次熔深可达到10mm,探伤合格率可达 到95% 4、焊缝抗裂性好,因co2气体是氧化性气体,由于氧化的作用, 大大降低了焊缝中氢
惰性气体保护焊常用保护气体的性质及特点精华文档
CO2气体保护焊焊接工艺
格式:pdf
大小:14KB
页数:4P
4.8
co2气体保护焊焊接工艺(2007-07-0717:50:18) co2气体保护焊焊接工艺 钢结构二氧化碳气体保护焊工艺规程 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保 护焊的基本要求。 注:产品有工艺标准按工艺标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88 1.2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备


毕业论文-惰性气体系统的应用
格式:pdf
大小:3.6MB
页数:21P
4.7
1 大连海事大学 毕业论文 二○一四年七月 2 浅析“长航蓝晶”轮惰性气体系统的应用 专业班级:轮机管理2010-13 姓名:杨建章 指导教师: 轮机工程学院 3 内容摘要 摘要:按照solas公约的规定,现代油船应使用惰性气体系统作为安全控制装置。惰性气 体系统在现代油船的实际操作中有着广泛的应用,例如,在货油的卸载作业期间,保持惰气 的供给以防止空气进入油舱及保持油舱适当的正压。本文主要介绍油船上惰性气体系统的组 成、操作程序以及惰性气体系统对的维护管理。 关键词:惰性气体系统组成操作程序维护管理 abstract:inaccordancewiththeregulationofsolas,contemporaryoiltanker shouldmakeuseofigs(inertgassystem)as
惰性气体保护焊常用保护气体的性质及特点最新文档
CO2气体保护焊焊工培训教材资料
格式:pdf
大小:501KB
页数:34P
4.6
co2气体保护焊技术 一、co2气保焊概述 co2气体保护焊是上世纪五十年代发展起来的一种技术。自问世以 来,co2气体保护焊焊接技术在国内外焊接领域发展很快,在实际生产中 的应用也越来越广泛,并兼有手工电弧焊和埋弧焊的许多优点。目前在建 筑钢结构行业的应用也非常广泛,如用co2气体保护焊焊接箱型钢、焊接 h型钢等。实践证明co2气体保护焊是一种比较先进的、效率较高的焊接 方法。 1、co2气保焊的特点 co2气体保护焊是熔化极气体保护焊的一种,全称为“co2气体保护电 弧焊”。它是采用co2气体作为保护介质,焊接时,co2从焊枪喷嘴中喷出, 把电弧及熔池与空气机械的隔离开来,避免空气对熔化金属的有害作用, 保证焊缝的化学成分及机械性能。 与其他焊接方法相比,co2气体保护焊具有以下优点: ①成本低:co2气体价廉,而且电能消耗小,故使得焊接成本

CO2气体保护焊焊接培训
格式:pdf
大小:156KB
页数:14P
4.6
co2气体保护焊焊接培训 一、焊接工艺参数 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构 钢的二氧化碳气体保护焊的基本要求。注:产品有工艺标准按工艺 标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本 形成与尺寸》gb.985-88 2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低 温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备 3.2.1产品钢材和焊接材料应符合设计图样的要求。 3.2.2焊丝应储存在干燥、通风良好的地方,专人保管。 3.2.3焊丝使用前应无油锈。 3.3坡口选择原则焊接过程中尽量减小变形,节省
CO2气体保护焊焊接通用工艺
格式:pdf
大小:214KB
页数:15P
4.4
co2气体保护焊 通 用 焊 接 工 艺 目录 1、适用范围 2、被焊材料 3、焊接准备 4、作业条件 5、焊接工艺 6、交检 7、焊接缺陷与防止方法 8、常用气体保护焊钢材与焊丝的选用 9、质量记录 10、焊接及注意事项 11、二保焊机安全规程 12、焊接危险点危险源辩识、评价及控制对策表 一、适用范围 本标准适用于本厂生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气 体保护焊的基本要求,产品有工艺标准按工艺标准执行。 1、编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88。 二、被焊材料 1、焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2、层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 3、船形焊:t形、十字形和角接接头处于水平位置进行的焊接。 三、焊接准备 1、按图纸要求进行工艺评定。 2、材料准备:
熔化极混合气体保护焊工艺研究与应用
格式:pdf
大小:214KB
页数:3P
3
熔化极混合气体保护焊工艺研究与应用——为推广应用熔化极混合气体保护焊这一崭新的焊接工艺技术,选择压力容器行业广泛使用的16mnr低合金钢进行试验,通过试验分析确定出最佳的焊接工艺规范参数,最后完成试件的焊接和焊接工艺评定,并应用于容器生产中。通过...
CO2气体保护焊在工程建设中的应用
格式:pdf
大小:164KB
页数:2P
3
co2气体保护焊在工程建设中的应用——介绍了co2气体保护焊高效率、优质、低成本的综合优越性和在工程建设中的应用及其展。
 高镁铝焊丝添加锆并采用低频脉冲金属极惰性气体保护焊接Al—Zn—Mg三元合...
高镁铝焊丝添加锆并采用低频脉冲金属极惰性气体保护焊接Al—Zn—Mg三元合... 高镁铝焊丝添加锆并采用低频脉冲金属极惰性气体保护焊接Al—Zn—Mg三元合...
格式:pdf
大小:204KB
页数:6P
4.5
高镁铝焊丝添加锆并采用低频脉冲金属极惰性气体保护焊接Al—Zn—Mg三元合...
气体保护焊接混合气体自动匹配装置的研究与设计 气体保护焊接混合气体自动匹配装置的研究与设计
格式:pdf
大小:198KB
页数:3P
4.4
气体保护焊是目前采用较为普遍的焊接方式,其中尤以混合气体保护焊应用最为广泛.在众多二元、三元混合气体组合中,尤以ar+co2混合气的应用最为普遍,可使焊接效率与质量得到大大提高.因此,研究并设计焊接混合气体自动匹配装置具有重要的实际应用价值.本文主要以ar+co2混合气为例,对气体混合的比例方法进行了研究,并提出了一种基于比例分配法、混配比例可调的气体混配装置设计方案,并在实际产品中予以应用,效果良好.
CO2气体保护焊飞溅控制的研究
格式:pdf
大小:436KB
页数:5P
3
co2气体保护焊飞溅控制的研究——针对co2气体保护焊短路过渡过程中易产生飞溅的问题,从治金因素和力学因素两个方面,对其进行深入分析,着重介绍了目前在波形控制方面的高要成果,研究表明,从电力电子技术角度,对焊接的动、静特性进行改进是控制飞溅的最好措...
惰性气体保护焊常用保护气体的性质及特点相关
文辑推荐
知识推荐
百科推荐


职位:房建市政造价工程师
擅长专业:土建 安装 装饰 市政 园林


